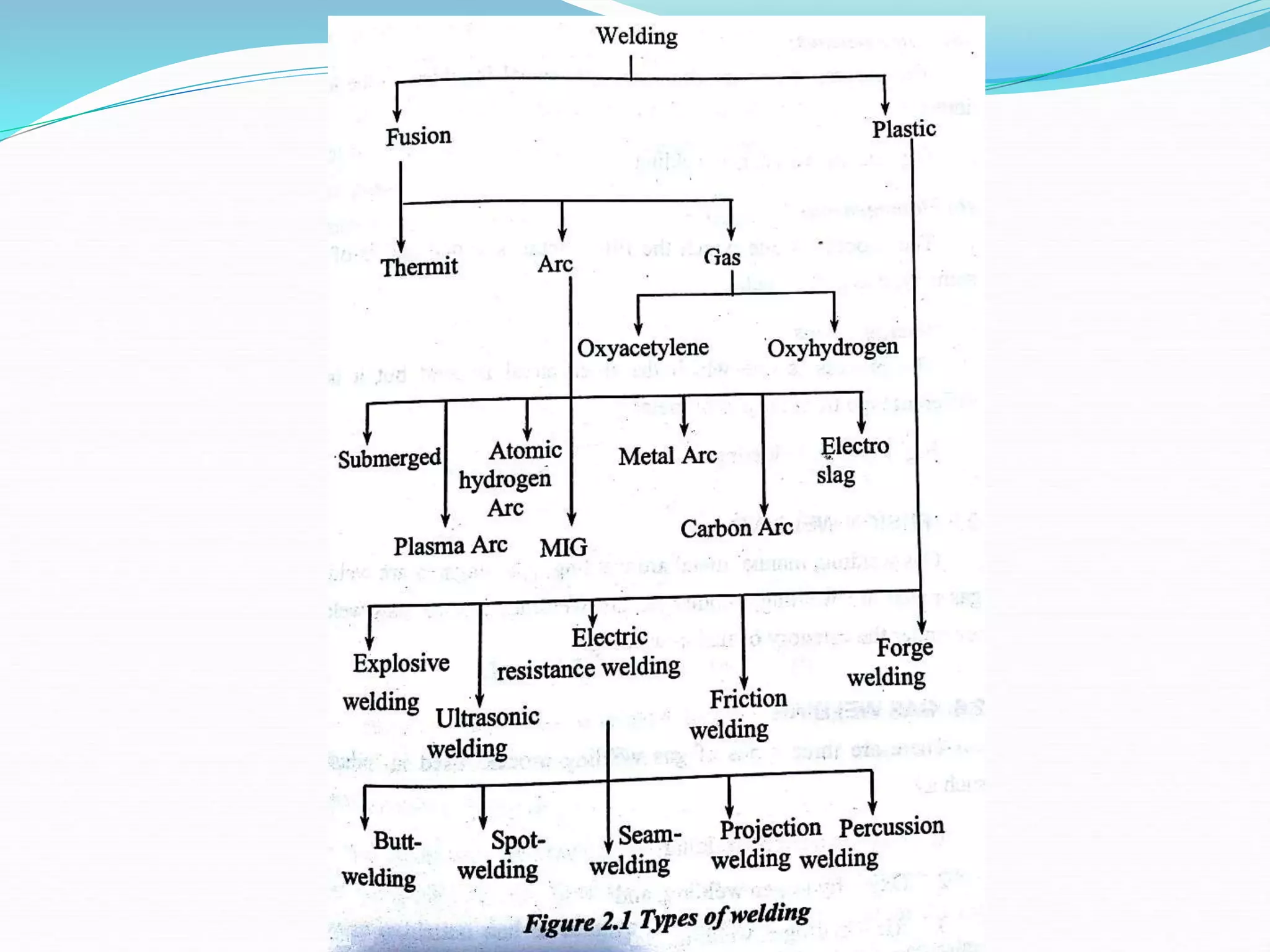
1. Joining processes include fusion welding, where metal is heated to a molten or plastic state to form a joint, and plastic welding.
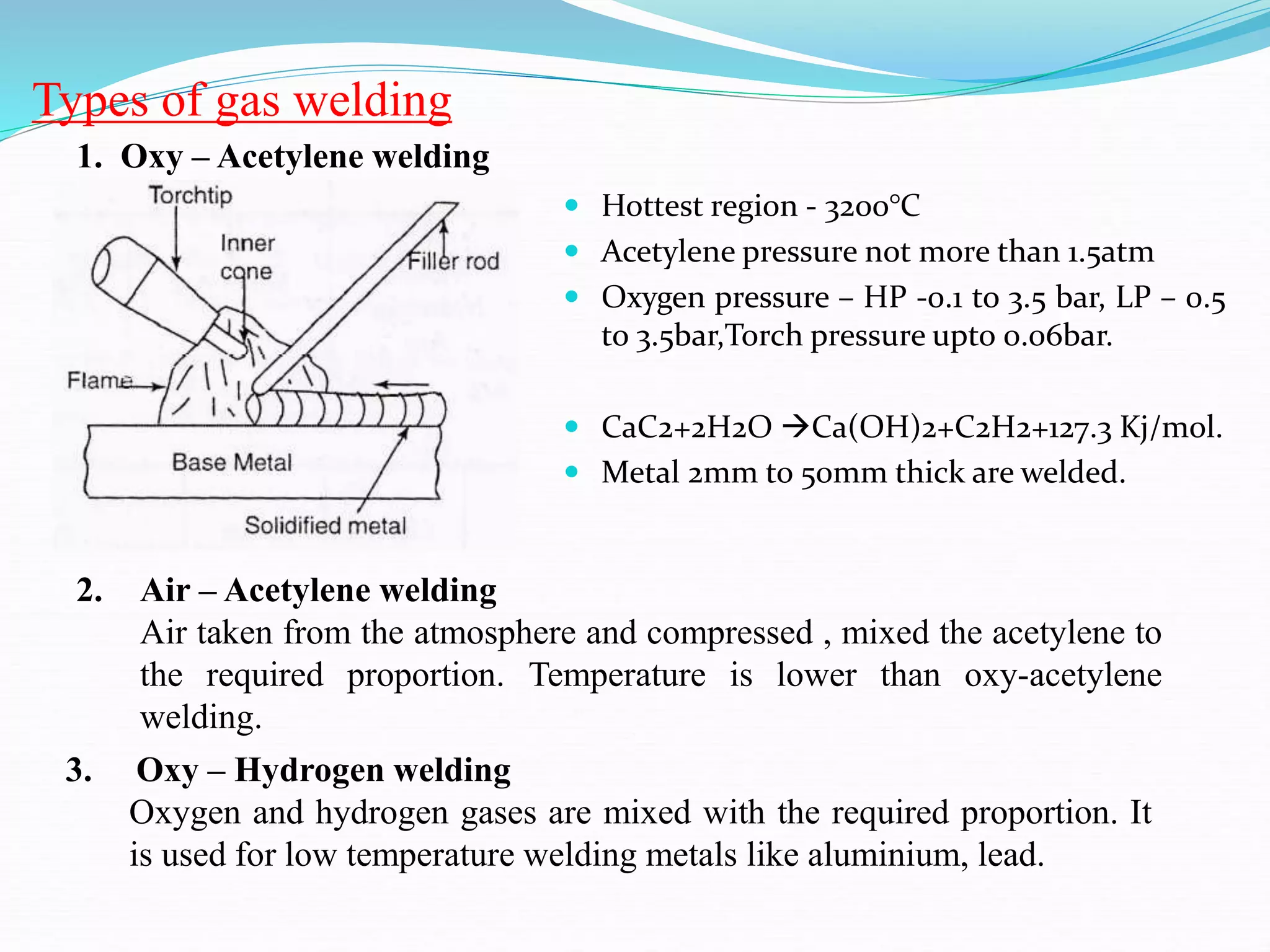
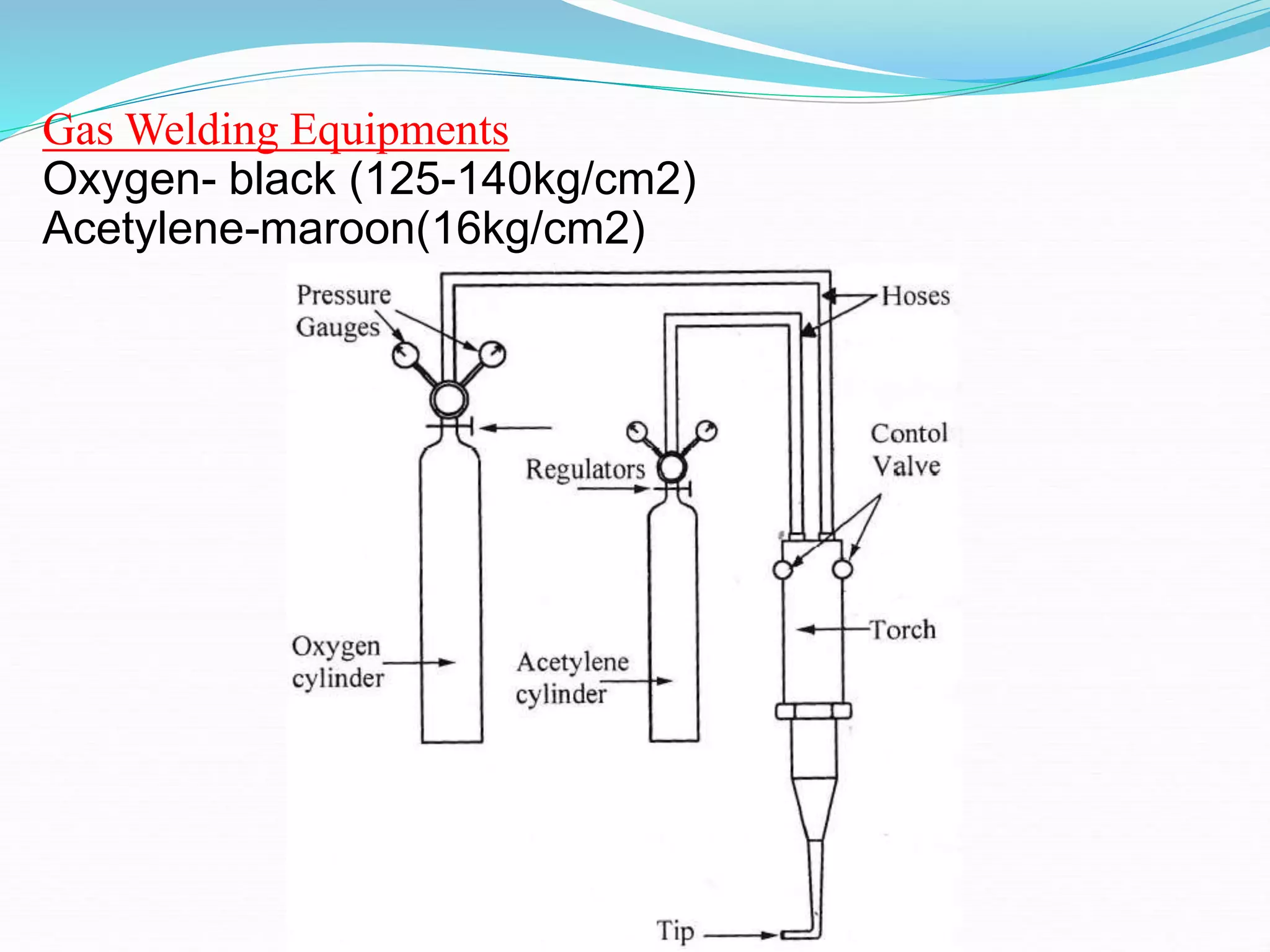
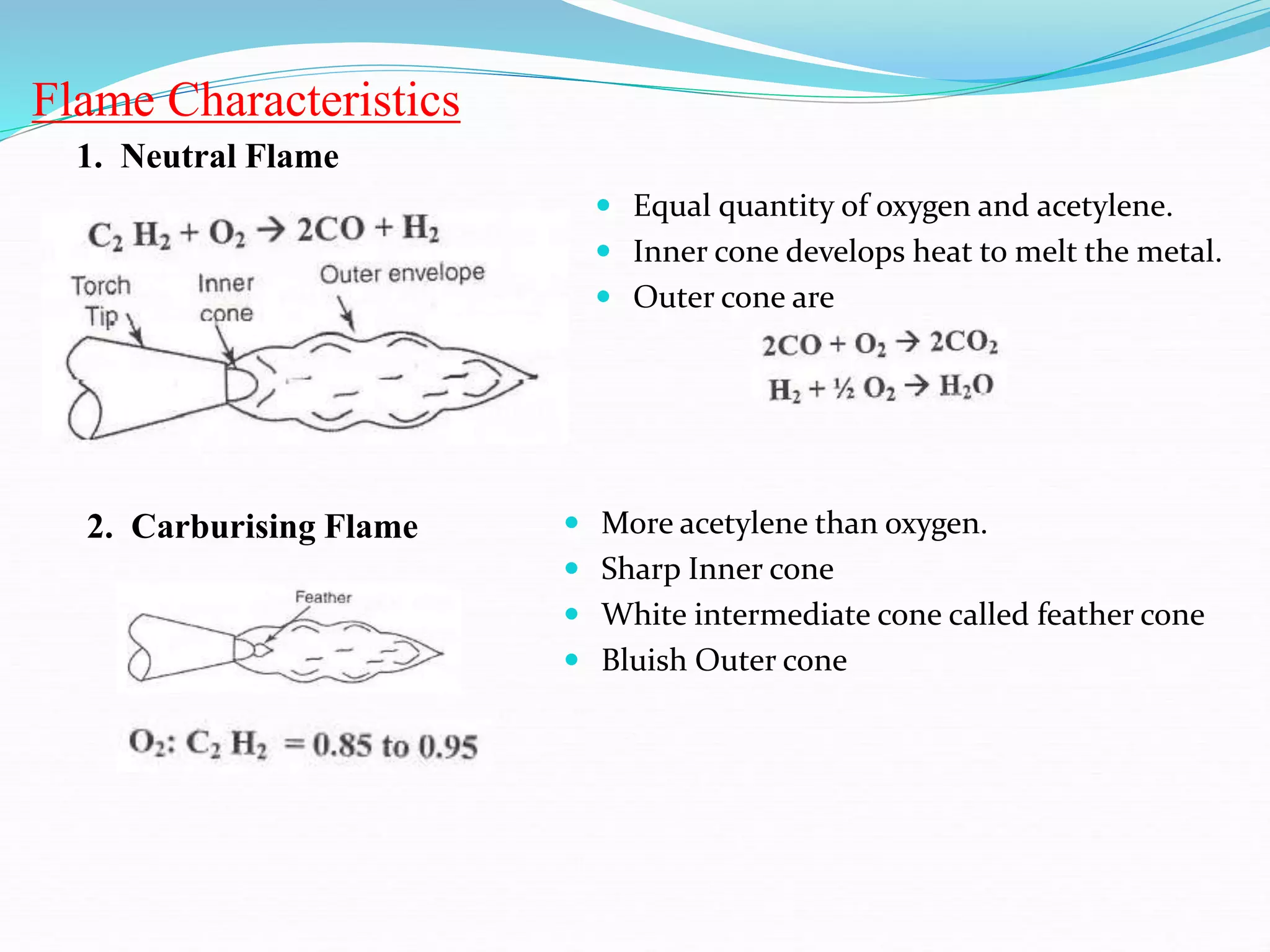
