Cara Kerja Mesin CNC
•
1 like•2,710 views

Dokumen tersebut memberikan ringkasan tentang metodologi praktikum penggunaan mesin CNC TU-3A. Ringkasannya adalah sebagai berikut: Dokumen tersebut menjelaskan alat dan bahan, cara pengoperasian mesin CNC TU-3A, serta proses kerja yang meliputi pembuatan program, plotting, eksekusi, hingga pembersihan mesin setelah selesai. Diagram alir proses pembuatan produk juga dijelaskan.

Recommended
More Related Content
What's hot
What's hot (20)
Similar to Cara Kerja Mesin CNC
Similar to Cara Kerja Mesin CNC (20)
More from Amrih Prayogo
More from Amrih Prayogo (15)
Recently uploaded
Recently uploaded (20)
Cara Kerja Mesin CNC
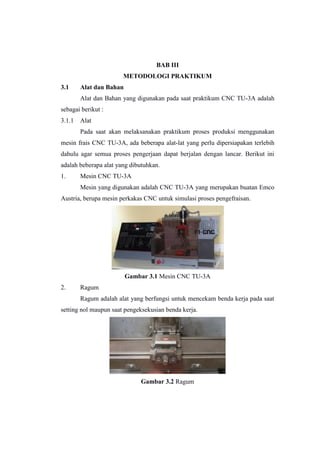
- 1. BAB III METODOLOGI PRAKTIKUM 3.1 Alat dan Bahan Alat dan Bahan yang digunakan pada saat praktikum CNC TU-3A adalah sebagai berikut : 3.1.1 Alat Pada saat akan melaksanakan praktikum proses produksi menggunakan mesin frais CNC TU-3A, ada beberapa alat-lat yang perlu dipersiapakan terlebih dahulu agar semua proses pengerjaan dapat berjalan dengan lancar. Berikut ini adalah beberapa alat yang dibutuhkan. 1. Mesin CNC TU-3A Mesin yang digunakan adalah CNC TU-3A yang merupakan buatan Emco Austria, berupa mesin perkakas CNC untuk simulasi proses pengefraisan. Gambar 3.1 Mesin CNC TU-3A 2. Ragum Ragum adalah alat yang berfungsi untuk mencekam benda kerja pada saat setting nol maupun saat pengeksekusian benda kerja. Gambar 3.2 Ragum
- 2. 3. Kunci Mesin Kunci mesin digunakan untuk menghidupkan dan mematikan mesin CNC. Gambar 3.3 Kunci mesin 4. Arbor Arbor adalah alat yang berfunsi sebagai tempat untuk menjepit pahat agar dapat berputar dengan baik. Gambar 3.4 Arbor 5. Pahat Facing Pahat facing berfungsi untuk meratakan dan menghaluskan permukaan dari benda kerja. Gambar 3.5 Pahat facing Arbor Kunci mesin
- 3. 6. Pahat Alur Pahat Alur berfungsi untuk membuat alur lingkaran dan pocket pada permukaan atas benda kerja. Gambar 3.6 Pahat alur 7. Pahat Drill Pahat drill adalah pahat yang berfungsi untuk membuat lubang pada benda kerja. Gambar 3.7 Pahat drill 8. Papan Plot Papan plot adalah papan yang berfungsi sebagai alas dari kertas plot saat melakukan proses plotting. Gambar 3.8 Papan plot
- 4. 9. Plat Paralel Plat paralel adalah plat yang berfungsi sebagai alas dari benda kerja ketika di cekam di ragum. Gambar 3.9 Plat paralel 10. Kertas Plotting Kertas plotting berfungsi sebagai media plotting guna mengetahui proses eksekusi benda kerja melalui simulasi sebelum dilakukan proses eksekusi yang sebenarnya. Gambar 3.10 Kertas plotting 11. Pahat Plotting Pahat plotting berfungsi menuliskan proses eksekusi melalui simulasi, biasanya terdiri dari arbor yang di dalamnya dijepit pena. Gambar 3.11 Pahat plotting
- 5. 12. Kunci Ragum Kunci ragum berfungsi untuk melonggarkan ragum sehingga benda kerja bisa dipasang. Gambar 3.12 Kunci ragum 13. Palu Nilon Palu nilon berfungsi untuk membantu kunci ragum ketika mengencangkan atau mengendurkan ragum. Gambar 3.13 Palu nilon 14. Vernier Caliper Vernier caliper (jangka sorong) adalah alat yang berfungsi untuk mengukur dimensi dari benda kerja. Gambar 3.14 Vernier caliper
- 6. 15. Kuas Kuas digunakan untuk membersihkan mesin dari sisa gram ketika pembuatan benda kerja telah selesai. Gambar 3.15 Kuas 3.1.2. Bahan Di bawah ini diberikan data produk yang akan dibuat dengan menggunakan mesin CNC TU-3A. Adapun data – datanya adalah sebagai berikut: Material : Aluminium Dimensi benda kerja : 50 x 50 x 25 mm Gambar 3.16 Benda kerja
- 7. 3.2 Cara Pengoperasian Cara pengoperasian mesin CNC TU-3A mempunyai dua macam proses yaitu sebagai berikut : 3.2.1 Sistem Permesinan 1. Sistem permesinan vertikal Sistem permesinan vertikal pada mesin frais adalah sistem permesinan yang berdasarkan pada sumbu putar spindle pada arah vertikal. Biasanya sistem ini diterapkan untuk proses pemotongan benda kerja atau pembuatan roda gigi. Gambar 3.17 Sistem permesinan vertical 2. Sistem permesinan horizontal Sistem permesinan horizontal pada mesin frais adalah sistem permesinan yang berdasarkan pada sumbu putar spindle pada arah horizontal. Biasanya sistem ini diterapkan untuk proses dilling , boring, dan facing. Gambar 3.18 Sistem Permesinan horizontal
- 8. 3.1.2 Sistem acuan absolut Pada mesin CNC TU-3A sistem acuan yang dipakai untuk menyatakan informasi geometri/ukuran benda kerja terdiri dari 2 sistem yaitu : 1. Sistem acuan absolut Sistem acuan absolut adalah sistem untuk menentukan referensi ukuran benda kerja dari titik yang tetap atau titik awal. Pada mesin frais TU-3A , sistem absolute dinyatakan dengan kode G90 atau G92. Untuk G90 titik referensinya (titik nol) adalah posisi awal pahat saat program mulai dijalankan, sedang G92 titik referensinya diberikan oleh programmer, dimana posisi awal pahat sudah berada dalam harga koordinat tertentu yang akan dijelaskan kemudian. 2. Sistem acuan inkremental Sistem acuan inkremental adalah sistem untuk menentukan referensi ukuran adalah dari titik sebelumya atau titik yang didtinjau berlaku sebagai referensi untuk titik berikutnya. Pada mesin frais TU-3A, sistem absolute dinyatakan dengan kode G91. Untuk G91 titik referensinya (titik nol) adalah posisi awal pahat saat program mulai dijalankan. Dalam membuat program kadang dijumpai sebuah program menggunakan kedua sistem tersebut (absolut dan inkremental), sehingga sebagian langkah pemesinanmenggunakan sistem absolut, sedangkan sebagian langkah yang lain menggunakan sistem inkremental.
