![A Few Acronyms
• BPCS – Basic Process Control System
“1. The control equipment that is installed to perform the normal regulatory
functions for the process—for example, PID control and sequential control.
[ANSI/ISA-91.01-1995] 2. A system that responds to input signals from the
equipment under control and/or from an operator and generates output
signals that cause the equipment under control to operate in the desired
manner. Some examples include control of an exothermic reaction, anti-
surge control of a compressor, and fuel/ air controls in fired heaters. Also
referred to as process control system. [ANSI/ISA-84.01-1996]” (International
Society of Automation, 2003, p. 43)](https://image.slidesharecdn.com/02chapter02pnidsandsymbolssplitanimations-160811204402/85/02-chapter02-p-ids_and_symbols_split_animations-6-320.jpg)
![A Few Acronyms
• BPCS – Basic Process Control System
• HLCS – High Level Control System
• SIS – Safety Instrumented System
“A system that is composed of sensors, logic solvers, and final control
elements whose purpose is to take the process to a safe state when
predetermined conditions are violated. Other terms commonly used include
"emergency shutdown system" (ESS), "safety shutdown system" (SSD), and
"safety interlock system." [ANSI/ISA-84.01-1996] See emergency shutdown
system (ESS) and safety shutdown (SSD).” (International Society of
Automation, 2003, p. 433)](https://image.slidesharecdn.com/02chapter02pnidsandsymbolssplitanimations-160811204402/85/02-chapter02-p-ids_and_symbols_split_animations-8-320.jpg)
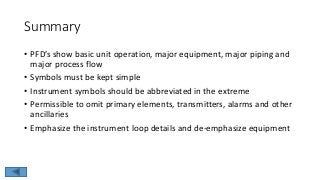

The document explains the concept of P&IDs (Piping and Instrumentation Diagrams), detailing their definition, the meaning of the acronym, and the lack of universal standards governing their content. It discusses the development of ISA standard ISA-5.7 and the ANSI/ISA-5.1-2009 standard for symbols used in P&IDs, alongside various process control acronyms and functions. Additionally, it covers instrument identification and numbering systems, including best practices for creating and reading P&IDs.