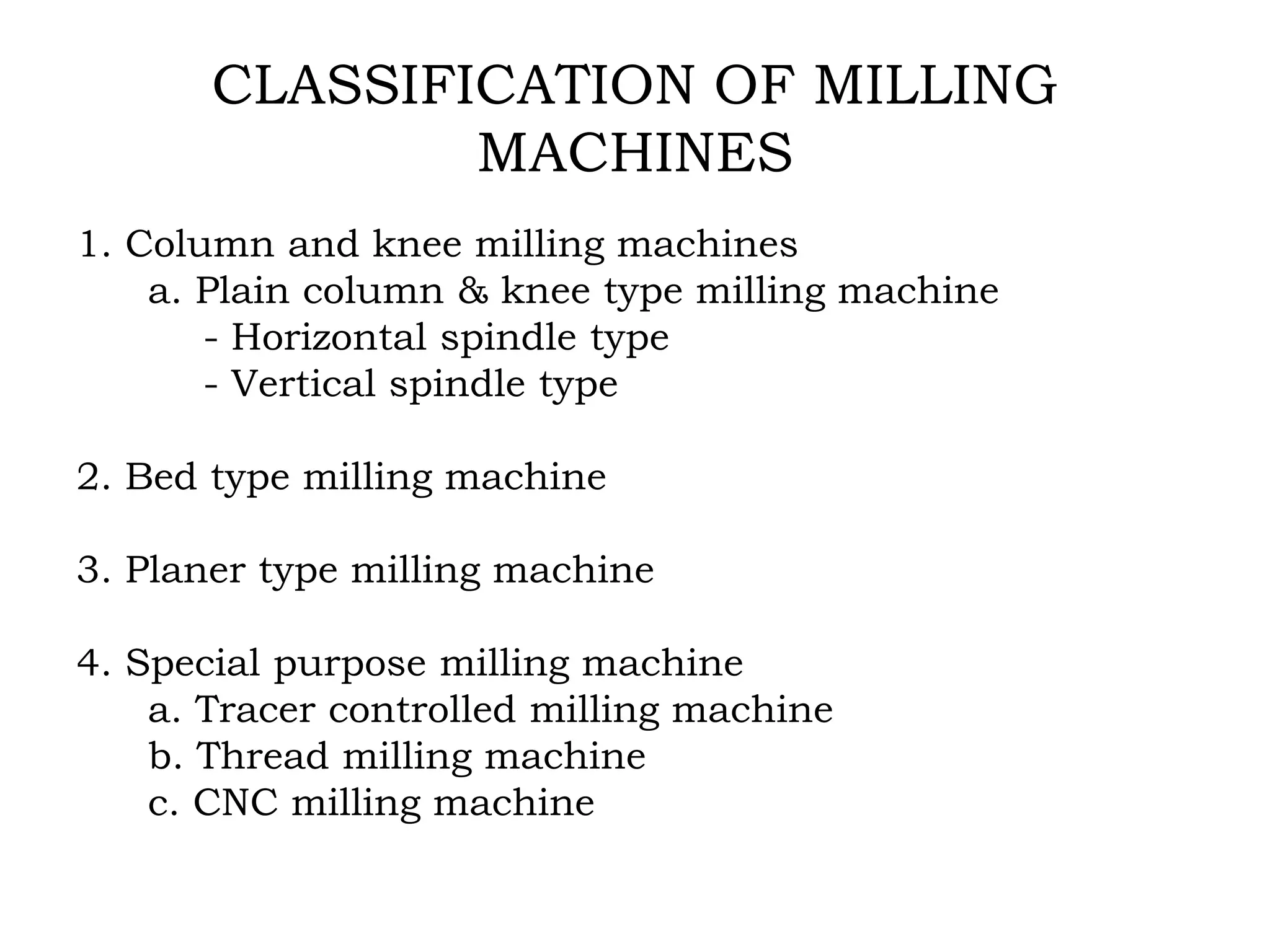
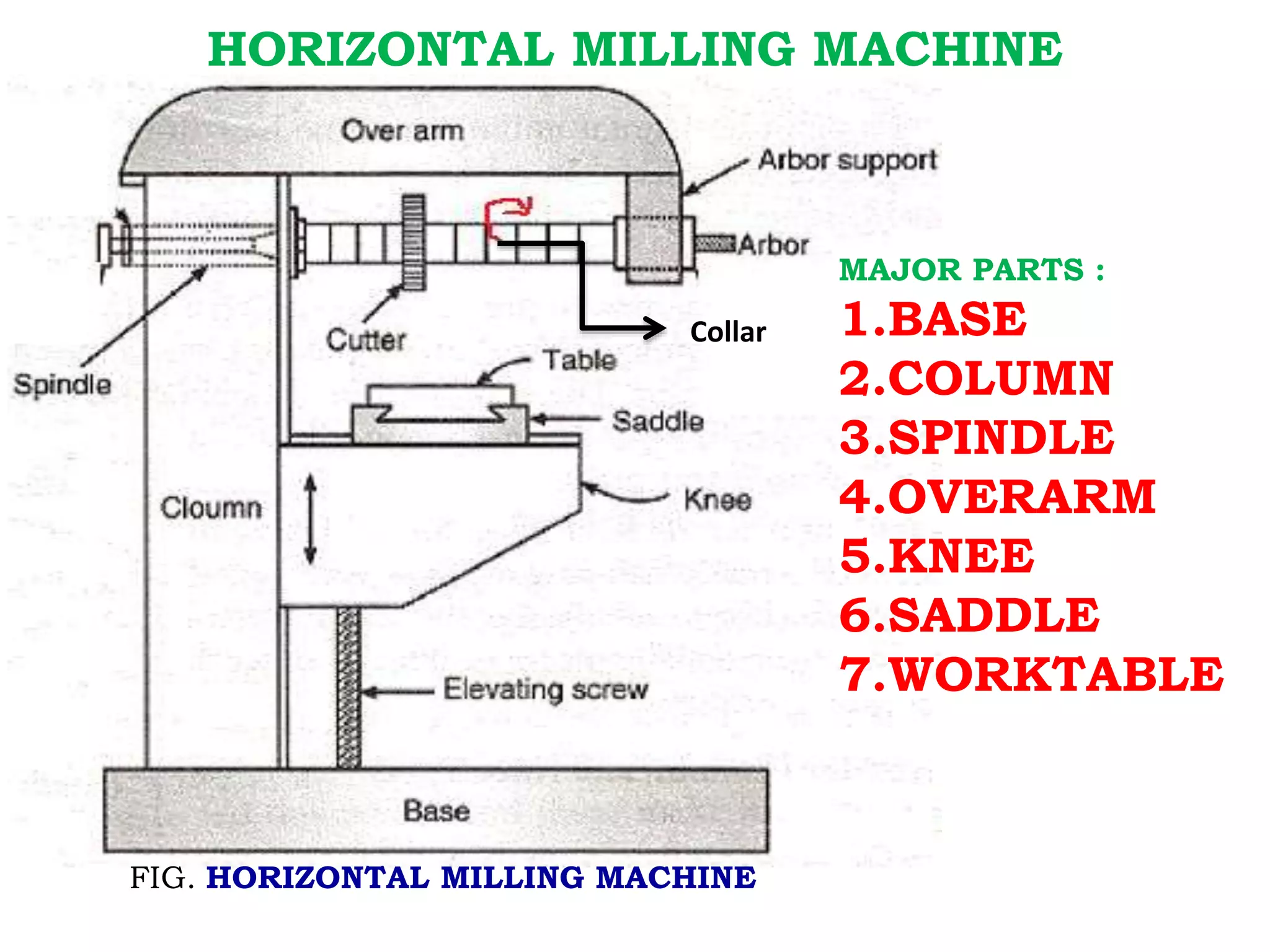
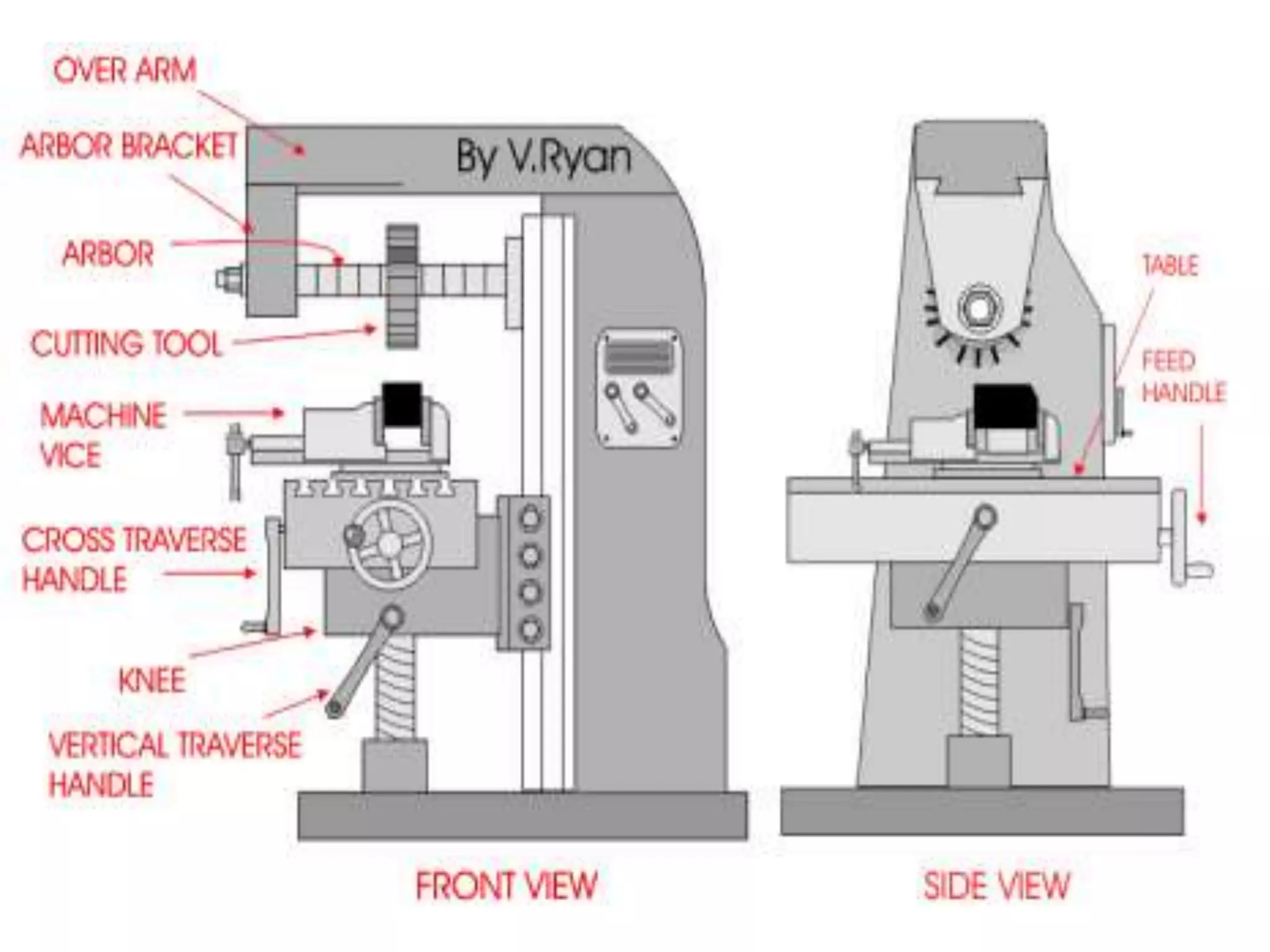
