Downloaded 19 times

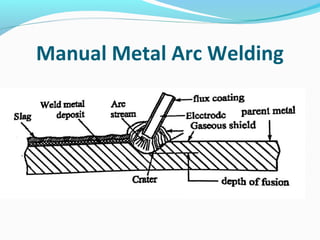
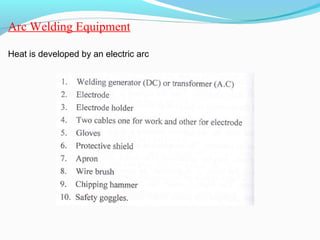
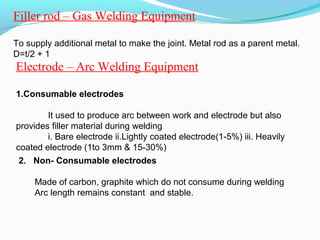
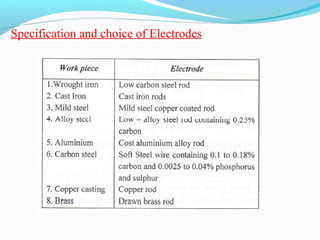
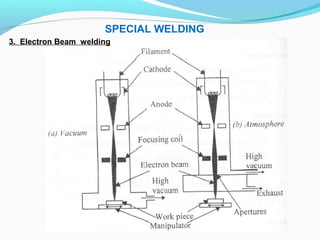
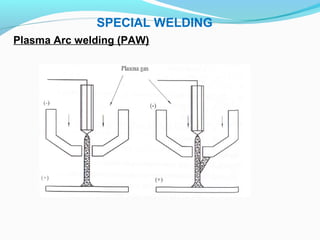
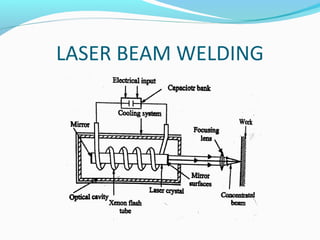
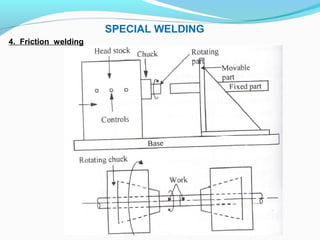
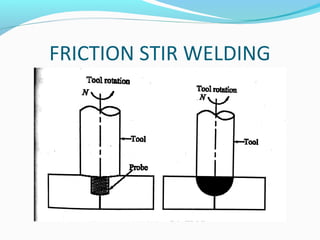
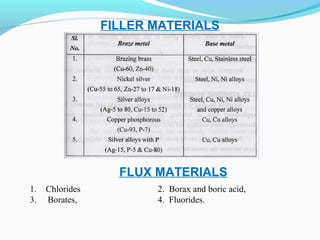
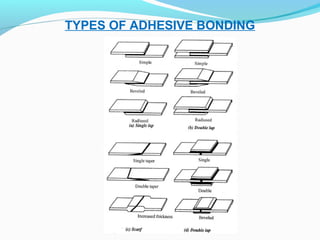

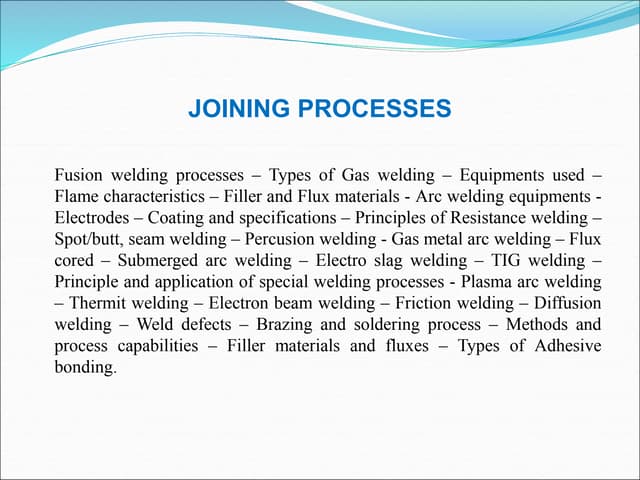
The document discusses various joining processes including welding, brazing, and soldering. It describes different welding techniques like gas welding, arc welding, resistance welding, and special processes like laser beam and electron beam welding. It also covers brazing and soldering methods, the equipment involved, filler materials and fluxes used for different processes.
















































































![[Deck] What's New in Spark-Iceberg Integration via DSV2.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/deckwhatsnewinspark-icebergintegrationviadsv2-260210005337-25955b12-thumbnail.jpg?width=640&height=640&fit=bounds)