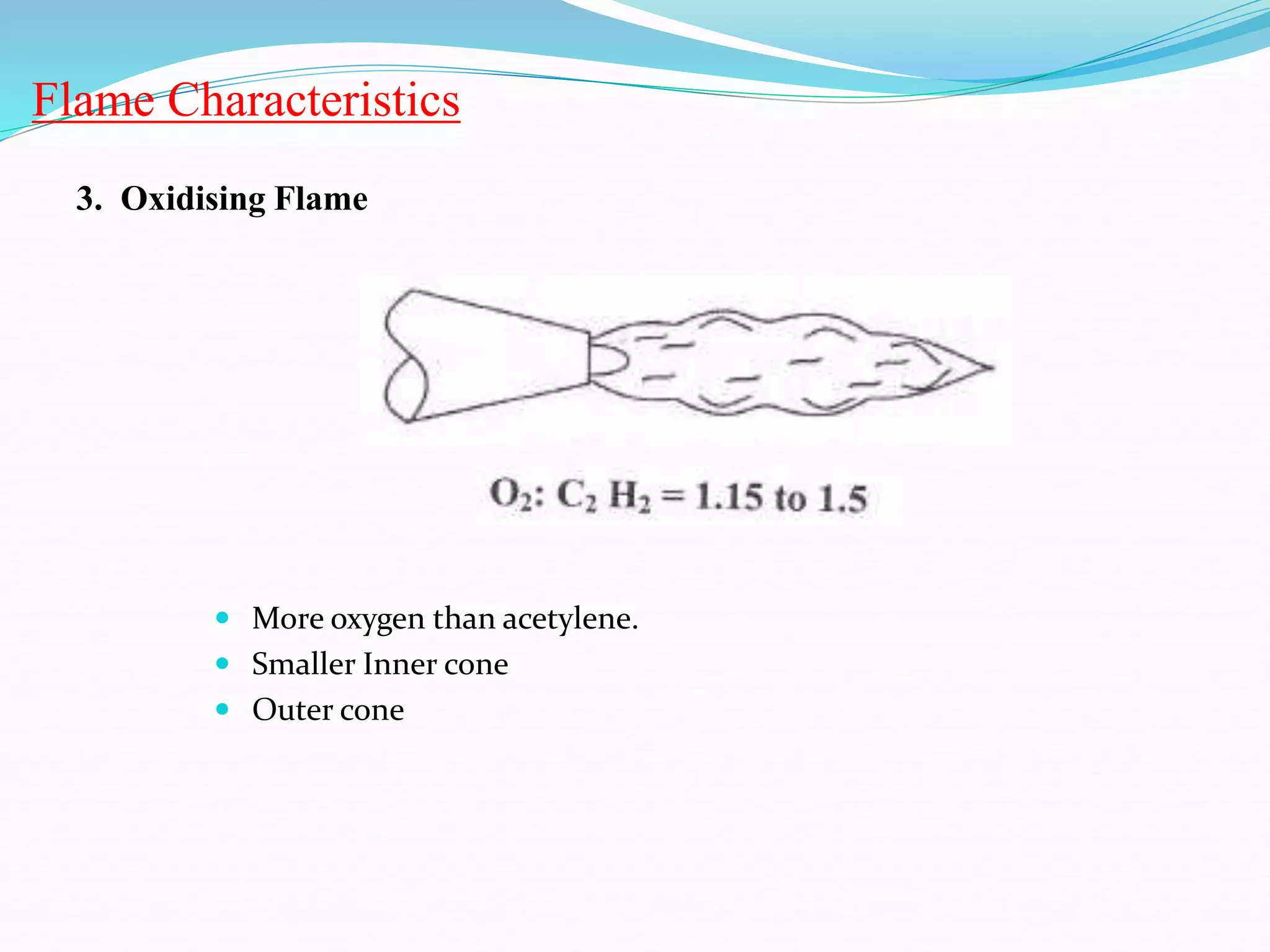
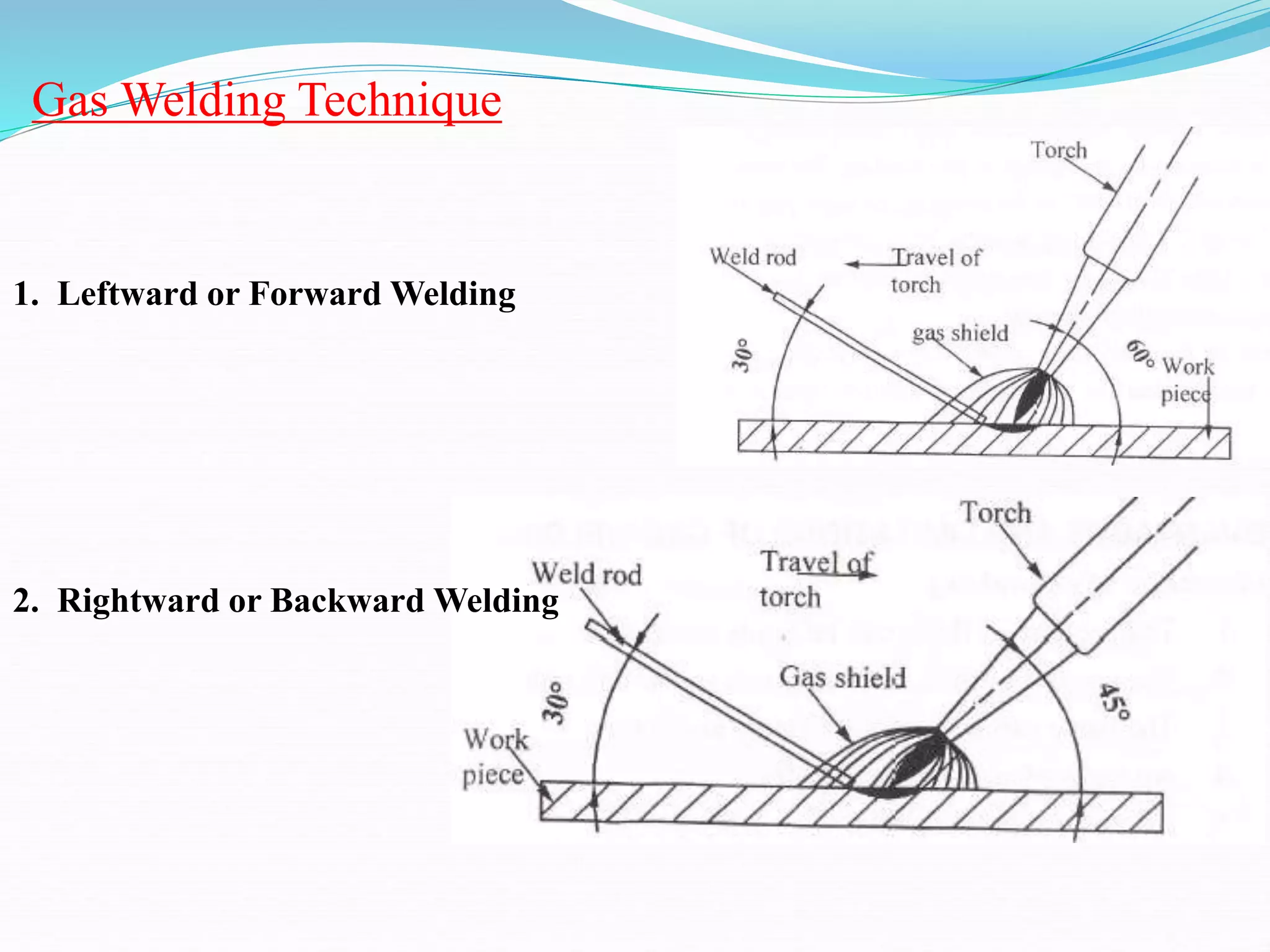
2. Types of gas welding discussed include oxy-acetylene welding, air-acetylene welding, and oxy-hydrogen welding. Equipment used in gas welding and flame characteristics are also described.
