PERENCANAAN
•
9 likes•4,002 views

Dokumen tersebut membahas tentang perencanaan tata letak fasilitas produksi, termasuk definisi, tujuan, prinsip-prinsip dasar, faktor-faktor yang mempengaruhi penetapan lokasi pabrik, langkah-langkah perencanaan, dan model-model analisis lokasi fasilitas.

Recommended
More Related Content
What's hot
What's hot (20)
Similar to PERENCANAAN
Similar to PERENCANAAN (20)
More from RUSDIYANTORO, UNIVERSITAS PGRI ADIBUANA SURABAYA
More from RUSDIYANTORO, UNIVERSITAS PGRI ADIBUANA SURABAYA (15)
Recently uploaded
Recently uploaded (20)
PERENCANAAN
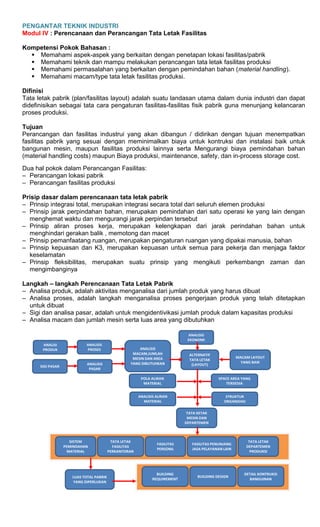
- 1. PENGANTAR TEKNIK INDUSTRI Modul IV : Perencanaan dan Perancangan Tata Letak Fasilitas Kompetensi Pokok Bahasan : Memahami aspek-aspek yang berkaitan dengan penetapan lokasi fasilitas/pabrik Memahami teknik dan mampu melakukan perancangan tata letak fasilitas produksi Memahami permasalahan yang berkaitan dengan pemindahan bahan (material handling). Memahami macam/type tata letak fasilitas produksi. Difinisi Tata letak pabrik (plan/fasilitas layout) adalah suatu landasan utama dalam dunia industri dan dapat didefinisikan sebagai tata cara pengaturan fasilitas-fasilitas fisik pabrik guna menunjang kelancaran proses produksi. Tujuan Perancangan dan fasilitas industrui yang akan dibangun / didirikan dengan tujuan menempatkan fasilitas pabrik yang sesuai dengan meminimalkan biaya untuk kontruksi dan instalasi baik untuk bangunan mesin, maupun fasilitas produksi lainnya serta Mengurangi biaya pemindahan bahan (material handling costs) maupun Biaya produksi, maintenance, safety, dan in-process storage cost. Dua hal pokok dalam Perancangan Fasilitas: – Perancangan lokasi pabrik – Perancangan fasilitas produksi Prisip dasar dalam perencanaan tata letak pabrik – Prinsip integrasi total, merupakan integrasi secara total dari seluruh elemen produksi – Prinsip jarak perpindahan bahan, merupakan pemindahan dari satu operasi ke yang lain dengan menghemat waktu dan mengurangi jarak perpindan tersebut – Prinsip aliran proses kerja, merupakan kelengkapan dari jarak perindahan bahan untuk menghindari gerakan balik , memotong dan macet – Prinsip pemanfaatang ruangan, merupakan pengaturan ruangan yang dipakai manusia, bahan – Prinsip kepuasan dan K3, merupakan kepuasan untuk semua para pekerja dan menjaga faktor keselamatan – Prinsip fleksibilitas, merupakan suatu prinsip yang mengikuti perkembangn zaman dan mengimbanginya Langkah – langkah Perencanaan Tata Letak Pabrik – Analisa produk, adalah aktivitas menganalisa dari jumlah produk yang harus dibuat – Analisa proses, adalah langkah menganalisa proses pengerjaan produk yang telah ditetapkan untuk dibuat – Sigi dan analisa pasar, adalah untuk mengidentivikasi jumlah produk dalam kapasitas produksi – Analisa macam dan jumlah mesin serta luas area yang dibutuhkan
- 2. Faktor-faktor yang harus dipertimbangkan dalam penentuan lokasi pabrik : 1. Market location 2. Raw material location 3. Transportation 4. Power 5. Climate 6. Labor & wage salary 7. Law & taxation 8. Water & waste Hal-hal yang diperhatikan dalam merancang bangunan pabrik a. Fungsi utama pabrik : Memberi perlindungan bagi manusia, mesin, produk, material dan lainnya. b. Masalah penting dalam pendirian pabrik : – Pemindahan bahan – Penerangan – Gudang – Sirkulasi udara – Bentuk desain produk – Peralatan yang digunakan Aspek dasar pertimbangan membangun pabrik a. Desain bangunan dan kontruksinya Ada 3 macam bangunan yang sering digunakan : Single-story, multi-story, dan monitor b. Jarak bentangan dan kolom Berguna untuk overhead material handling equipment c. Lantai (floor) Lantai / fondasi harus kuat dan rata d. Dinding dan jendela Faktor untuk mengurangi penggunaan jendela : – Pekerjaan terganggu oleh debu – Pengaruh temperatur – Iklim – Faktor kebisingan dari luar – Penerangan