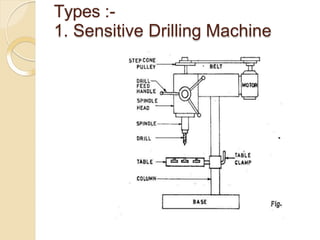
The document discusses various machining processes including drilling, boring, and reaming. It describes the working principles and types of drilling machines such as sensitive drilling machines, upright drilling machines, radial drilling machines, and gang drilling machines. It also discusses boring machines, reaming processes, and the geometry and parts of twist drills.