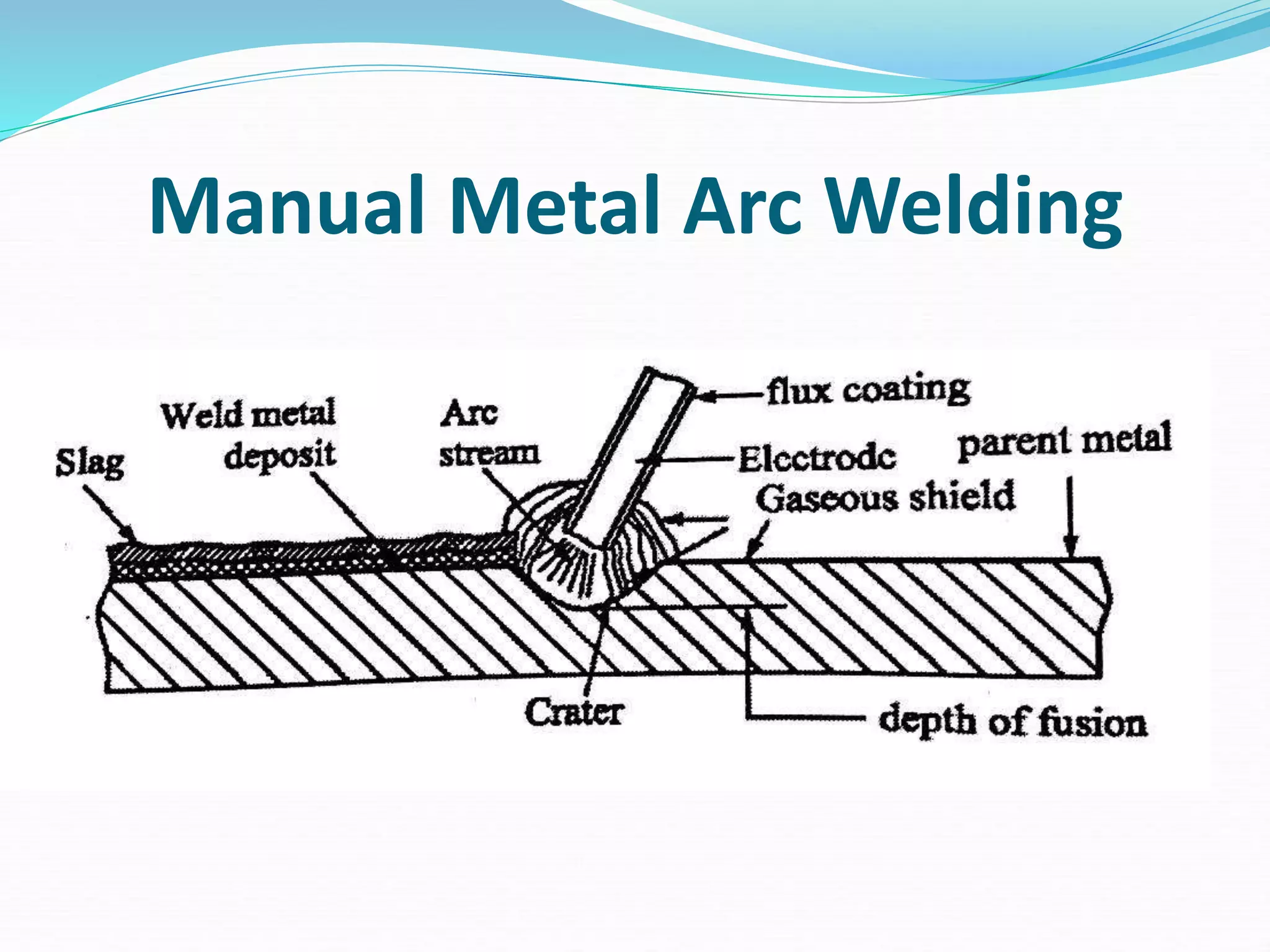
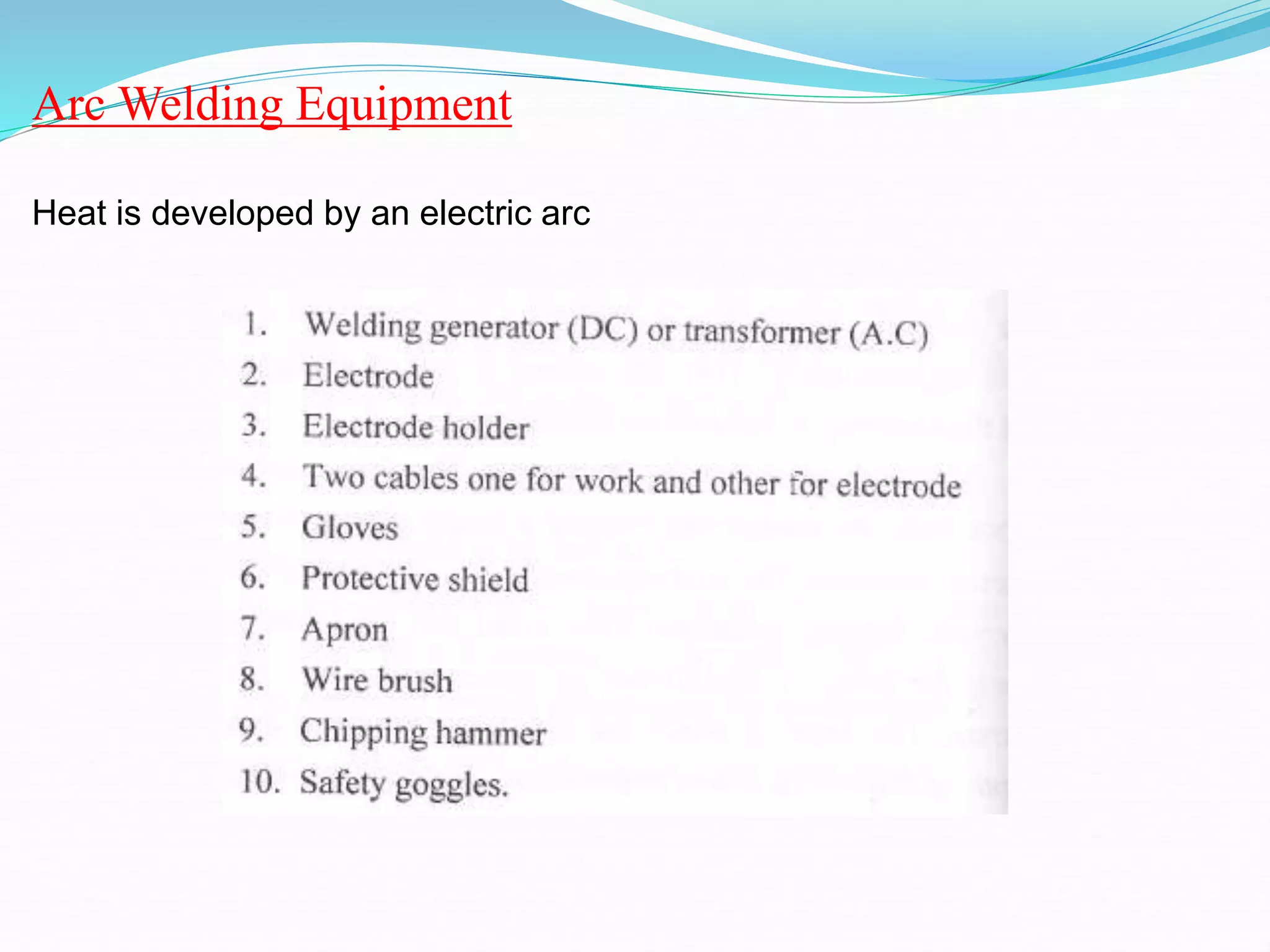
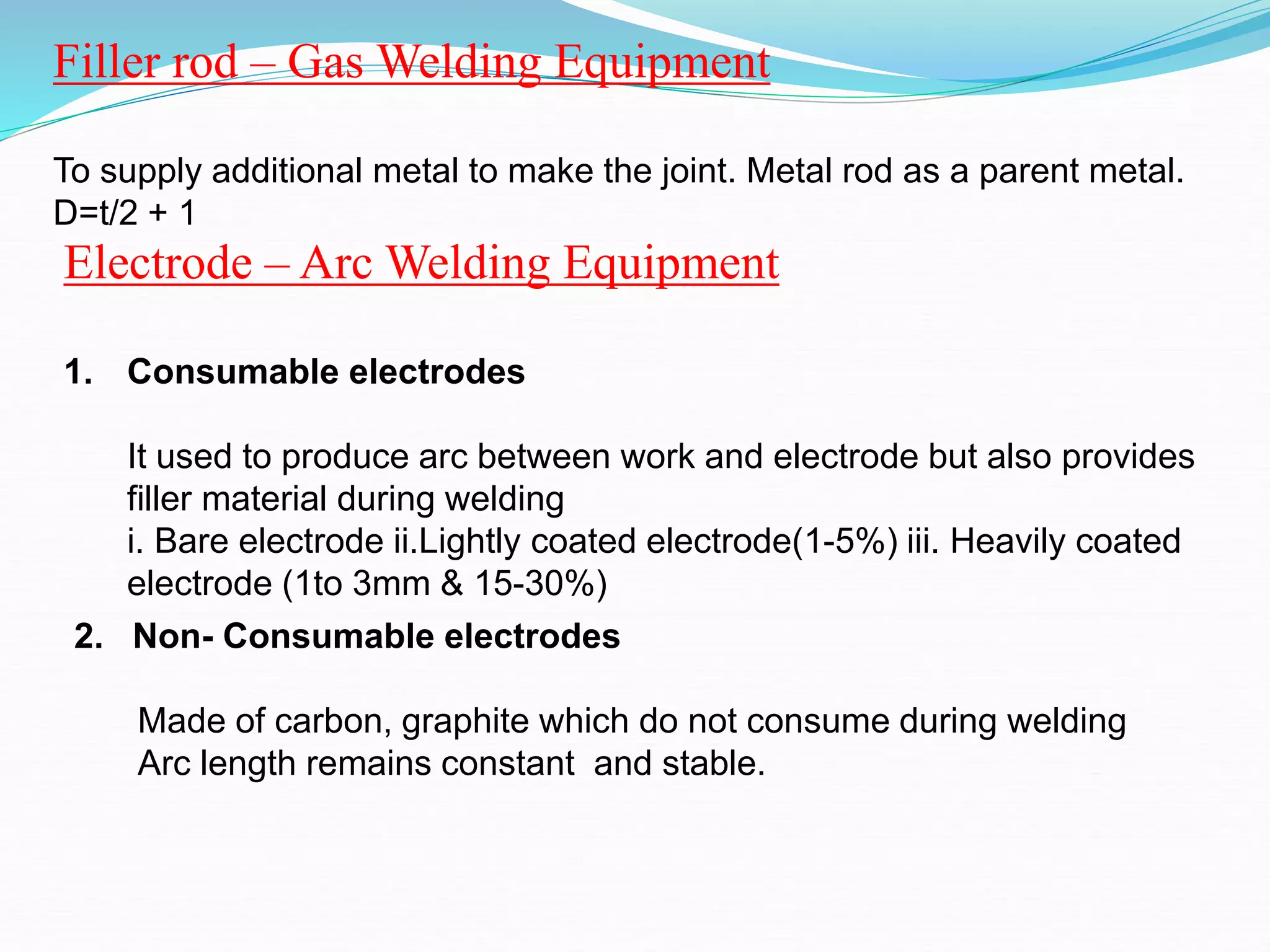
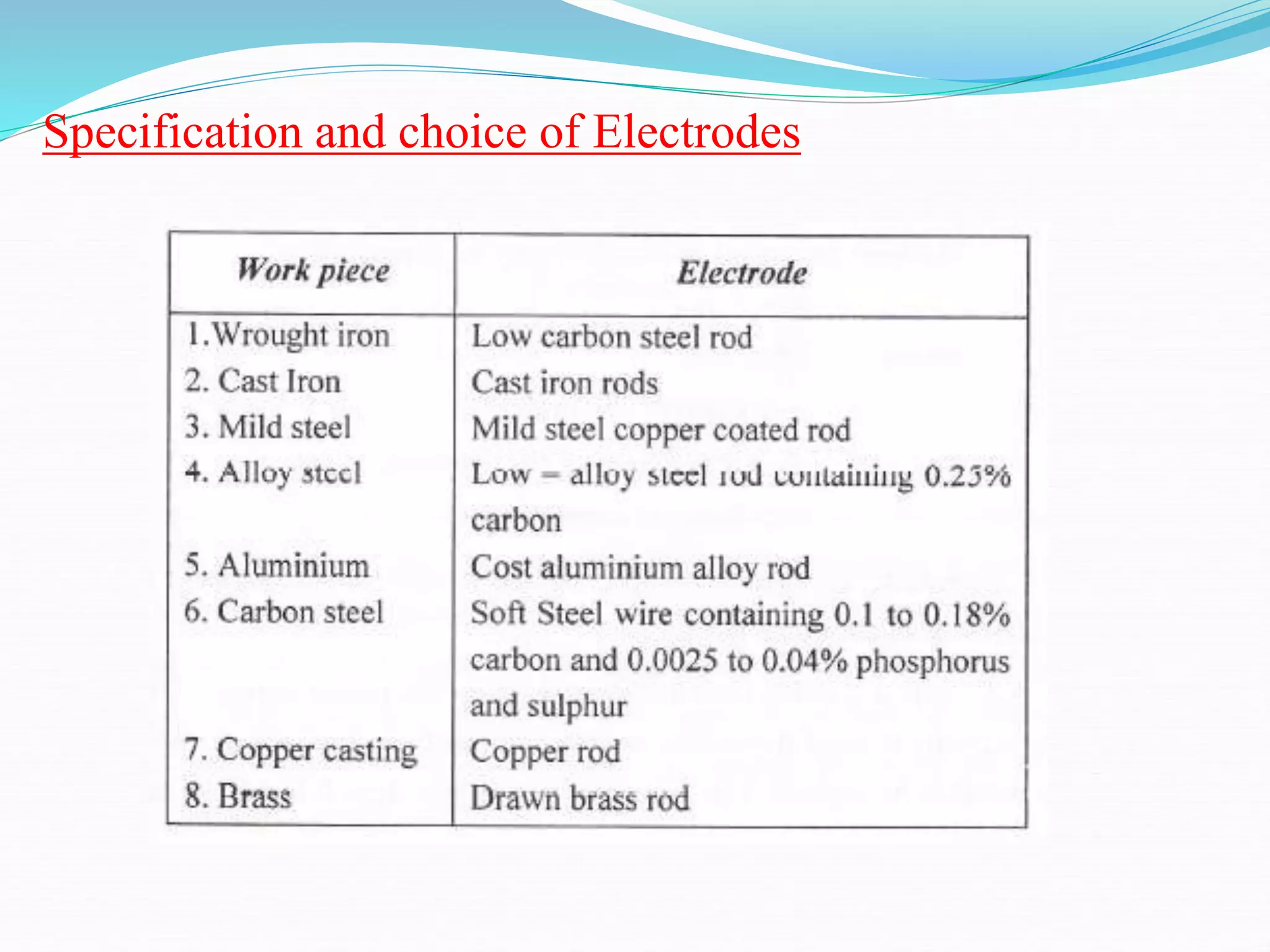
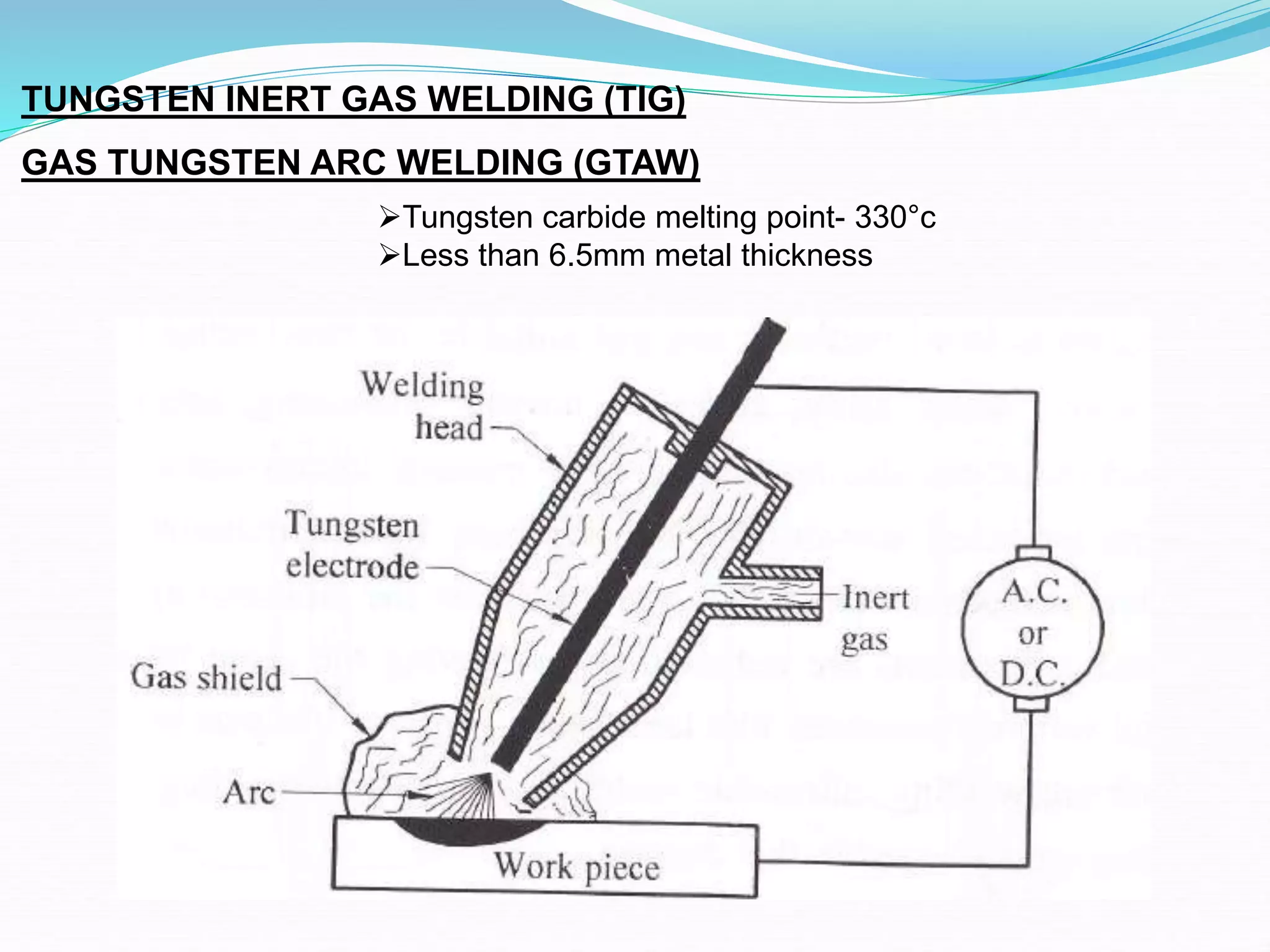
