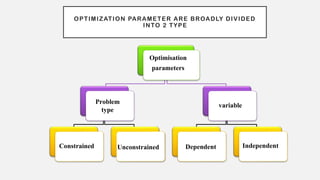
OPTIMIZATION PARAMETER AREBROADLY DIVIDED
INTO 2 TYPE
Optimisation
parameters
Problem
type
Constrained Unconstrained
variable
Dependent Independent
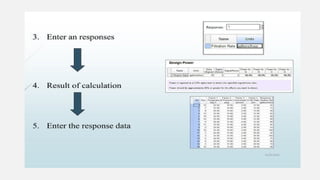
4.
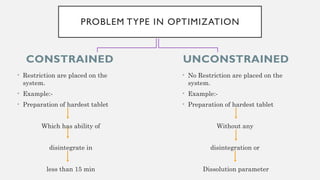
CONSTRAINED
• Restriction areplaced on the
system.
• Example:-
• Preparation of hardest tablet
Which has ability of
disintegrate in
less than 15 min
UNCONSTRAINED
PROBLEM TYPE IN OPTIMIZATION
• No Restriction are placed on the
system.
• Example:-
• Preparation of hardest tablet
Without any
disintegration or
Dissolution parameter
5.
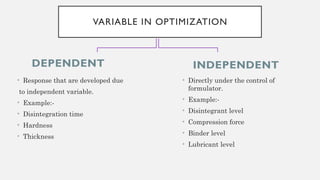
DEPENDENT
• Response thatare developed due
to independent variable.
• Example:-
• Disintegration time
• Hardness
• Thickness
INDEPENDENT
VARIABLE IN OPTIMIZATION
• Directly under the control of
formulator.
• Example:-
• Disintegrant level
• Compression force
• Binder level
• Lubricant level
6.
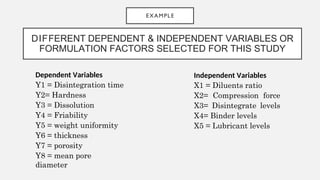
DIFFERENT DEPENDENT &INDEPENDENT VARIABLES OR
FORMULATION FACTORS SELECTED FOR THIS STUDY
EXAMPLE
Dependent Variables
Y1 = Disintegration time
Y2= Hardness
Y3 = Dissolution
Y4 = Friability
Y5 = weight uniformity
Y6 = thickness
Y7 = porosity
Y8 = mean pore
diameter
Independent Variables
X1 = Diluents ratio
X2= Compression force
X3= Disintegrate levels
X4= Binder levels
X5 = Lubricant levels
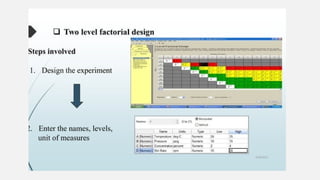
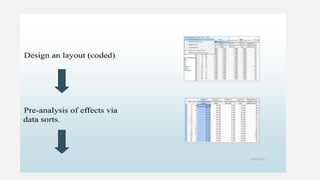
EXPERIMENTAL DESIGN
• AStatistical design that advises
Set of combination of variable
Is Known as Experimental design.
Various experimental design are
Choose depend on the number of
Factor , level & probable interaction
9.
ADVANTAGES
• Because ofthe ability to improve produce
there will be more innovation.
• There are fewer batch failure.
• The result have been replicated.
• Technology transfer to production that is
more efficient.
• Regulatory confidence in stable product is
higher.
10.
TYPES OF EXPERIMENTAL
DESIGN
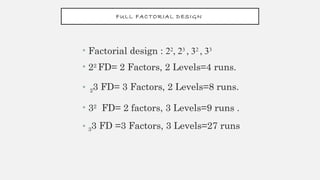
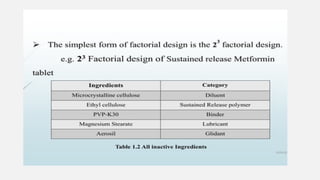
1.Factorial design :-
Full Factorial Design: –
o Two level full FD
o Three level full FD
Fractional Factorial Design: –
o Homogeneous Fractional Design
o Mixed Level Fractional Design
o Box – Hunter Design
o Placket Burman Design
2. Response Surface Methodology:-
Central Composite Design
Box – Behnken Design
3. Taguchi Design:-
4. Mixture Design:-
11.