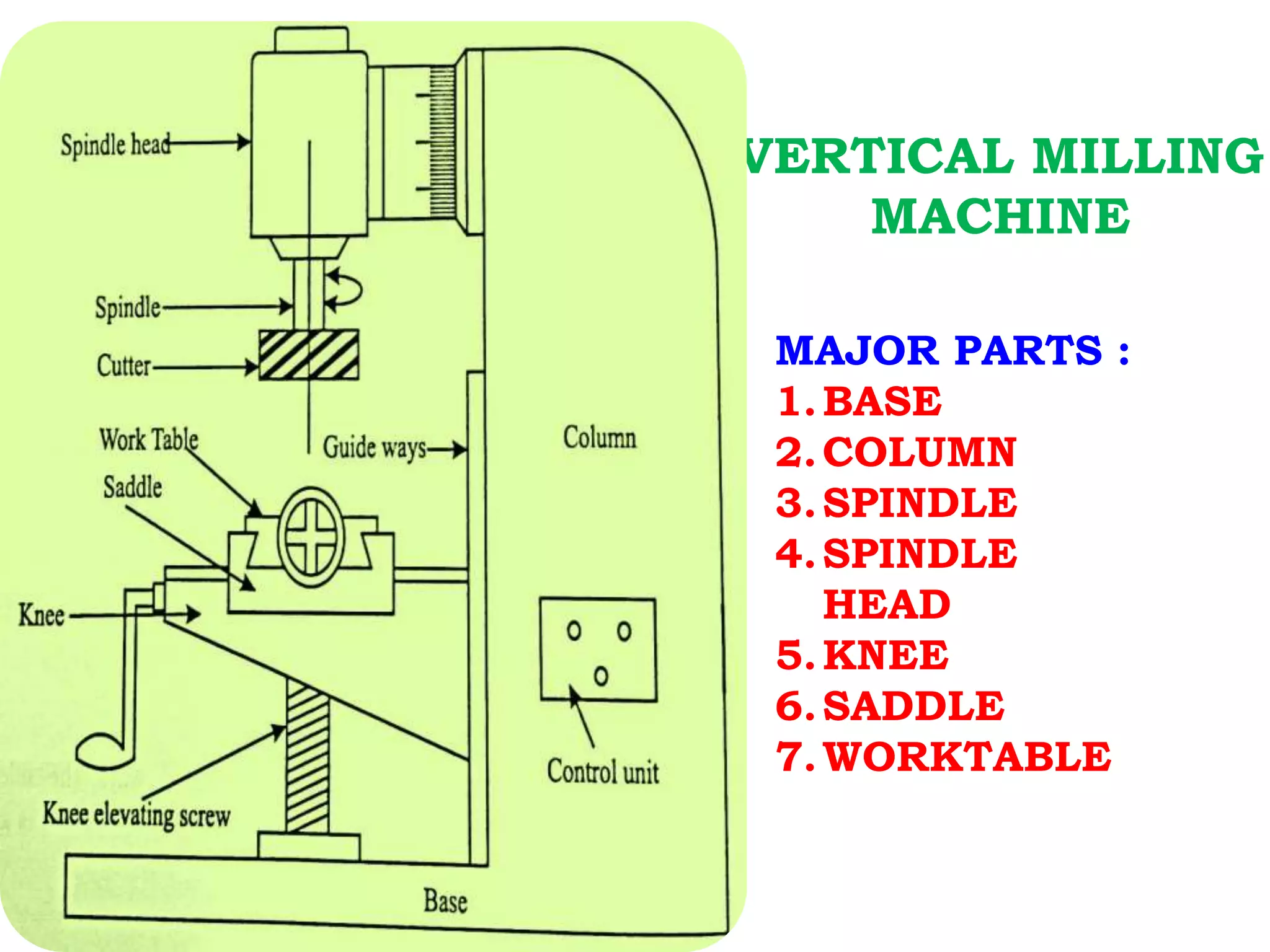
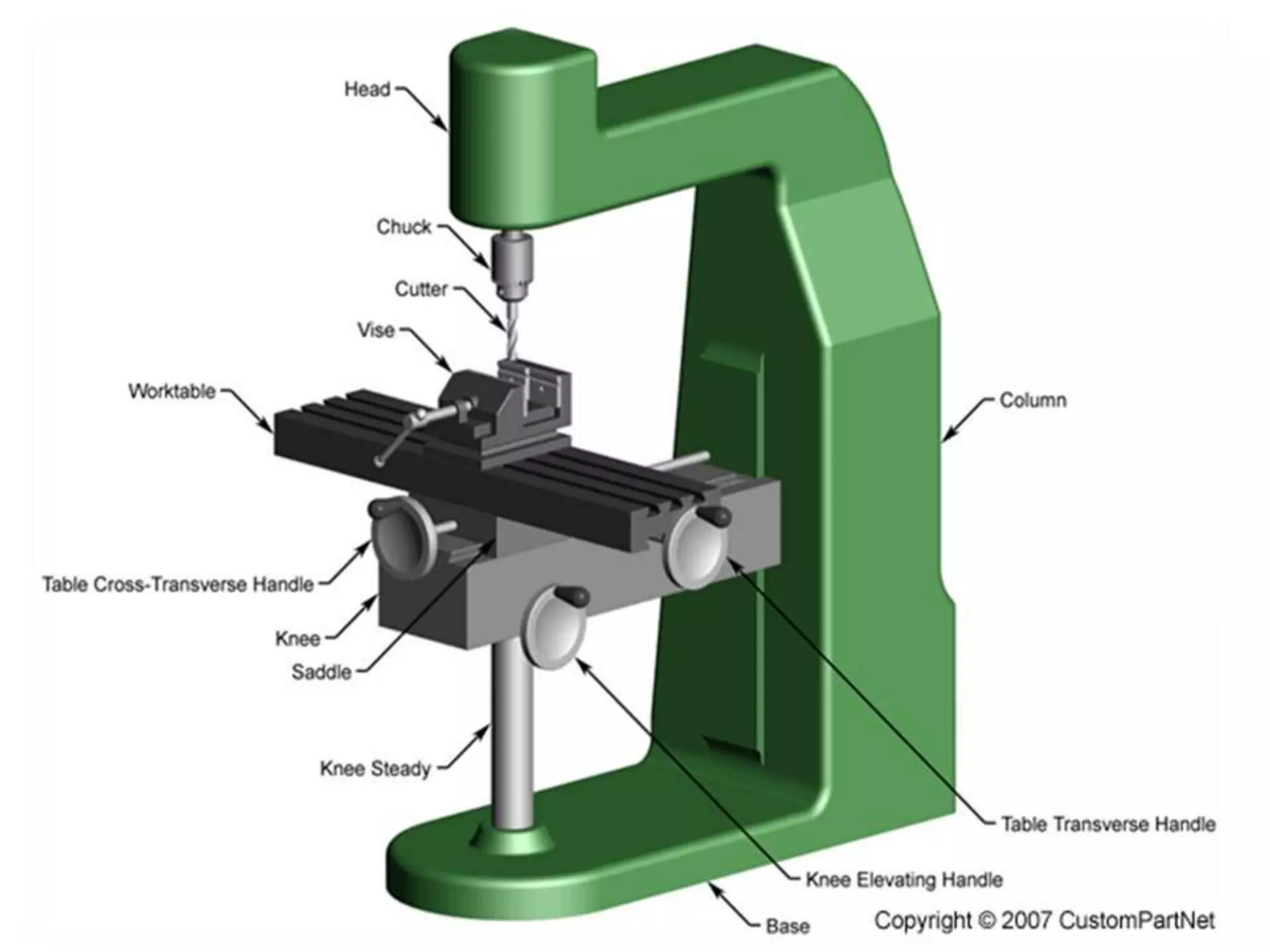
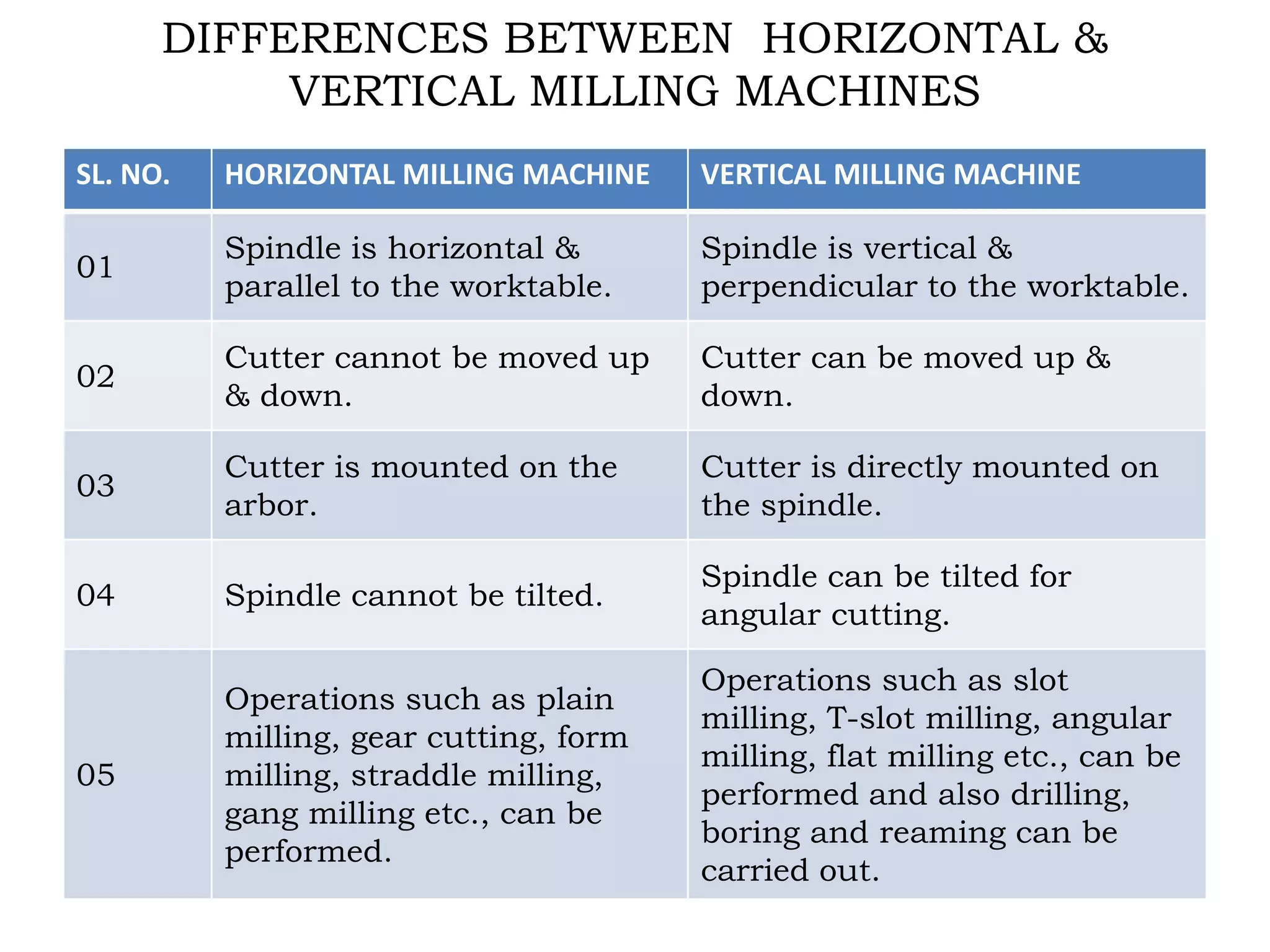
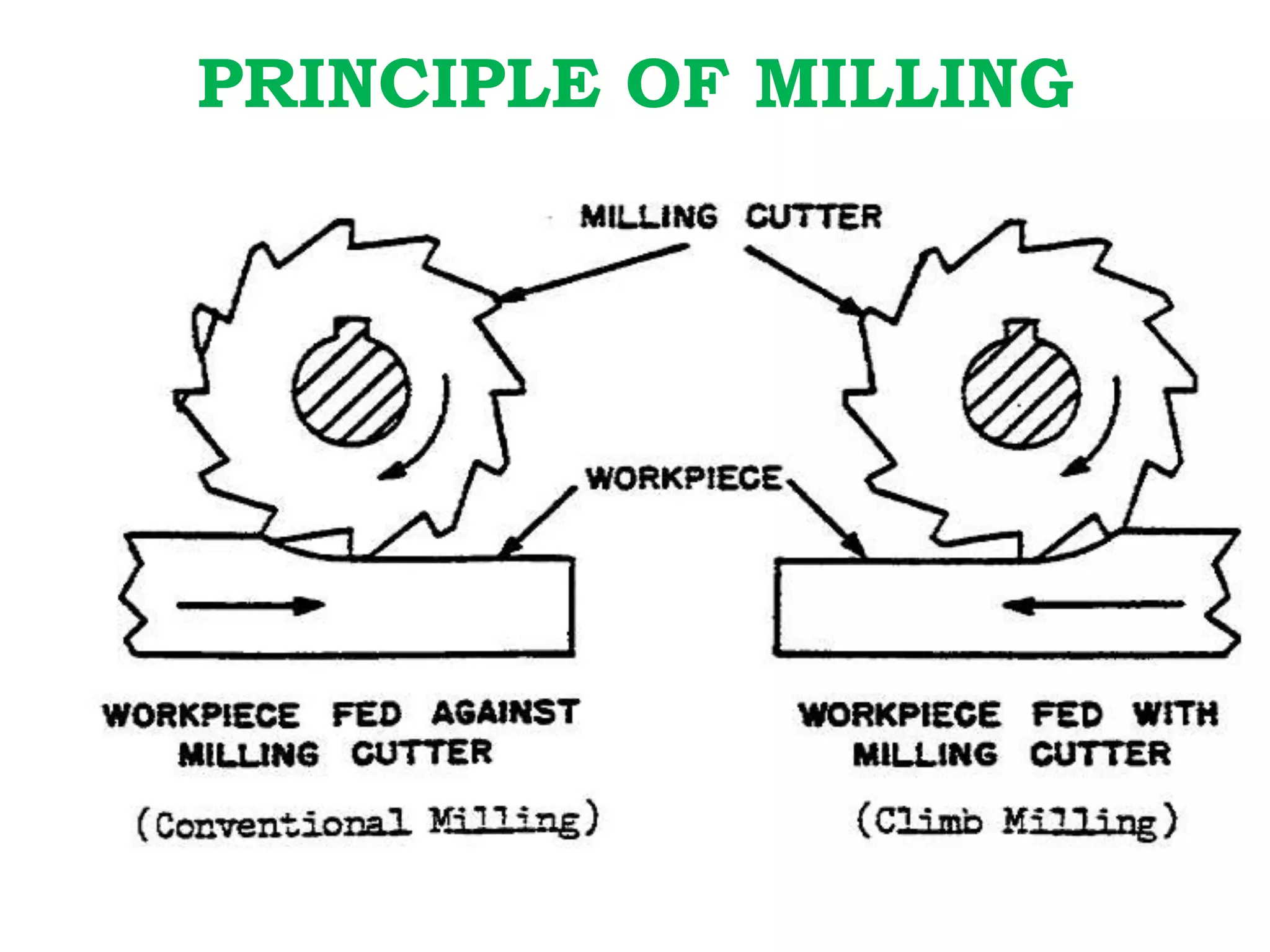
