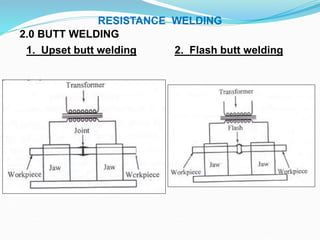
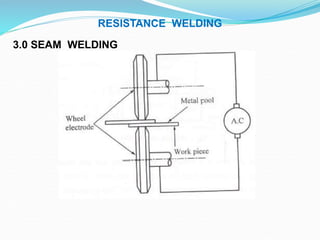
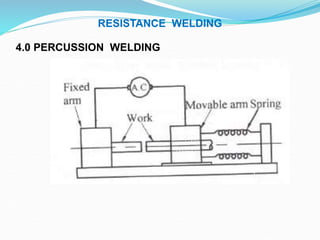
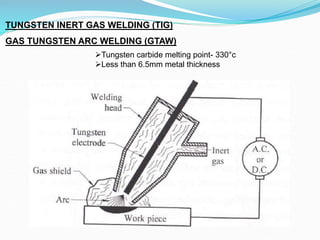
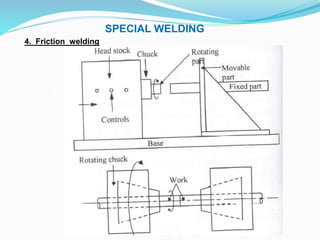
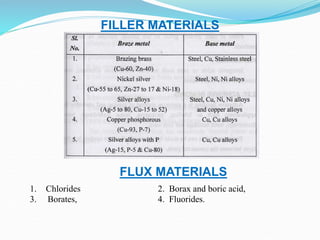
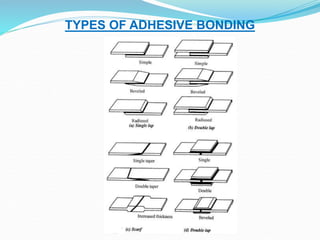
This document discusses various joining processes including welding, brazing, soldering and adhesive bonding. It covers the principles, equipment and techniques for gas welding, arc welding, resistance welding, special welding processes like TIG, MIG, plasma arc welding and friction welding. The document also discusses brazing and soldering methods, filler materials and fluxes used.