buatan e. Atap dan langit-langit Tinggi langit-langit sekitar 3-5 m tanpa pemanas / pendingin dan 6 m untuk fentilasi f. Bangunan bertingkat satu/ banyak karena keterbatasan transportasi , mahalnya harga tanah dan keterbatasan area Pertimbangan dalam perencanaan pabrik baru/ sudah ada – Perubahan desain model – Perubahan lokasi pemasaran – Peningkatan volume produksi – Area kerja yang tidak memenuhi persyaratan – Adanya kemacetan dalam aktivitas pabrik Keuntungan dan kerugian bangunan lama Keuntungan – Dapat secara tepat menentukan perubahan yang dilakukan sesuai dengan proses produksi/ desain baru – Pembiayaan riil dapat ditentukan dengan tepat
- 3. Kerugian – Menimbulkan pembiayaan yang tidak ekonomis karena ada pembatasan ukuran dan bentuk bangunan – Sulit memperluas pabrik dimasa mendatang Keuntungan dan kerugian bangunan baru Keuntungan – Tata letak bisa disesuaikan dengan proses produksi – Pembiayaan yang ekonomis karena punya live time yang panjang – Mudah mengadakan expansi dimasa mendatang Kerugian Banyak digunakan cara berdasarkan estimasi yang mana hal ini memberikan biaya yang tidak ekonomis Model-model Analisa Lokasi Fasilitas Cara yang dapat dipergunakan untuk menganalisis dan mengambil keputusan untuk memilih lokasi pabrik/ perusahaan. METODE PENDEKATAN - Kontinyu (Penentuan satu/lebih lokasi optimal) Metode Analisa Pusat Gravitasi “Gravity” - Analisis Kuantitatif (Faktor Obyektifitas) Metode Analisis Transportasi Program Linier - Analisis Hibrid (Kombinasi Faktor Obyektif & Subyektif) Metode “Brown-Gibson” ANALISA PUSAT GRAVITASI : Dalam metode ini ada dua faktor yang dapat mempengaruhi yaitu : – Lokasi sumber bahan baku/material (input produksi). – Lokasi daerah pemasaran (output produksi). Dalam metode ini diasumsikan bahwa : Biaya produksi dan distribusi tidak diperhitungkan (biaya produksi dan distribusi untuk masing-masing lokasi baik dari sumber material, pemasaran menuju lokasi pabrik dianggap sama). Untuk menganalisa dengan metode ini input yang diperlukan adalah : – Kebutuhan/demand produk jadi atau baham baku dari masing daerah pemasaran atau lokasi sumber bhn baku. – Koordinat geografis dari lokasi pabrik yang direncanakan, daerah pemasaran ataupun daerah sumber bahan baku. Fungsi Tujuan adalah : Soal Latihan : Sebuah perusahaan Elektronik bermaksud mendirikan pabrik baru, berdasarkan hasil studi kelayakan diperoleh alternatif dan jarak koordinat lokasi (dalam satuan puluhan kilometer) sebagai berikut : • Alternatif lokasi P (-10, 7) • Alternatif lokasi Q (5, -30) • Alternatif lokasi R (10, 0) Daerah pemasaran yang harus dipenuhi kebutuhannya terletak di 5 (lima) kota dengan koordinat dan kebutuhan masing-masing (dalam satuan ton) sebagai berikut :
- 4. Daerah Pemasaran : Demand (ton) Pemasaran A (2, -15) 5 Pemasaran B (-5, -10) 10 Pemasaran C (8, 8) 8 Pemasaran D (0, -7) 15 Pemasaran E (-15, 8) 20 Dengan menggunakan analisa gravitasi, tentukan lokasi perusahaan perminyakan mana yang seharusnya dipilih ? Metode Kuantitatif Transportasi Program Linier Aplikasi metode transportasi digunakan untuk menentukan pola distribusi yang terbaik dari lokasi pabrik ke daerah pemasaran tertentu. Keputusan yang dipilih didasarkan pada lokasi yang memberikan total biaya terkecil. Dalam menyelesaikan masalah trensportasi ada beberapa cara/metode yang dapat digunakan yaitu : cara/metode heuristics, vogel dan north west corner Contoh persoalan pemakaian metode transportasi untuk memilih lokasi yang baik. Perusahan XYZ mempunyai dua pabrik di kota Semarang dan Bandung yang mensuplai produk ke empat daerah pemasaran yaitu : Jogja, Solo, Purwokerto dan Magelang. Berkaitan dengan permintaan produk yang terus meningkat perusahaan merencanakan untuk membangun sebuah pabrik baru lagi. Alternatif lokasi yang diusulkan adalah : di kota Surabaya atau kota Malang Data mengenai