Downloaded 398 times


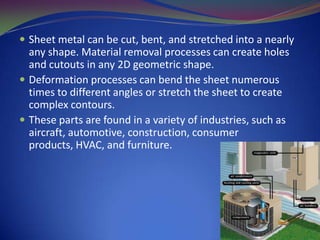
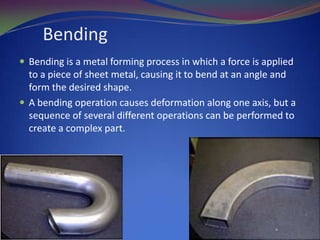
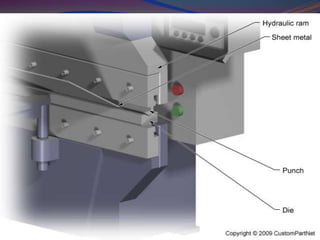
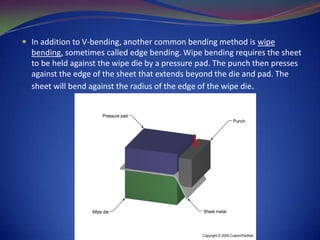
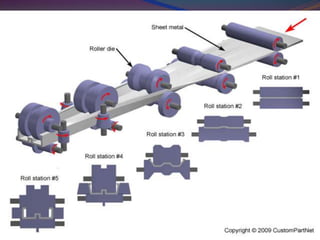

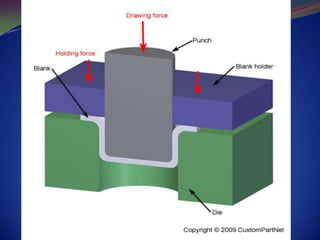
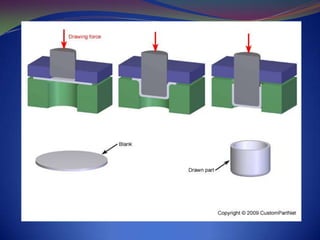


Sheet metal fabrication involves shaping metal sheets through forming or cutting processes. Forming bends or stretches the sheet without removing material, while cutting separates material. Common forming methods include bending, roll forming, spinning, and deep drawing, which shape the sheet. Sheet metal can be cut using shearing, punching, laser cutting, or plasma cutting. Final parts are used in industries like construction, appliances, furniture, and automobiles.