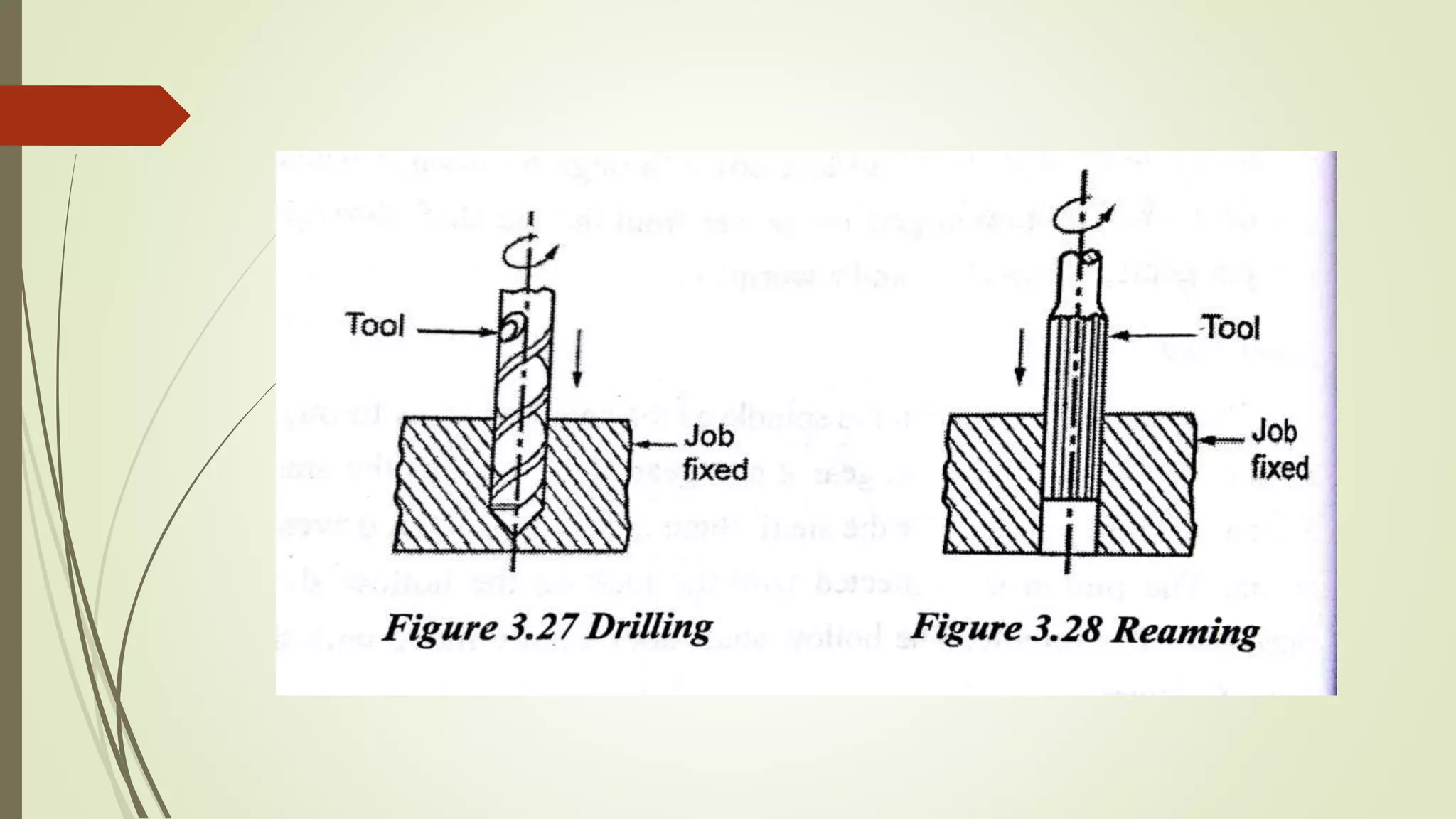
The document discusses various machining operations like shaper operations, drilling, boring, milling and gear cutting. It describes the working, parts, types, specifications and operations of shaper, drilling machine, boring machine and milling machine. It also explains gear generation processes like gear shaping, planning and hobbing as well as gear finishing processes like shaving, rolling, burnishing, lapping and honing.