kapasitas produksi, biaya transportasi, serta data kebutuhan (demand) untuk masing- masing daerah seperti dalam tabel berikut (dlm puluhan ribu rp) : Dengan analisa secara terpisah antara alternatif lokasi di kota Surabaya dan Malang, maka dapat dialokasikan ke setiap daerah pemasaran dengan memperhatikan kapasitas masing-masing pabrik yang ada. Alternatif lokasi Surabaya Lokasi Daerah Pemasaran Kapasitas Jogja Solo P Kerto Magelang (ton/mgg) Semarang 18 20 25 15 650 Bandung 40 45 30 42 600 Surabaya 55 50 60 55 tak terbatas Malang 58 55 62 60 tak terbatas Demand 400 500 300 450 1650 (ton/mgg)
- 5. Iterasi 1 analisa untuk alternatif lokasi pabrik di Surabaya Perhitungan transportasi iterasi 1 unt alternatif lokasi Surabaya From To Shipment Cost/profit Oport. Coist Semarang Jogja 200 18 0 Semarang Solo 0 20 -3 Semarang P Kerto 0 25 17 Semarang Magelang 450 15 0 Bandung Jogja 200 40 0 Bandung Solo 100 45 0 Bandung P Kerto 300 30 0 Bandung Magelang 0 42 5 Surabaya Jogja 0 55 10 Surabaya Solo 400 50 0 Surabaya P Kerto 0 60 25 Surabaya Magelang 0 55 13 Minimized OBJ = 51.850 Iterasi 2 (perbaikan) unt alternatif lokasi pabrik di Sby.
- 6. Perhitungan Transportasi Iterasi 2 unt alternatif lokasi SBY Alternatif lokasi Malang Iterasi 1 analisa untuk alternatif lokasi pabrik di Malang
- 7. Perhitungan transportasi iterasi 1 unt alternatif lokasi Mlg. Iterasi 2 (perbaikan) untuk alternatif lokasi pabrik di Malang Perhitungan transportasi iterasi 2 untuk alternatif lokasi Mlg
- 8. Berdasarkan perhitungan diatas jika dibangun pabrik di lokasi Surabaya biaya transportasinya sebesar Rp 51.550,- dan jika dibangun pabrik di lokasi Malang biaya transportasinya sebesar Rp 53.550-, dengan demikian pendirian pabrik yang lebih menguntungkan adalah di lokasi Surabaya. Macam Tipe Tata Letak Fasilitas • Tata Letak Produk (Product Lay Out = Aliran produk). • Tata Letak Proses (Process Lay Out = Aliran proses). • Tata Letak Posisi Tetap (Fixed Position Lay Out). • Tata Letak Kelompok Produk (Product Famili/Group Teknologi) Tata Letak Produk (Product Lay Out = Aliran produk). • Semua fasilitas produksi diatur/ditempatkan dalam satu departemen khusus. • Diaplikasikan untuk industri skala besar dan proses produksinya berlangsung secara kontinyu. • Industri Gula, semen, kertas, perakitan (mobil, elektronik). Pertimbangan atas dasar Tata Letak Produk : 1. Produk yang dibuat hanya satu atau beberapa produk standar. 2. Produk dibuat dalam jumlah/volume besar untuk jangka waktu relatif lama. 3. Keseimbangan lintasan produksi lebih baik. 4. Satu mesin hanya digunakan unt satu macam proses kerja. 5. Aktivitas inspeksi selama proses produksi relatif sedikit. 6. Aktivitas MH dari satu SK ke SK yang lain dapat dilaksanakan secara mekanis. Keuntungan : 1. MHC rendah sebagai akibat Lay Out disusun berdasarkan urutan operasi, shg jarak perpindahan bahan minimum. 2. Total waktu yang dipergunakan untuk produksi relatif singkat. 3. Work In Procces jarang terjadi karena lintasan produksi sudah seimbang. Output satu proses langsung dipergunakan sebagai input proses berikutnya. 4. Tiap unit produksi atau SK memerlukan luas area yang minimal karena tidak diperlukan WIP Storege. Kerugian : 1. Breakdown dari satu mesin menyebabkan terhentinya seluruh aliran produksi. 2. Jika terjadi perubahan terhadap desain produk, maka akan merubah aliran produk dan lay out. 3. Kelancaran proses produksi akan ditentukan oleh proses mesin yang paling lambat. 4. Memerlukan investasi mesin tinggi (Special Purpose Machine). Tata Letak Proses (Process Lay Out = Aliran proses). : • Dengan aturan dan penempatan mesin/fasilitas produksi yang semacam dalam satu departemen. • Semua fasilitas produksi yang memiliki ciri/fungsi kerja yang sama diletakan dalam satu departemen. • Diaplikasikan pada industri berskala kecil. • Faktor manufaktur dan jasa pelayanan.
