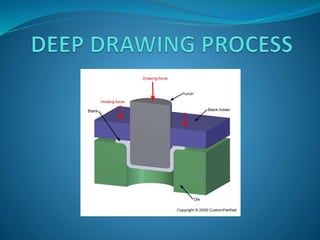
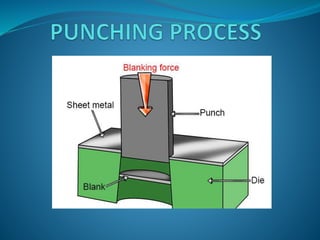
The document discusses sheet metal, a fundamental form in metalworking, detailing its types, including foil and plate, along with applications and common aluminum grades. It covers various sheet metal processes such as bending, curling, deep drawing, punching, and roll forming, highlighting their techniques and advantages. The information provided illustrates the importance of these processes in creating everyday objects and industrial applications.