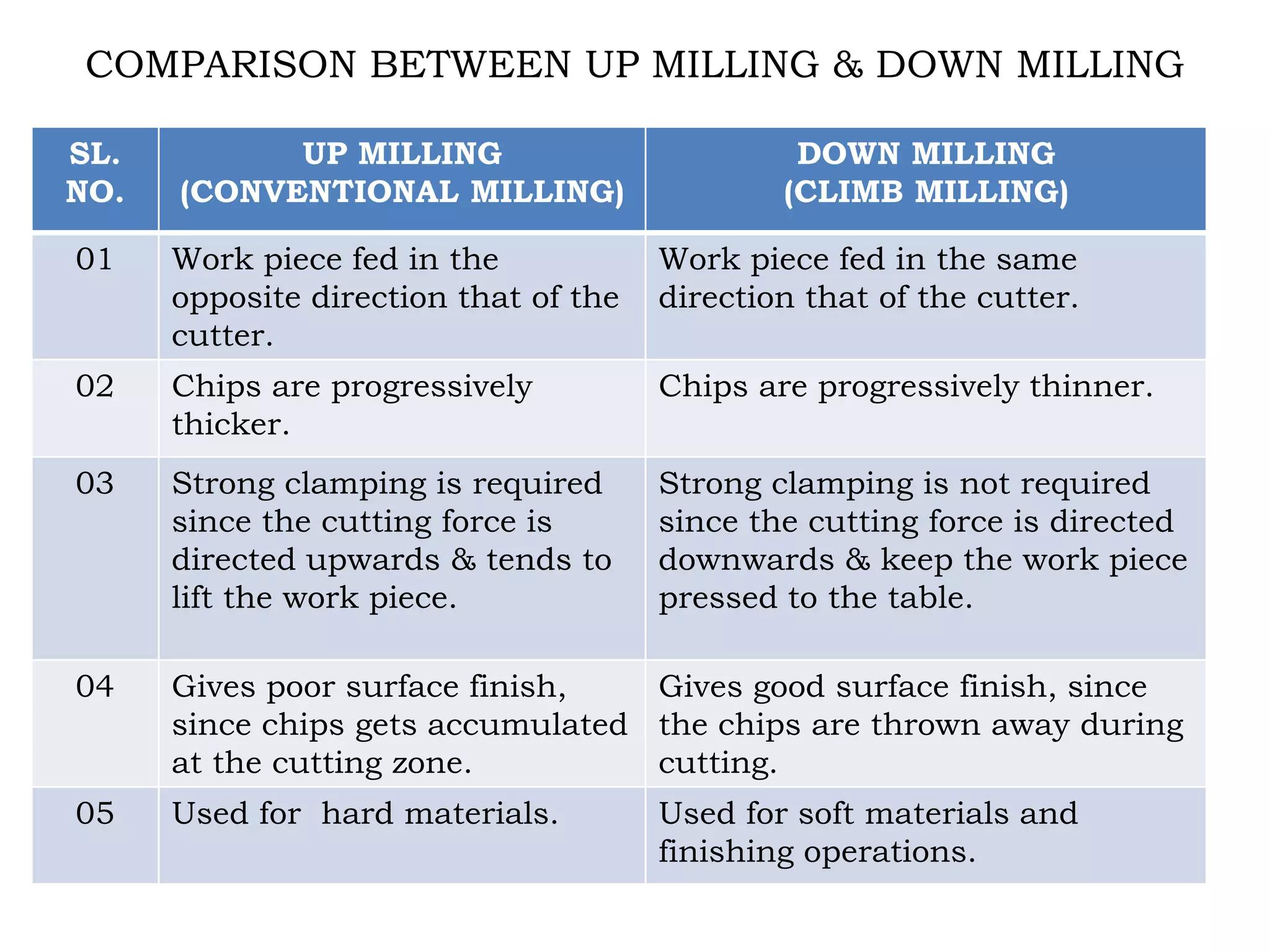
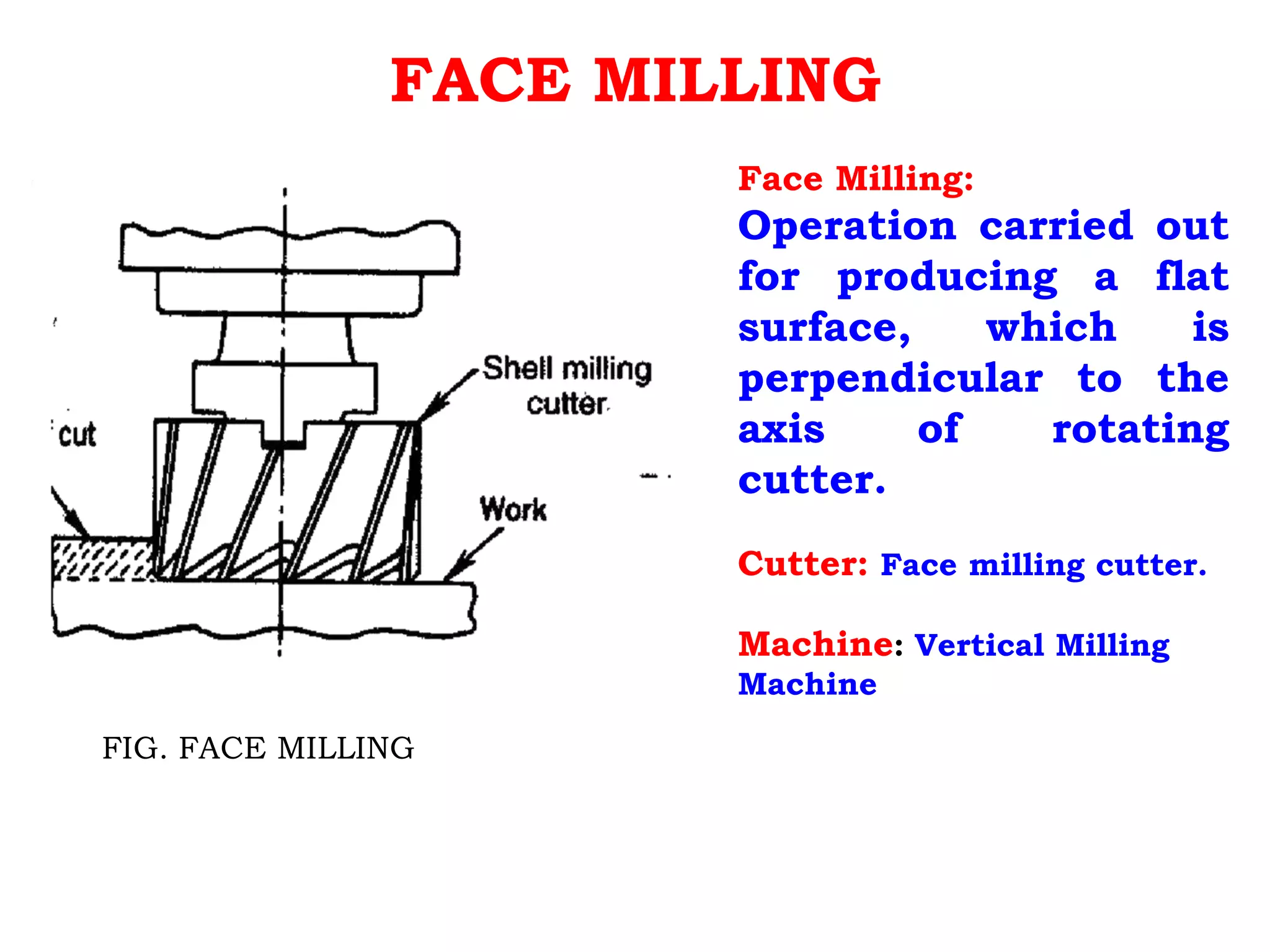
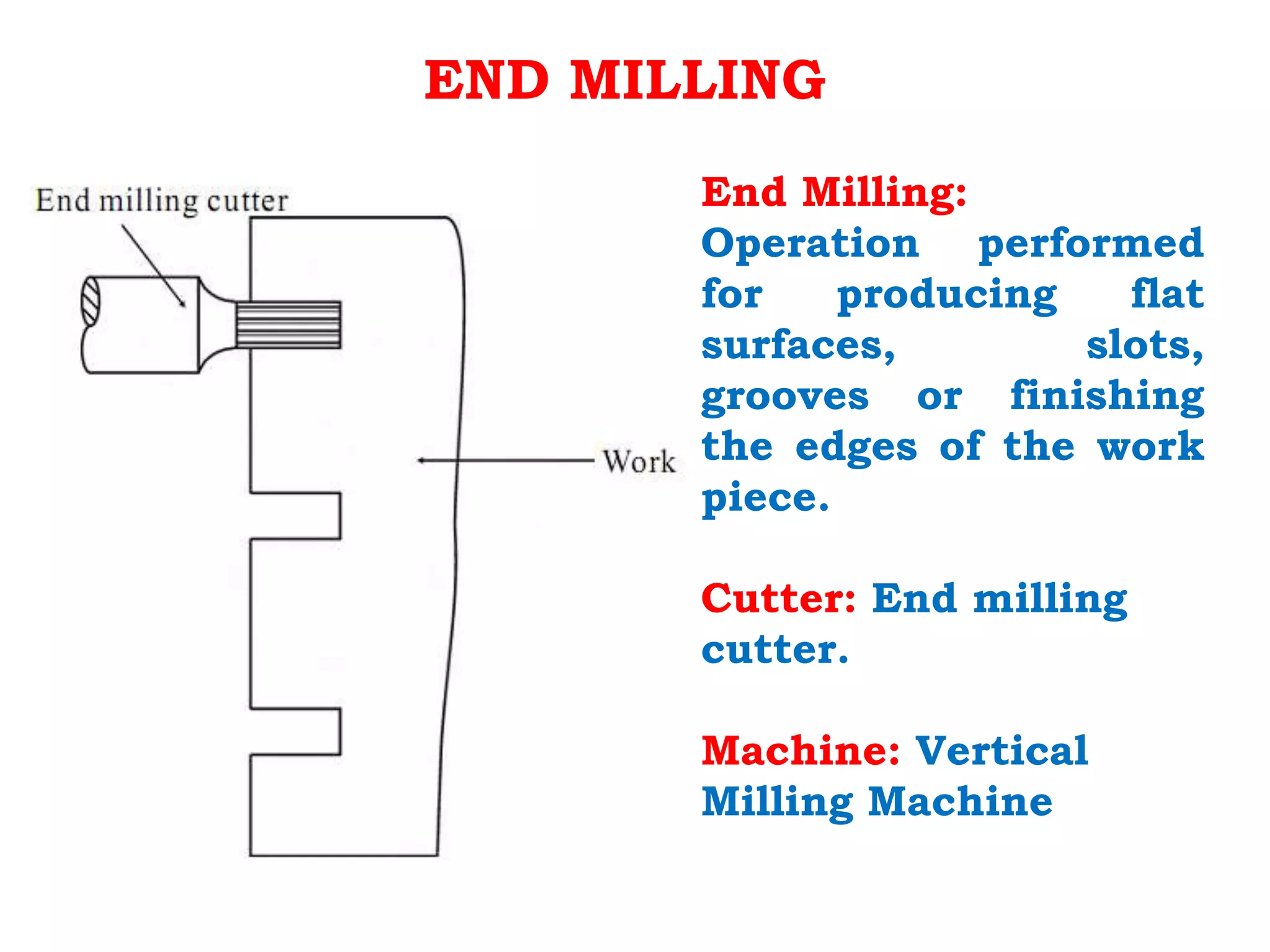