- 9. Pertimbangan : 1. Produk yang dibuat berbagai macam model/type dan tiap model dibuat dalam jumlah kecil serta jangka waktu yang relatif singkat. 2. Aktivitas berubah-ubah sehingga studi waktu dan gerak untuk menentukan metode dan waktu standar sulit dilakukan. 3. Sulit mengatur line balanchng antar operator dan mesin. 4. Memerlukan pengawasan yang ekstra selama proses operasi. 5. Satu jenis mesin dapat melakukan bebagai macam produk (General Purpose). 6. Banyak menggunakan peralatan berat untuk kegiatan MH. Keuntungan : 1. Investasi mesin dan fasilitas produksi rendah, karena mesin yang digunakan mesin-mesin type umum (General Purpose). 2. Jika terjadi breakdown mesin mudah diatasi, yaitu dengan memindahkan ke mesin lain. 3. Karena ada spesialisasi kerja, aktivitas supervisi lebih baik dan efisien. Kerugian : 1. Karenna lintasan produksi lebih panjang, MHC lebih mahal. 2. Total waktu produksi lebih lama, WIP lebih banyak dijumpai karena waktu operasi sulit diseimbangkan. 3. Karena diversifikasi produk adalah job order, maka diperlukan operator skill tinggi. Tata Letak Posisi Tetap (Fixed Position Lay Out). • Material dan komponen dari produk utama akan ditempatkan pada posisi tetap, sedangkan fasilitas produksi seperti tools, mesin, manusia serta komponen-komponen kecil akan bergerak menuju lokasi material atau komponen produk utama. • Diaplikasikan pada industri yang menghasilkan produk-produk skala ukuran besar : Industri pesawat, kapal dll. Keuntungan : 1. Karena posisi material dan komponen produk utama tetap, maka MH dapat dikurangi. 2. Fleksibilitas kerja tinggi, karena fasilitas produksi dapat diakomodasikan untuk mengantisipasi perubahan dalam rancangan produk. Kerugian : 1. Adanya peningkatan frekuensi pemindahan fasilitas produksi atau operato pada saat proses operasi. 2. Memerlukan operator dengan skill tinggi. 3. Membutuhkan space area yang luas untuk peralatan kerja dan WIP. 4. Memerlukan pengawasan dan koordinasi kerja yang ketat.
- 10. Tata Letak Kelompok Produk (Product Famili/Group Teknologi) • Didasarkan pada pengelompokan produk atau komponen yang akan dibuat. • Pada dasarnya merupakan kombinasi dari product lay out dan procces lay out. • Produk-produk yang tidak identik dikelompokan berdasarkan langkah pemrosesan, bentuk, mesin atau peralatan. Keuntungan : • Dengan pengelompokan produk sesuai dengan proses pembuatannya, maka pendayagunaan mesin akan diperoleh secara maksimal. • Jarak perpindahan material lebih pendek sehingga lintasan aliran lebih lancar. • Memiliki keuntungan yang bisa diperoleh dari produk lay out dan proses lay out. • Umumnya menggunakan mesin-mesin general purpose sehingga investasinya juga lebih rendah. Kerugian : 1. Diperlukan TK dengan skill tinggi. 2. Kelancaran kerja sangat tergantung pada kegiatan pengendalian produksi terutama aliran kerja. 3. Jika keseimbangan aliran sulit dicapai maka diperlukan WIP Storage. 4. Beberapa kerugian dari product dan procces lay out juga akan dijumpai. 5. Kesempatan untuk mengaplikasikan faslitas produksi tipe special purpose sulit dilakukan.