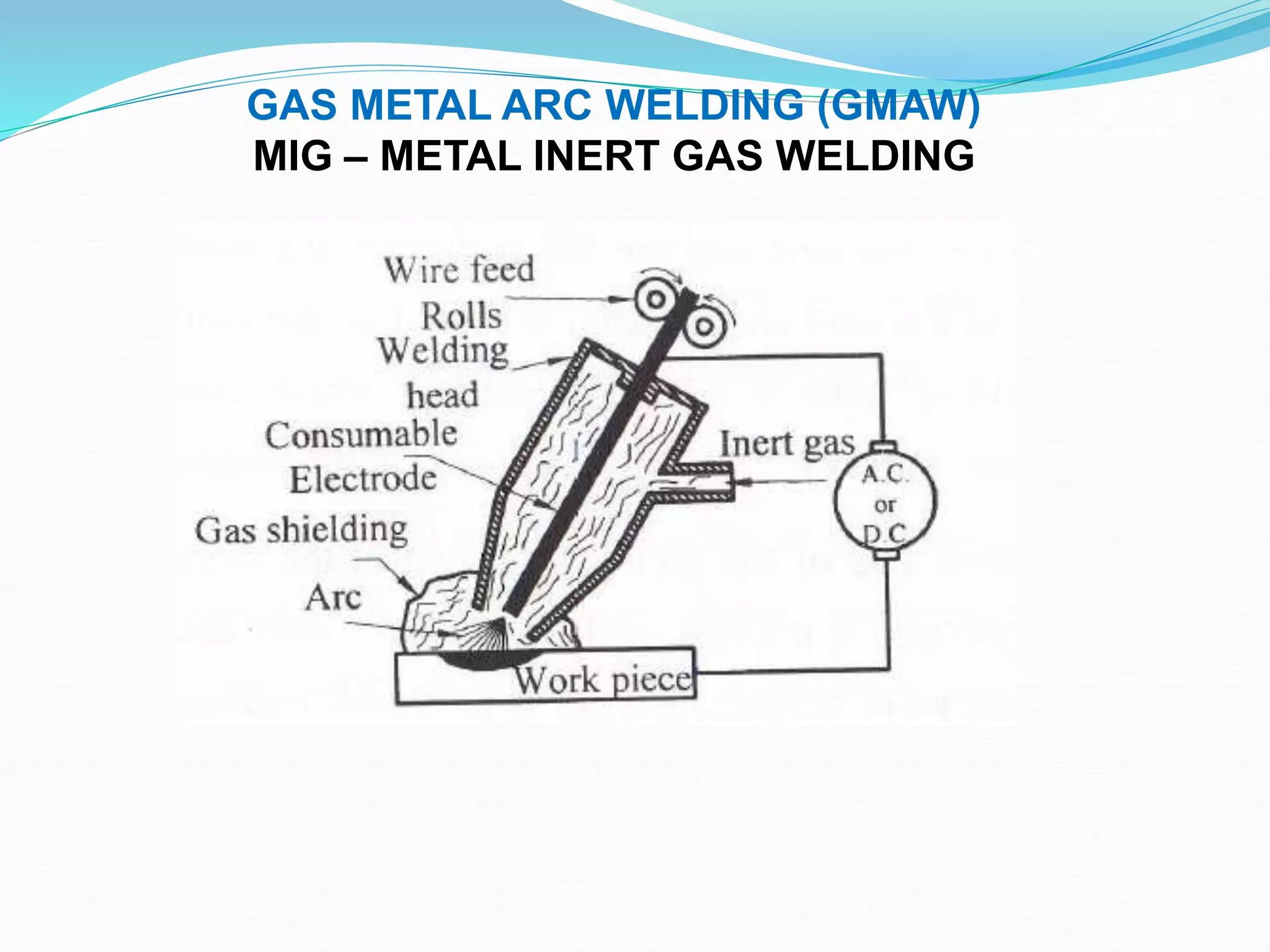
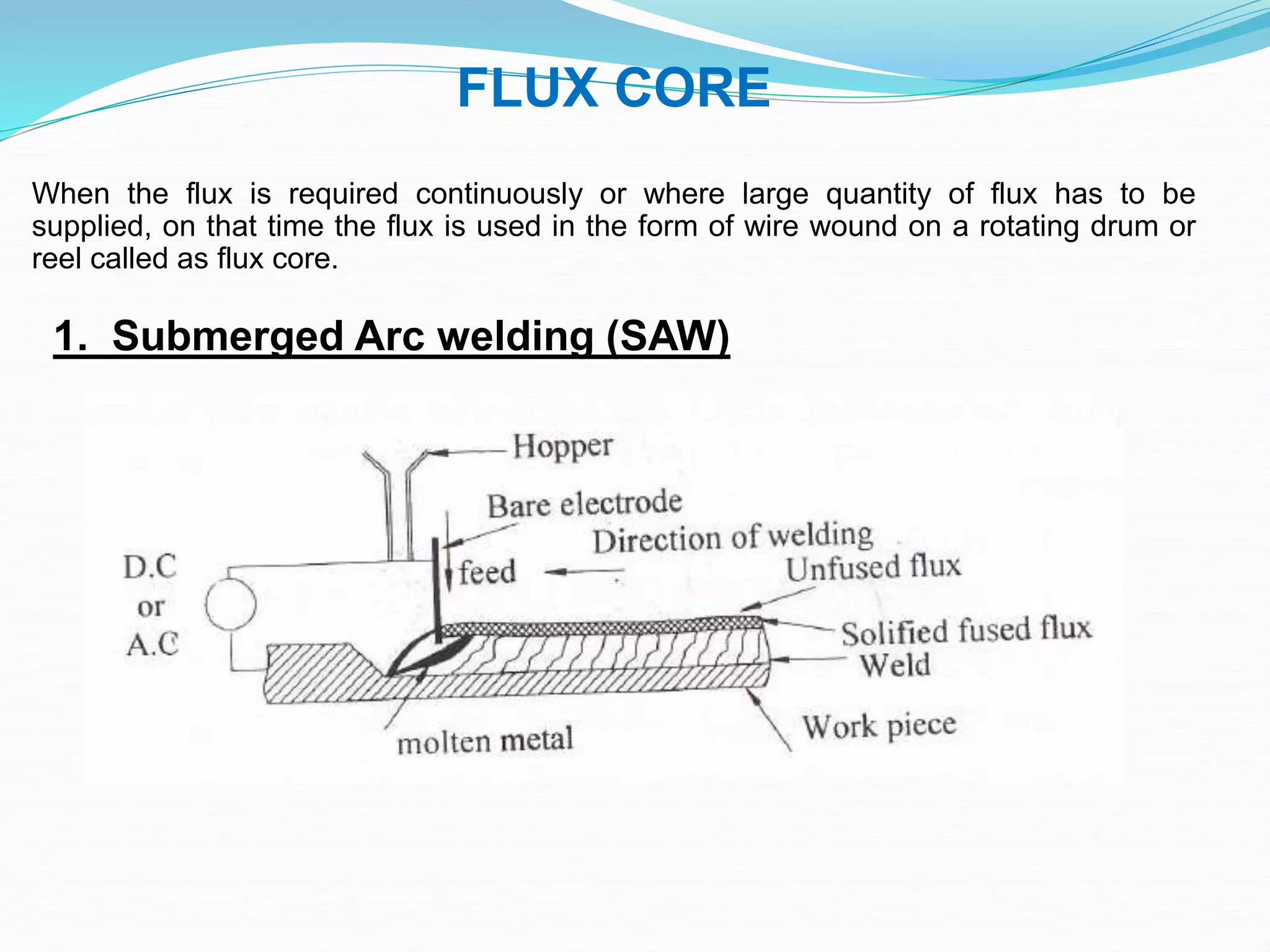
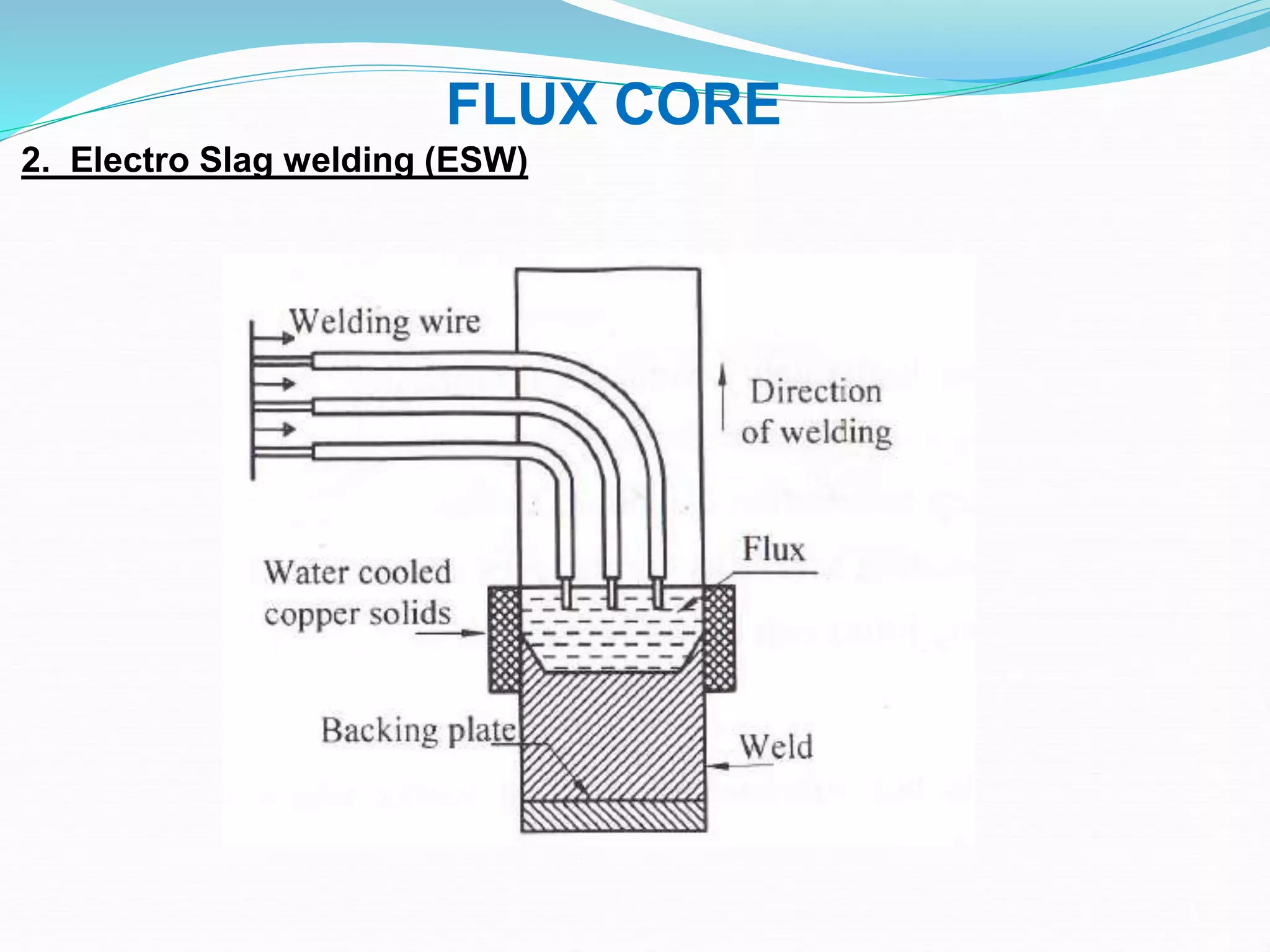
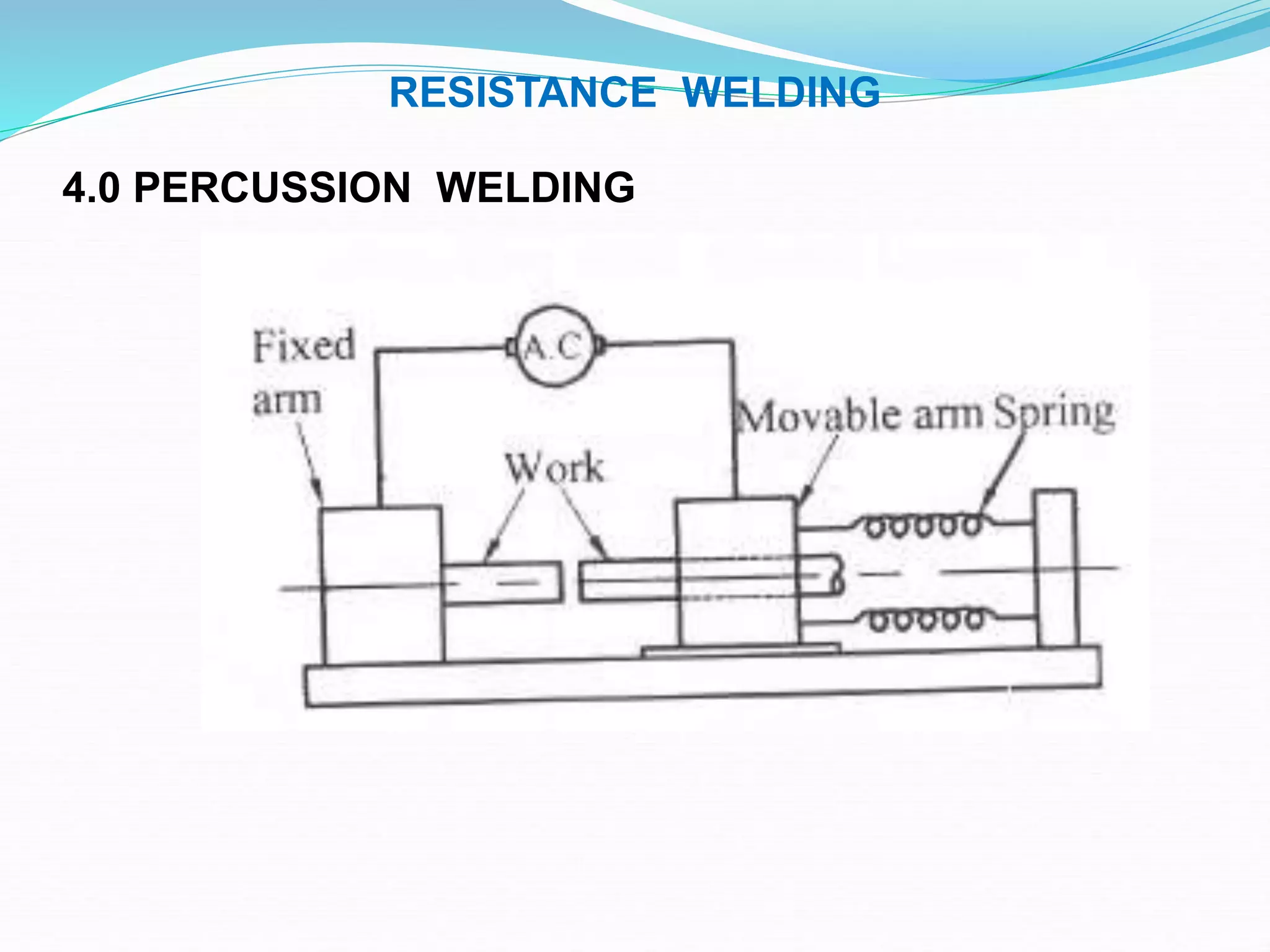
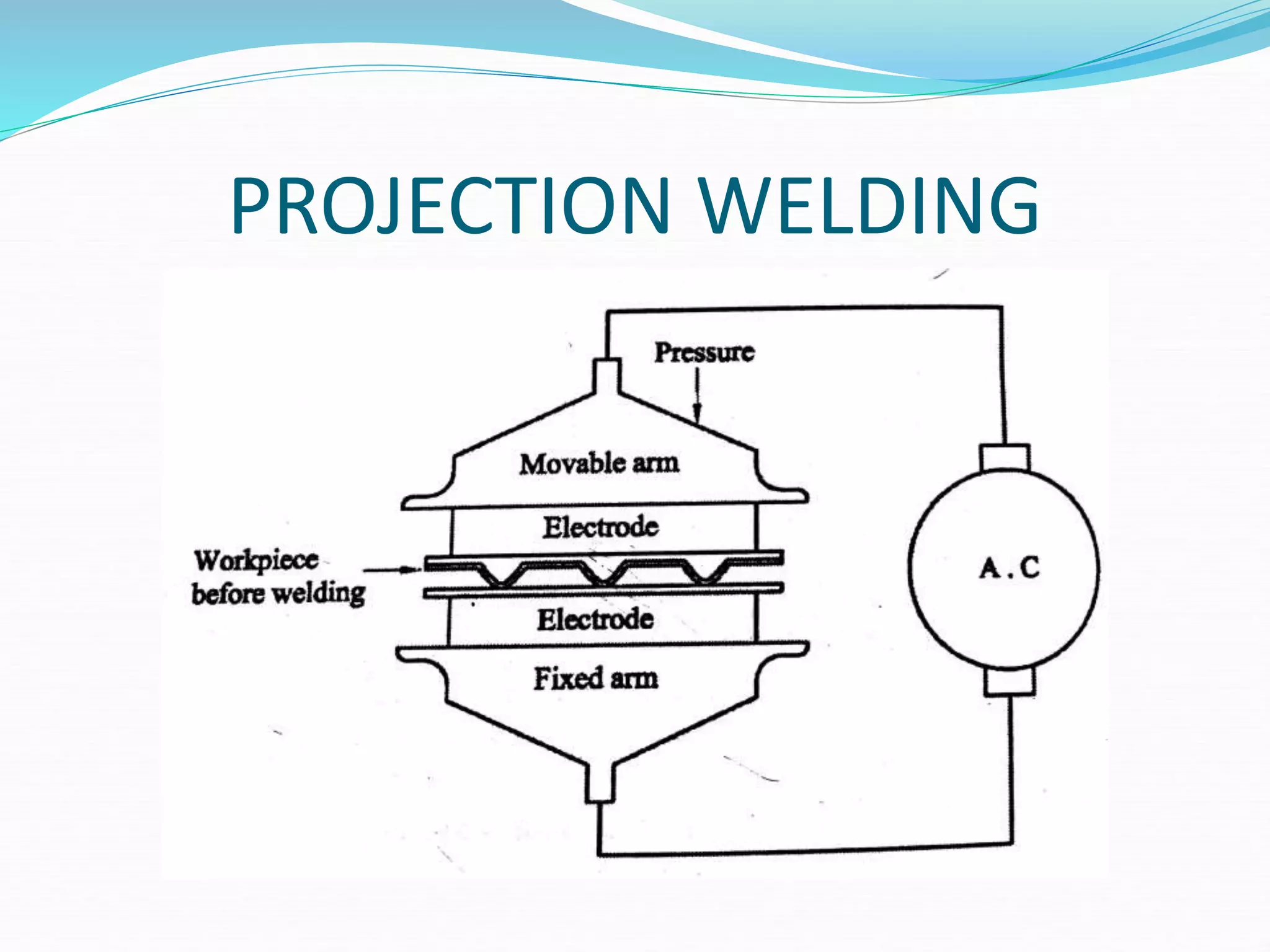