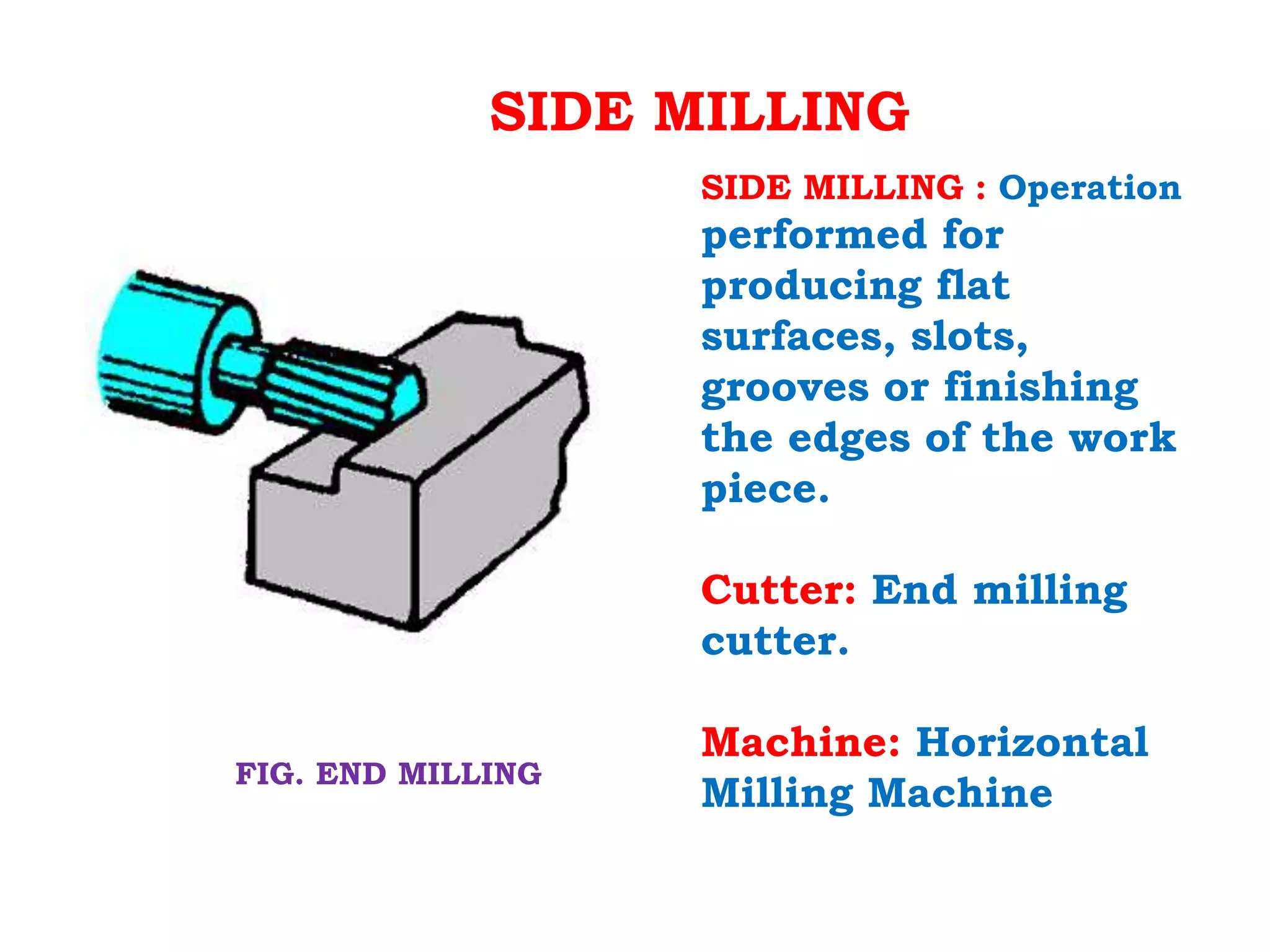
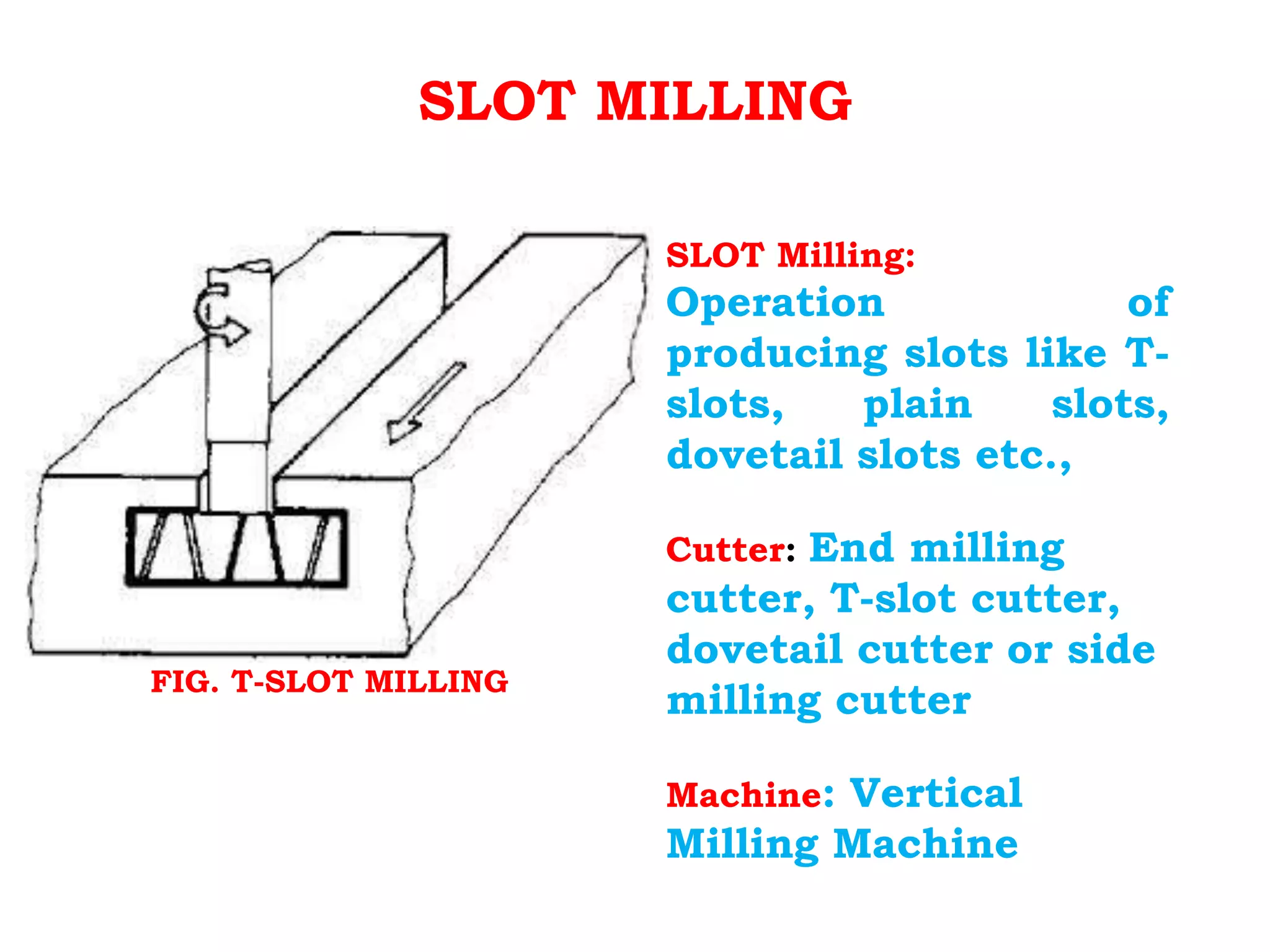
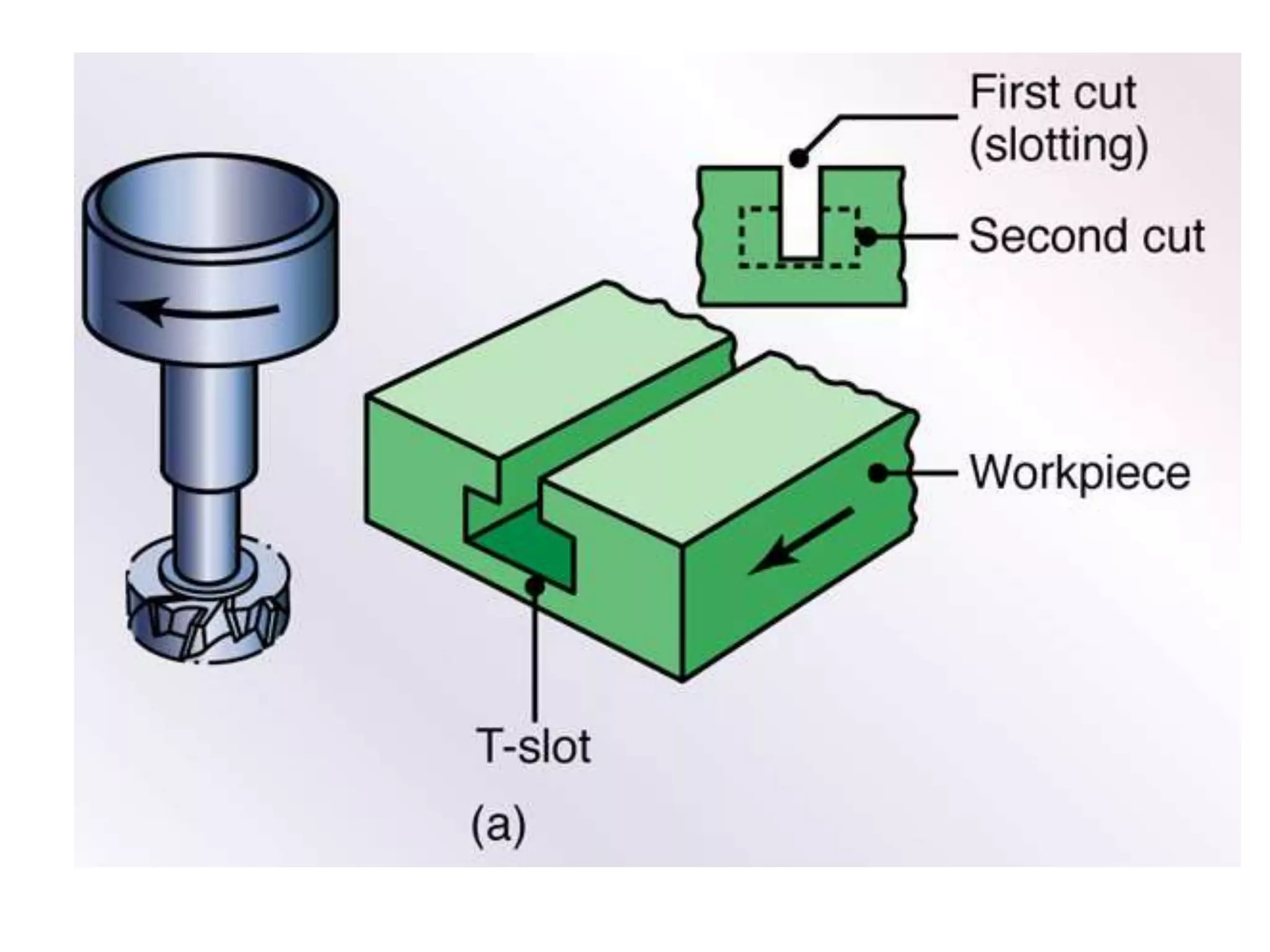
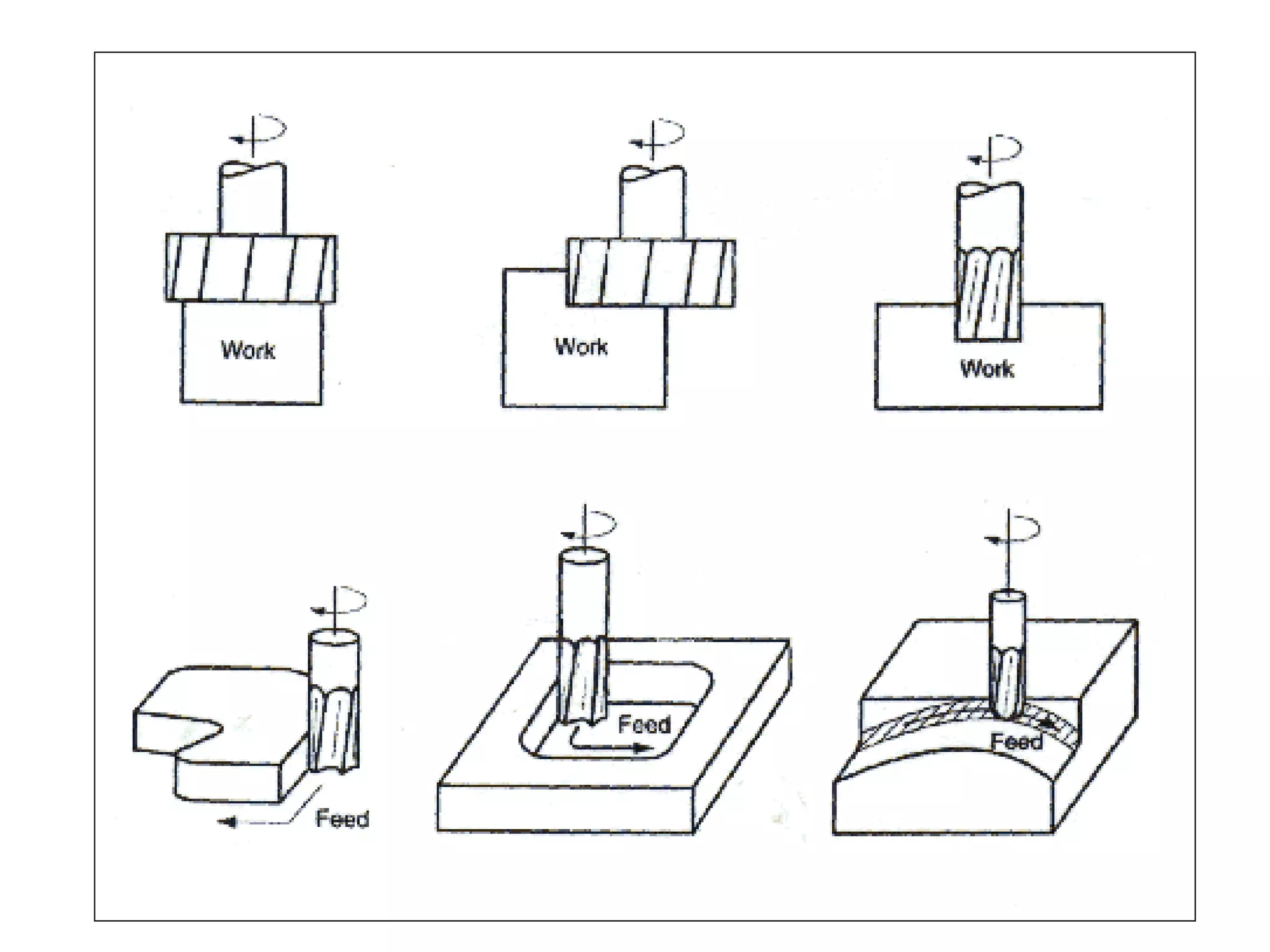
