Download as PDF, PPTX
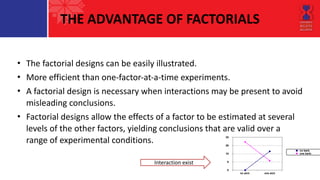
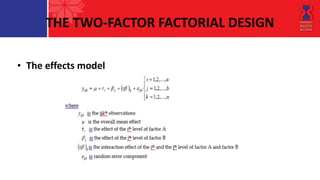
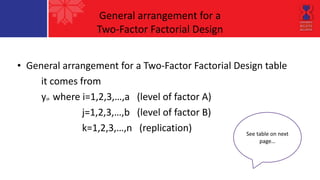
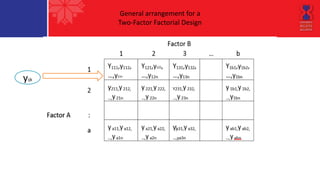








This document describes a two-factor factorial design experiment involving two factors, each with two levels. It defines what a factorial design is, how it is more efficient than single-factor experiments, and allows investigating interactions between factors. It provides an example of a 2x2 factorial design measuring the effects of two materials and two temperatures on battery life. Analysis of variance is performed on the example to investigate main effects and interactions between the factors.