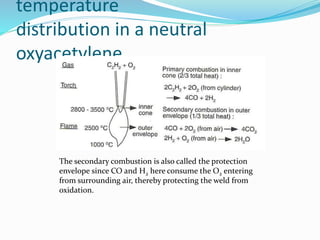
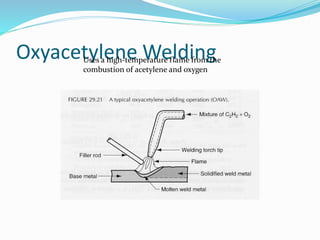
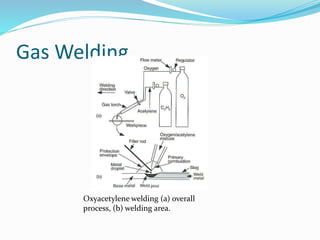
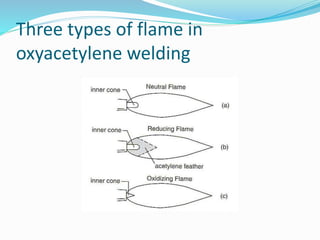
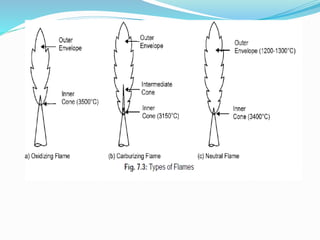
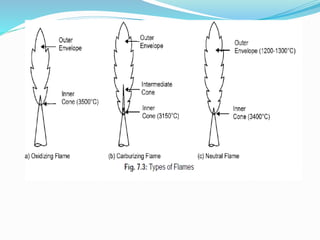
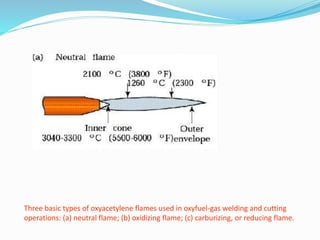
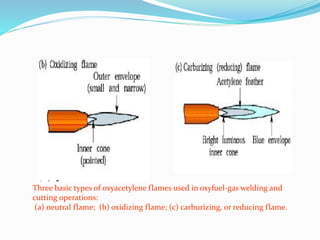
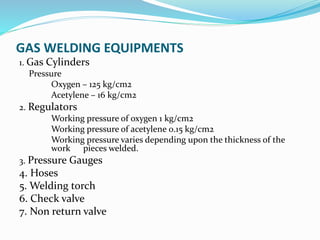
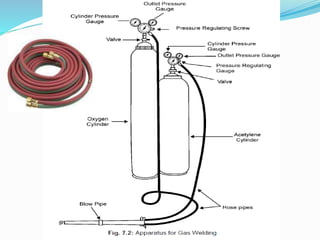
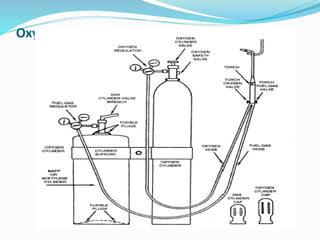
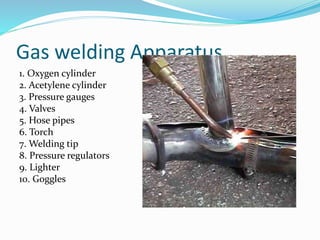
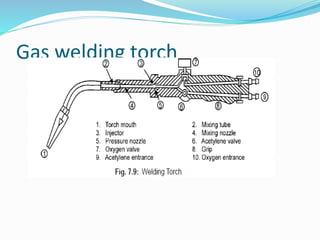
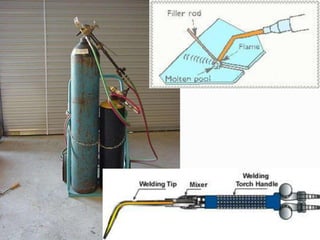
The document discusses gas welding, specifically oxy-acetylene welding. It describes how oxy-acetylene welding uses oxygen and acetylene gases to generate a flame hot enough to melt and fuse metals. It also discusses the different types of flames (neutral, reducing, oxidizing) used in oxy-acetylene welding and their purposes. Finally, it provides an overview of the equipment used, including oxygen and acetylene cylinders, regulators, hoses, torches, and more.