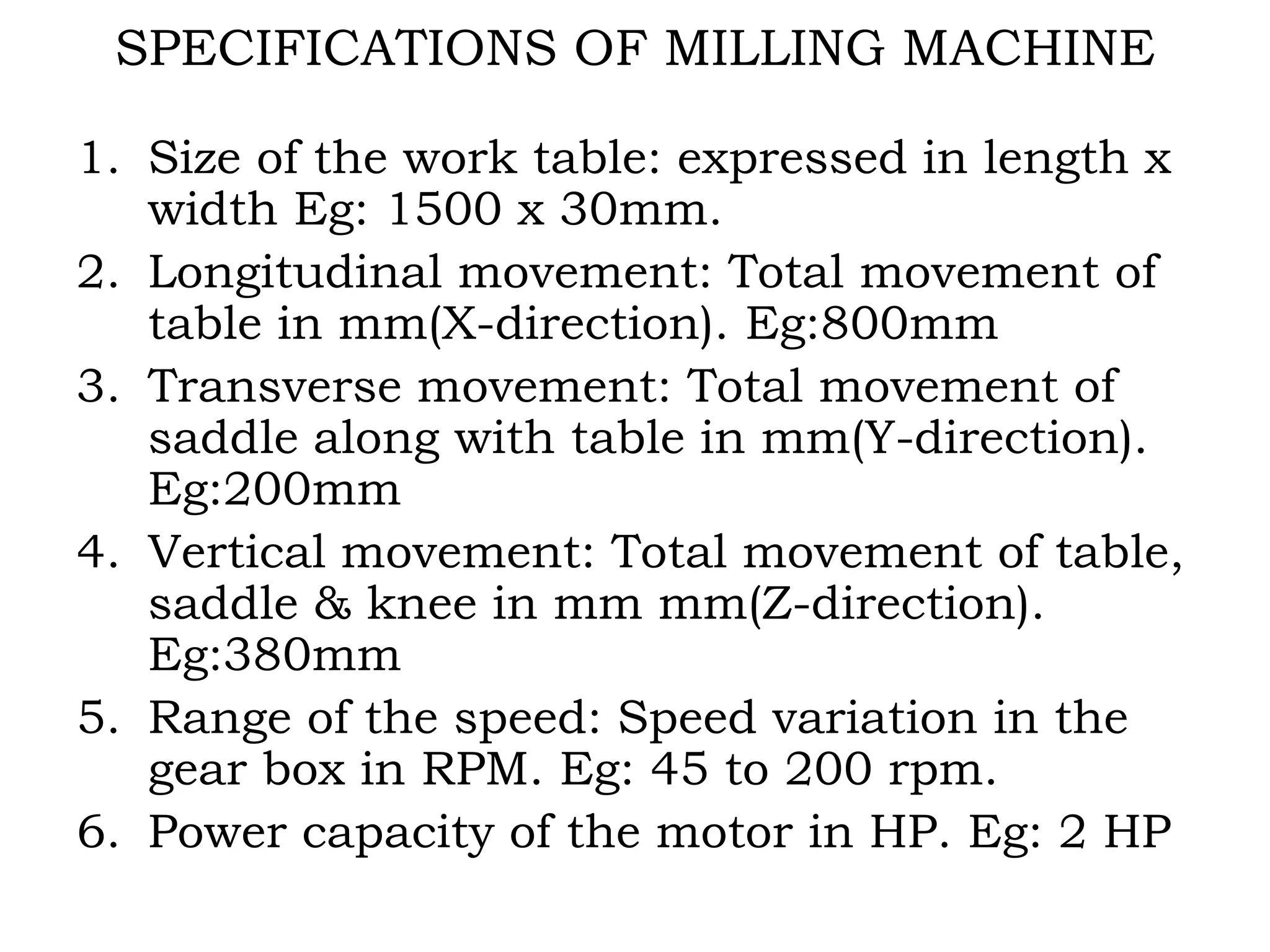
This document provides information about milling machines and milling operations. It describes the major parts and differences between horizontal and vertical milling machines. Various milling operations like face milling, end milling and slot milling are explained along with principles of up and down milling. Different types of milling cutters are classified and their applications discussed. Specifications of milling machines like worktable size, movements in X, Y and Z directions and motor power are also covered.