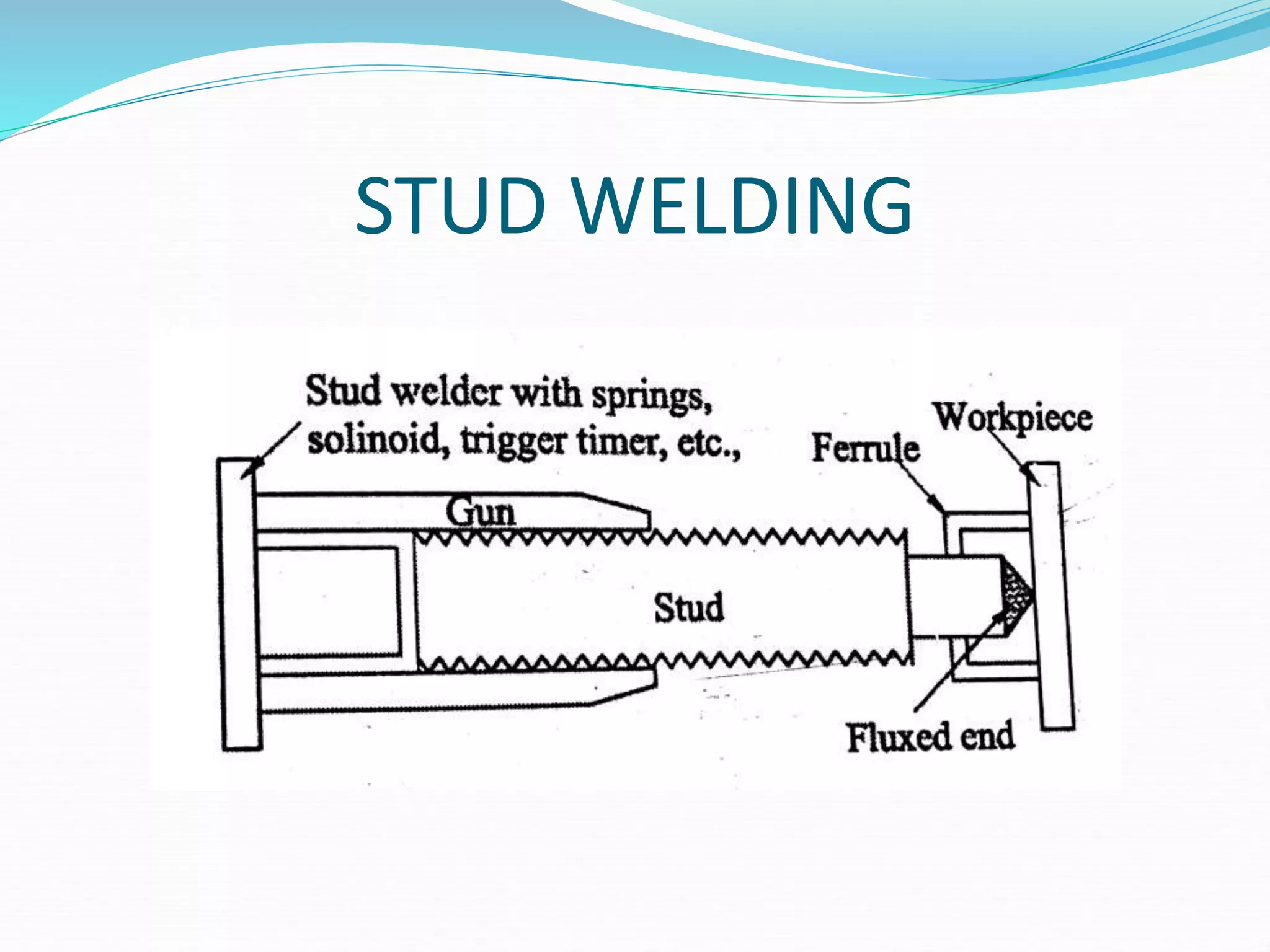
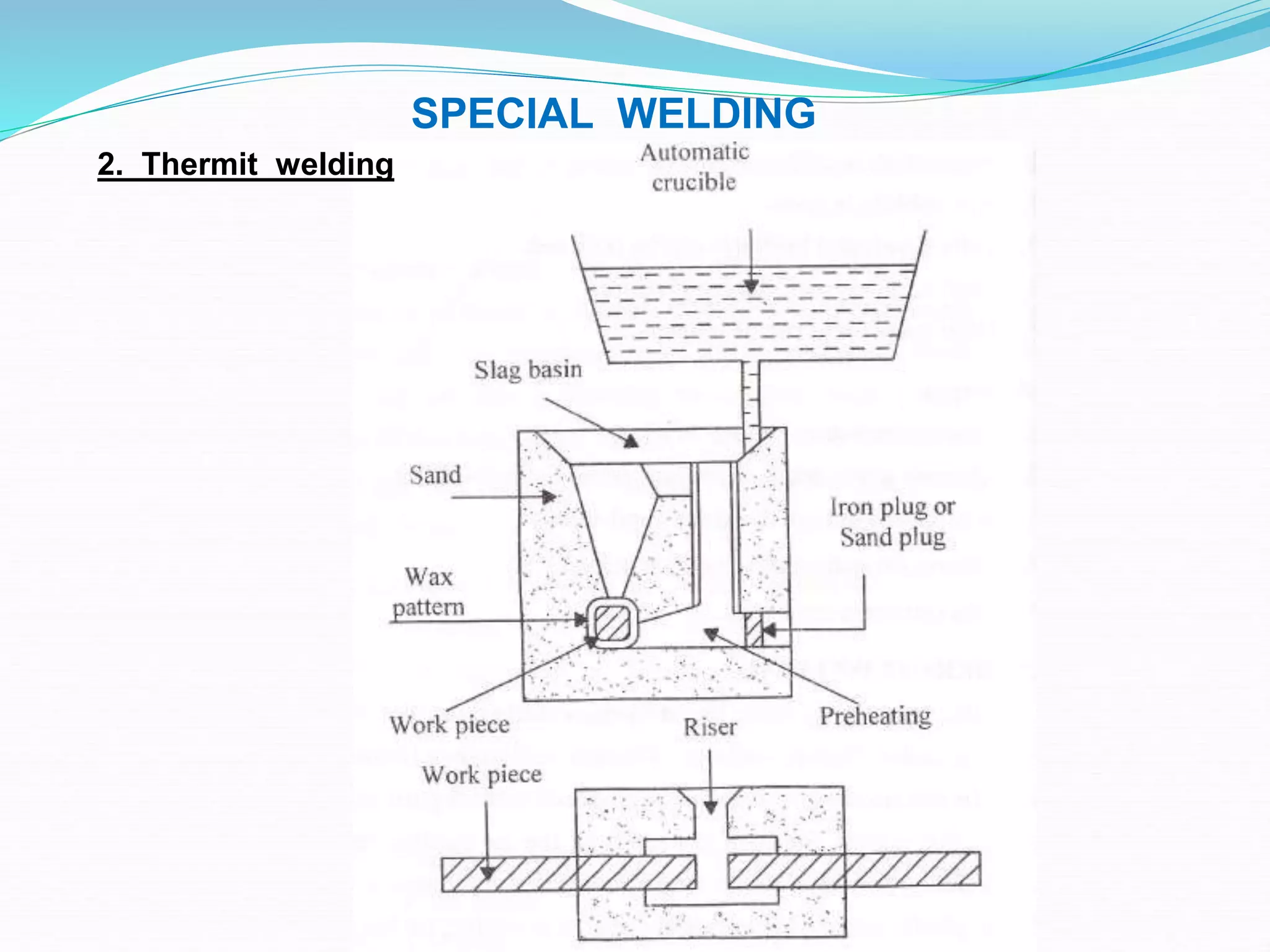
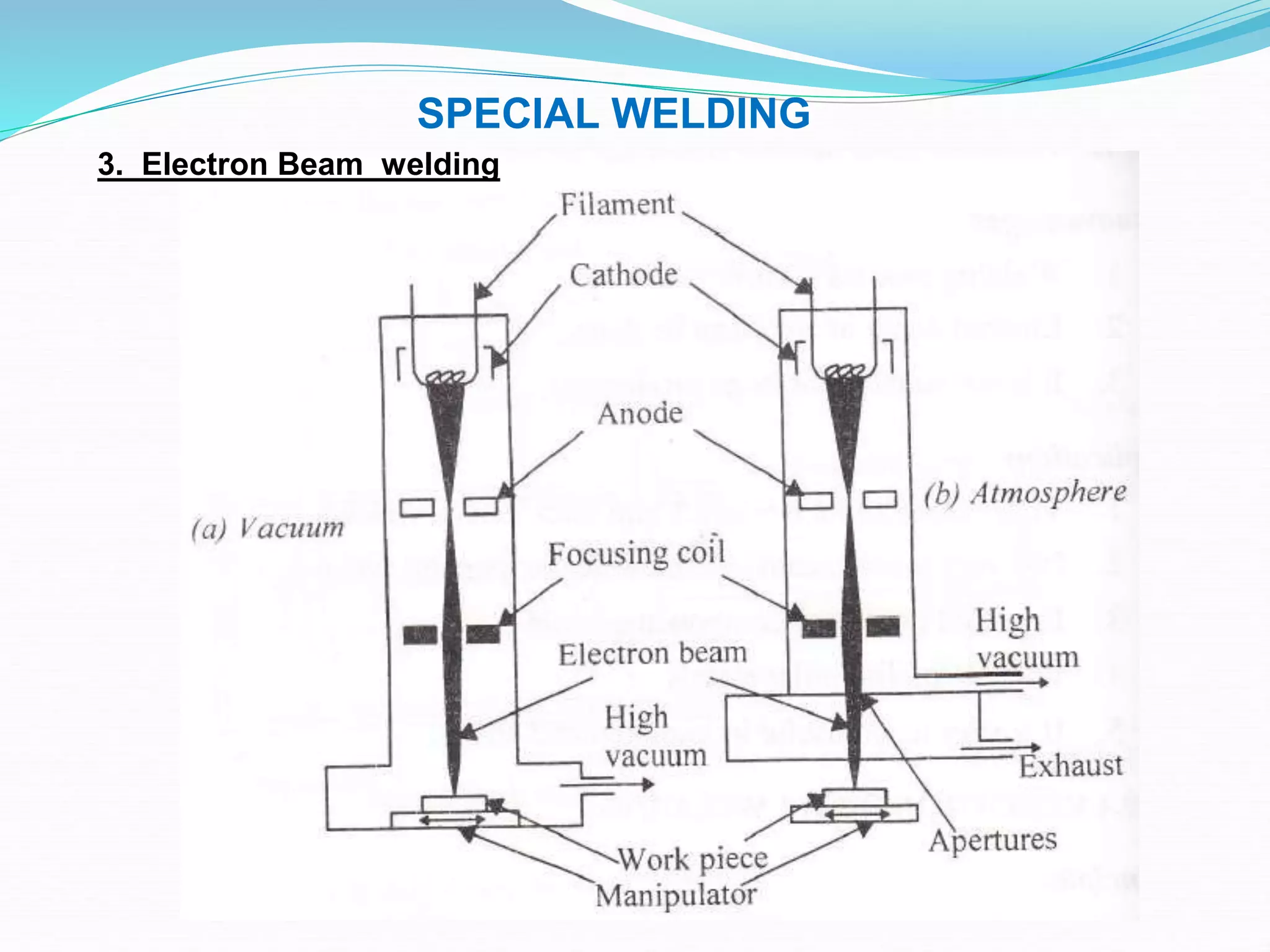
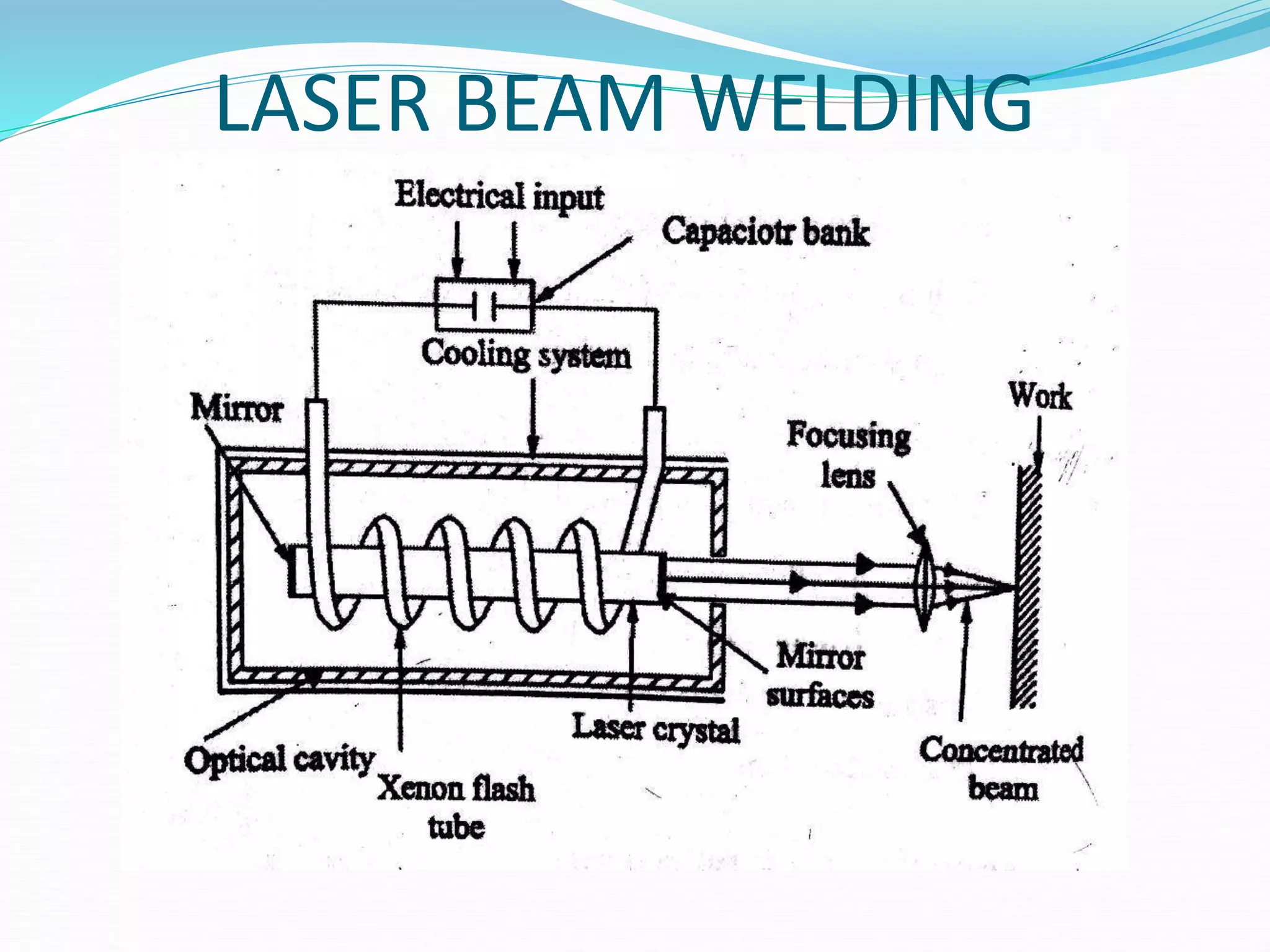
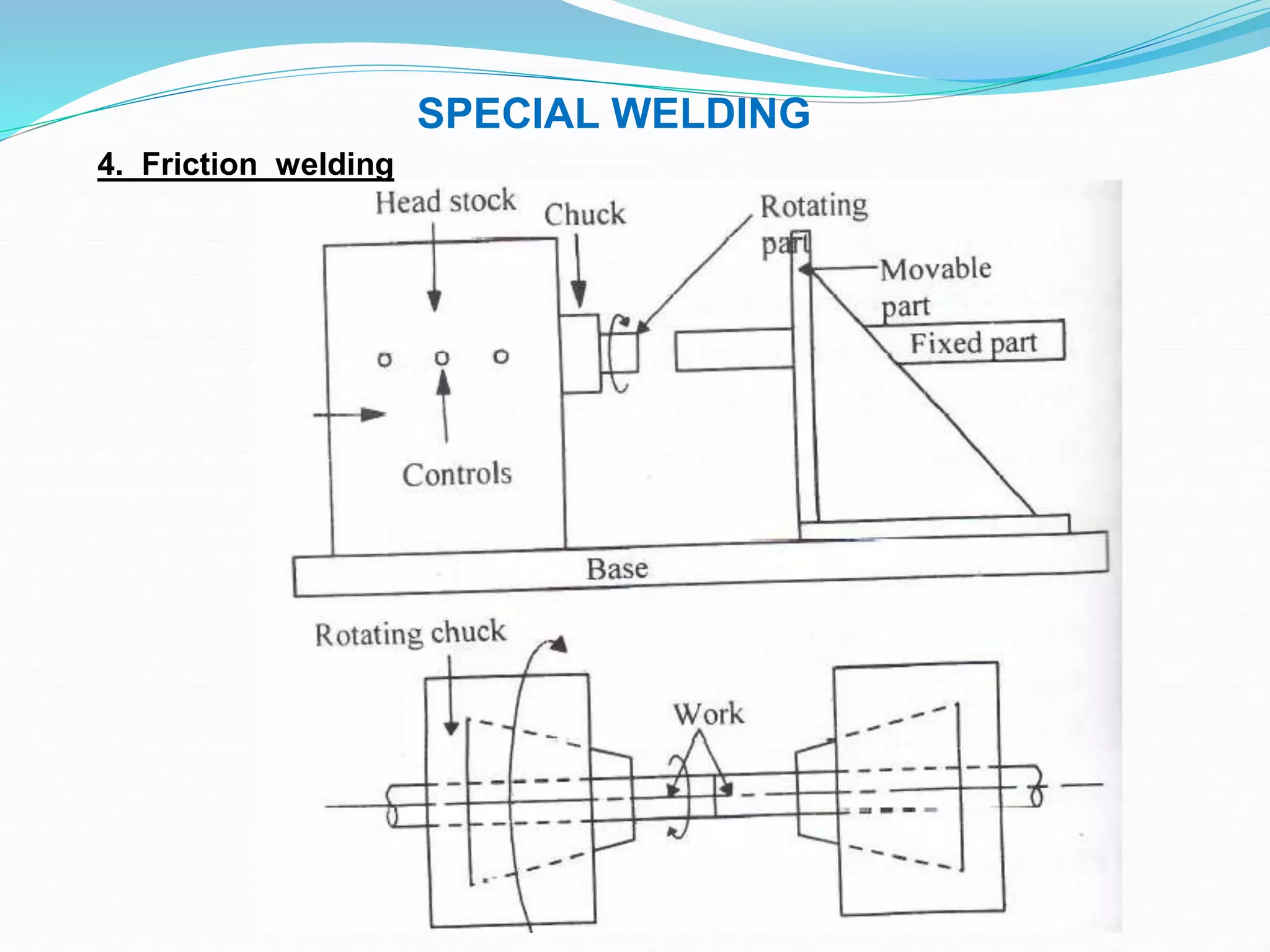
