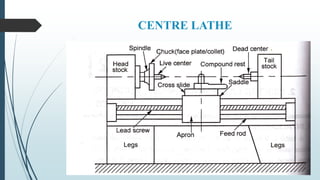
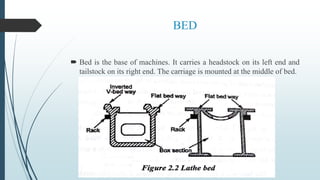
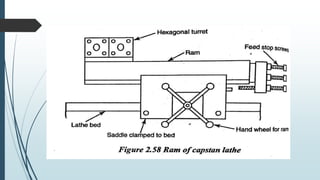
The document summarizes different types of turning machines. It describes the key components of centre lathes like the bed, headstock, tailstock, and carriage. It explains different lathe operations like taper turning and thread cutting methods. The document also discusses automatic lathes and capstan and turret lathes. Capstan lathes have a turret head that moves on a ram and saddle, while turret lathes have a stationary saddle. Automatic lathes can produce identical parts without operator assistance through automatic tool changes and workpiece loading/unloading.