- 9. 3.1.3 Cara Memasukkan dan Menjalankan Program Cara memasukkan dan menjalankan program mesin CNC TU-3A adalah sebagai berikut: 1. Menyimpan tiap langkah penulisan program (atau word) ke mesin, menulis word kemudian menekan tombol INP. Perlu diketahui bahwa program terdiri dari beberapa baris, dan tiap baris terdiri dari satu atau beberapa word. 2. Menghapus word dengan menekan tombol DEL 3. Menggeser cursor ke baris berikutnya dengan menekan tombol FWD 4. Menggeser cursor ke baris scbelumnya dengan menekan tombol REV 5. Menyisipkan baris dengan menekan hersama-sama tombol ~ dan INP 6. Menghapus baris dengan menekan bersama-sama tombol ~ dan DEL 7. Memeriksa program dengan menekan terus tombol M. 8. Menghapus alarm dengan menekan bersama-sama tombol INP dan REV 9. Menjalankan program, tekan tombol START 10. Menghentikan sementara saat program sedang berjalan dengan menekan bersama-sama tombol INP dan FWD. Untuk meneruskan jalannya program dengan menekan tombol START 11. Menghentikan atau mengagalkan program saat sedang berjalan dengan menekan bersama-sama tombol INP dan REV 12. Menghapus program dari mesin dengan menekan bcrsama-sama tombol DEL dan INP.
- 10. 3.3 Proses Kerja Dalam membuat produk dengan mesin Frais TU-3A ini harus melalui beberapa proses kerja, yaitu: 1. Pembuatan program yang dilakukan sehari sebelum proses praktikum. 2. Menyalakan mesin CNC dengan memutar saklar utama. 3. Setelah mesin berjalan, maka kita masuk ke mode CNC dengan menekan tombol H/C., lalu kita memasukkan program-program yang telah dibuat. 4. Setelah mengecek program, caranya yaitu dengan menekan tombol M. 5. Jika program salah maka diperbaiki, namun jika benar maka lanjut ke proses plotting. Proses plotting dimulai dengan menekan tombol START. Jika hasil plotting tidak sesuai, maka program ada kesalahan input dan harus diperbaiki. 6. Setelah dilakukan pembenaran, maka dilakukan pengecekan. 7. Setelah itu tekan tombol START lagi untuk menjalankan proses plotting. Pada proses plotting, kecepatan pemakanan (F) yang dipakai harus cepat. 8. Jika hasil plotting sesuai, maka kita bisa melakukan proses eksekusi. 9. Lalu kita rubah kembali kecepatan (F) ke posisi awal yaitu 50 dan 25. 10. Proses selanjutnya adalah memasang benda kerja pada ragum. Lalu hidupkan spindel agar diketahui spindel berputar dengan baik. 11. Setelah selesai, maka matikan spindle. Dan kita mulai melakukan setting nol pada arah X, Y dan Z. 12. Setelah itu, masuk ke mode CNC kembali dan tekan tombol START untuk menjalankan program. 13. Memasuki proses facing atau tahap penghalusan permukaan benda kerja. 14. Setelah itu pahat diganti untuk proses membuat profil huruf cnc. 15. Kemudian proses pembuatan pocket, sebelumnya ganti pahat dahulu. 16. Setelah itu proses pembuatan lubang sebelum membuat lubang gantilah pahat dengan pahat drill. 17. Bersihkan geram-geram pada mesin sisa pembubutan. 18. Lalu kita hapus program dengan menekan tombol DEL dan INP. 19. Selanjutnya matikan mesin dengan memutar saklar utama.
- 11. FINISH 3.4 Diagram Alir (flow chart) Diagram alir pembuatan produk pada mesin frais CNC-TU 3A adalah : TIDAK YA Gambar 3.19 Diagram Alir START INPUT PROGRAM SIAPKAN PLOTTER HIDUPKAN MESIN CEK M PLOTTING KOREKSI TIDAK YA PELETAKAN PAHAT PEMASANGAN BENDA KERJA SETTING NOL BENDA KERJA MENJALANKAN PROGRAM BERSIHKAN MESIN