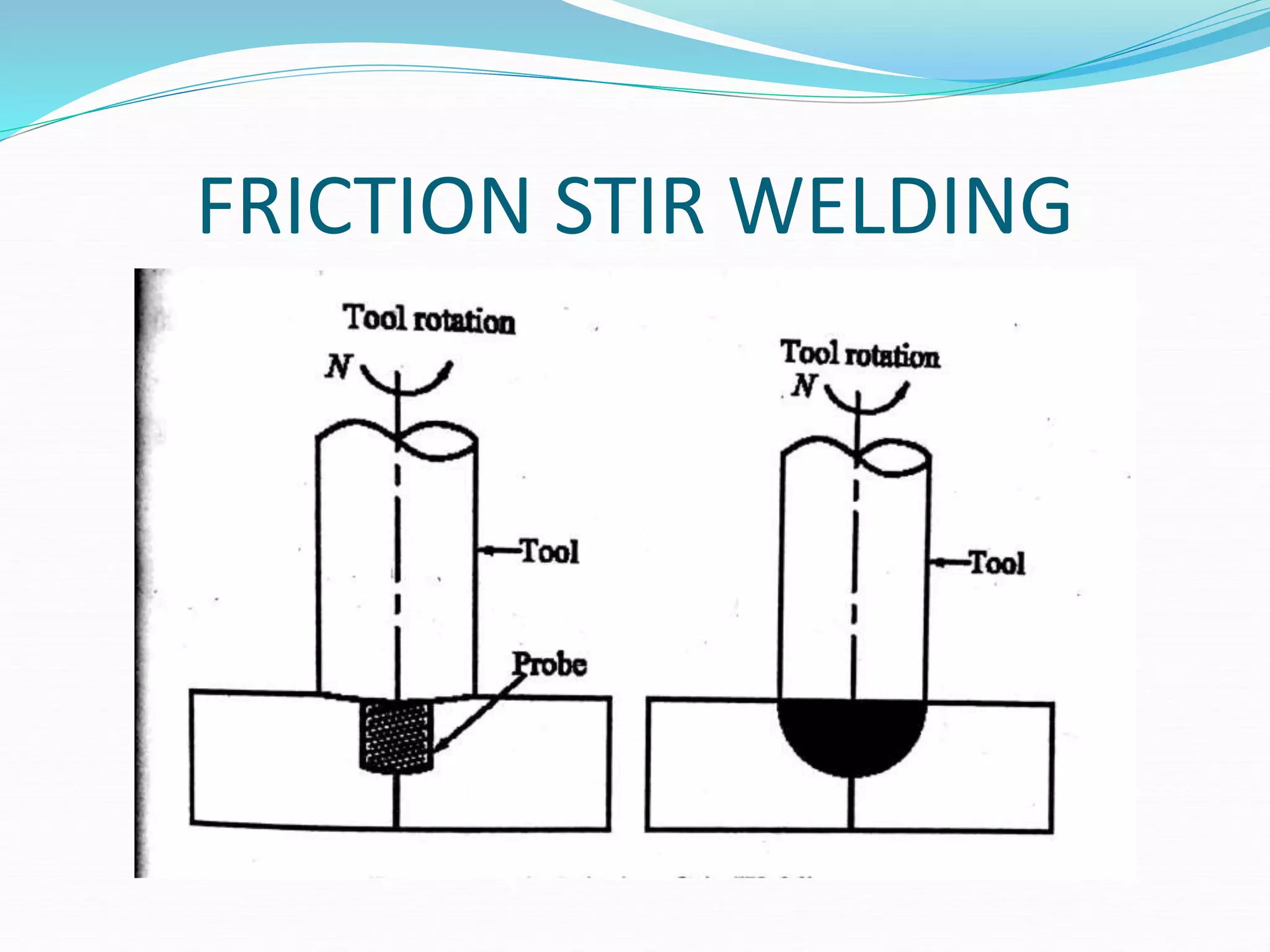
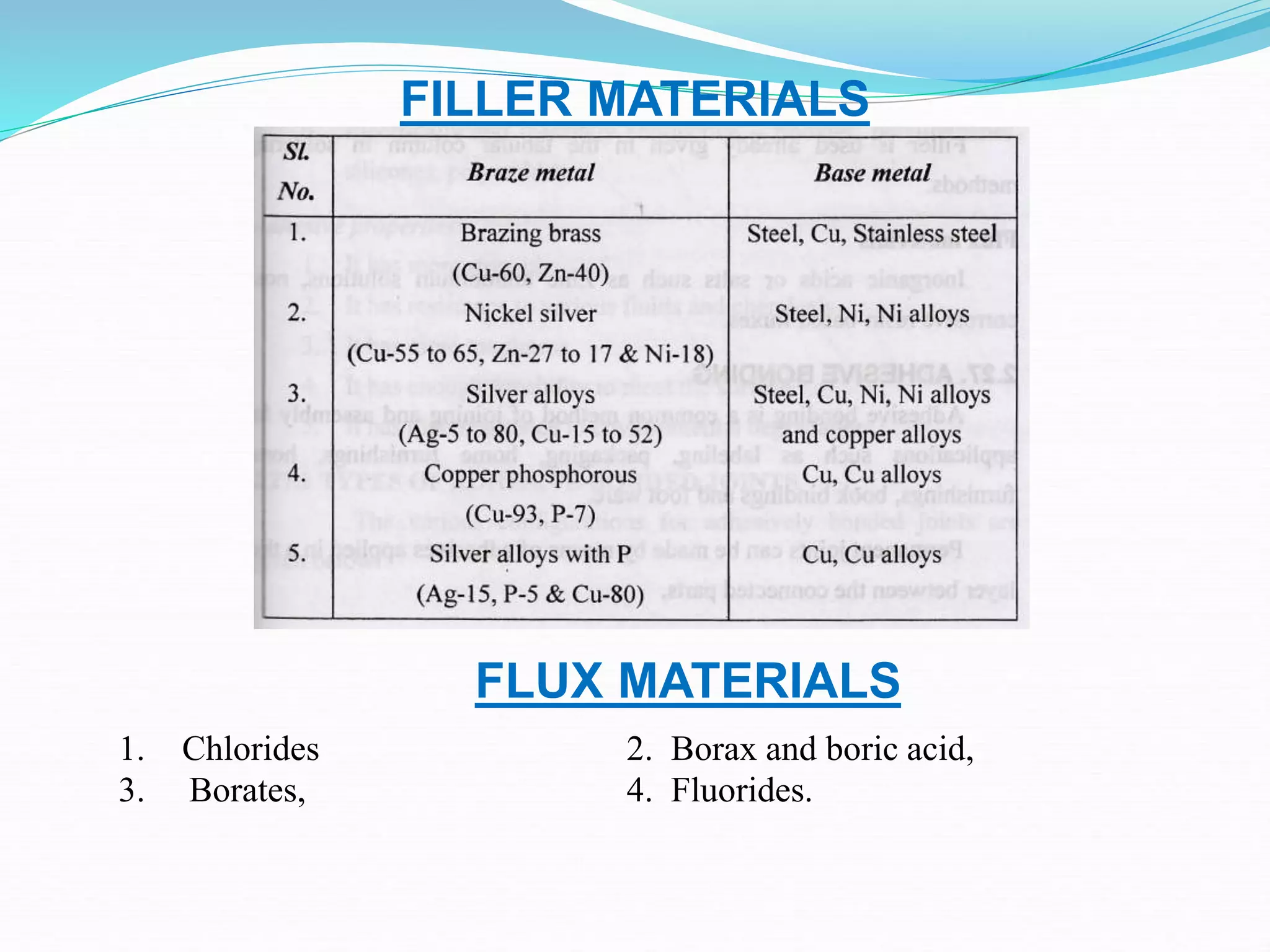
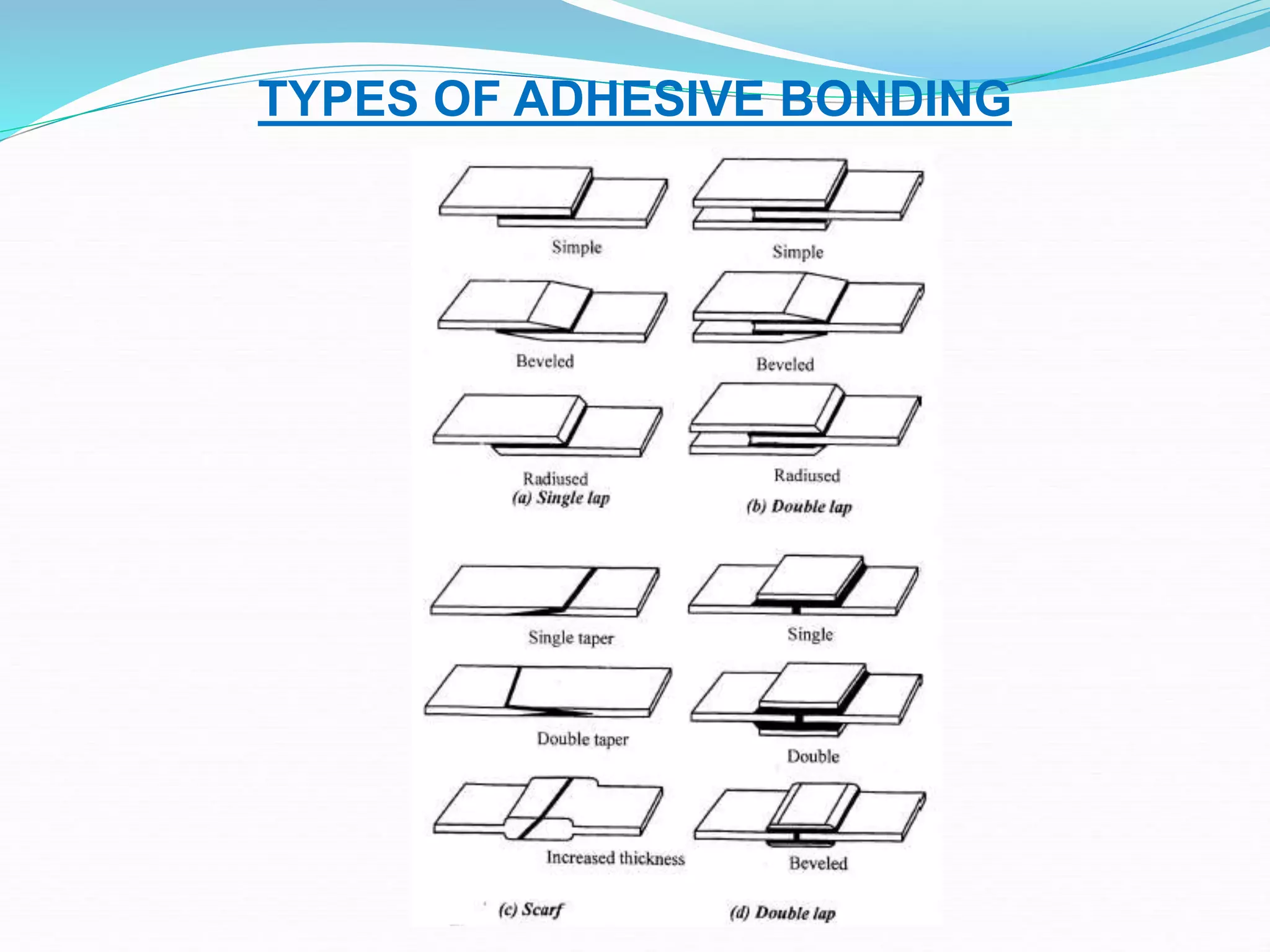
3. Other welding processes covered include manual metal arc welding, TIG welding, MIG welding, flux core welding, resistance welding, projection welding, stud welding, brazing, soldering, and special processes like laser beam and friction welding.








































































![Seller Deck - Presentation [Concert L2].PPTX](https://cdn.slidesharecdn.com/ss_thumbnails/sellerdeck-presentationconcertl2-251219171156-24982daf-thumbnail.jpg?width=640&height=640&fit=bounds)