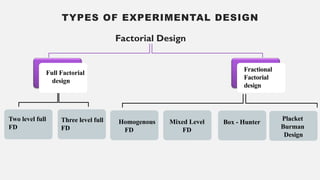
TYPES OF EXPERIMENTALDESIGN
Factorial Design
Full Factorial
design
Fractional
Factorial
design
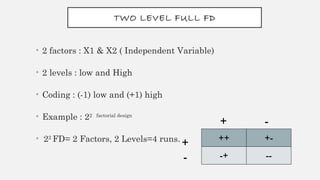
Two level full
FD
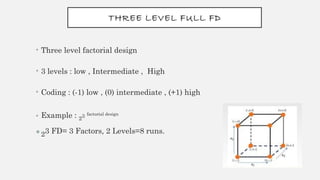
Three level full
FD
Homogenous
FD
Mixed Level
FD
Box - Hunter
Placket
Burman
Design
12.
FACTORIAL DESIGN
• Factorialdesign technique introduced by “Fisher” in 1926.
• Factorial experiment is an experiment whose design consist of two or more factor each
with different possible values or “level”.
• Factorial design applied in optimization technique.
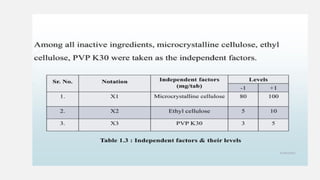
• Factorial design depends on Independent variable for development of new formulation.
• Factorial design also depend on level as well as coding.
• There are three type of levels:- LOW , INTERMEDIATE , HIGH
• Simultaneously Coding take place for level: LOW (-1) , INTERMEDIATE (0) , HIGH (+1)
13.
ADVANTAGES OF FACTORIALDESIGN
• Its easier to study the combined effect of two or more
factors simultaneously and analyze their
interrelationships.
• It has a wide range of factor combination are used.
• It saves time.
• It permits the evaluation of interaction effects.
14.
DISADVANTAGES OF FACTORIALDESIGN
• Its complex when several factors are involved
simultaneously.
• Wasting of time and experimental material.
• Increase in factor size leads to increase in block
size which increase the chance of error.
15.
FULL FACTORIAL DESIGN
•FFD involve studying the effect of all possible factor at various
level, including the interaction with total number of runs.
• A design in which every setting of every factor appears with
setting of every other factor is full factorial design.
• If there is k factor, each at Z level, a full FD has
( Level )factor
Zk
FRACTIONAL FACTORIAL DESIGN
•In full FD ,as a number of factor or level increases, the number of
experiment required exceeds to unmanageable levels.
• In such cases , the number of experiment can be reduced systematically
and resulting design is called as Fractional Factorial Design (FFD).
• Applied if no of factor are more than 5.
• Levels combinations are chosen to provide sufficient information to
determine the factor effect.
29.
ADVANTAGES OF FRACTIONALFACTORIAL DESIGN
• Screening experiment.
• Consider all or some interaction are negligible.
• Carry out only fraction of full factorial design.
• Used when 2 or more variable
30.
DISADVANTAGES OF FRACTIONALFACTORIAL DESIGN
• Chances of large error.
• Confounded the interaction effect.
• Polynomial equation value will found less than 1 in some
FFD.
• The main effect can’t be clearly interpreted if interaction
effect absent or not
HOMOGENEOUS FRACTIONAL DESIGN
•Useful when large number of factors must be screened
MIXED LEVEL DESIGN
• Useful when variety of factors need to be evaluated for main effects and
higher level interactions can be assumed to be negligible.
BOX HUNTER DESIGN
• Factorial design with factor of more than two level can be
specified as homogenous fractional or mixed level fractional.
33.
PLACKET BURMAN DESIGN
•Placket burman design are experimental design presented 1946 by
Robbin L. Placket and J.P. Burman.
• Also known as screening design.
• Design at where each factor is present at 2 level and where the no.
of run N is a multiple of 4.
• No. of factor increase, increase in no. of runs.
• Screening large no. of variable in the lowest no. of runs.
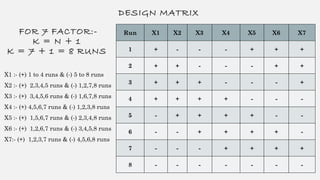
• 2 level of design , examining “N” parameter
• K = N + 1 runs
34.
WHEN TO USEPB DESIGN
1) In screening process.
2) When neglecting higher order interaction is possible.
3) In two level multi factor experiment.
4) When there are more than four factor.
5) To economically detect large main effect.
35.
ADVANTAGES
1) Study mainvariable at a time.
2) Economical.
3) Systemic of research.
4) Take less time for research.
5) Stastically proved.
6) Required less effort.
7) Reduced variability.
36.
DISADVANTAGES
1) Whether variableare significant or not.
2) Only 2 level can be studied
3) Interaction terms negligible
4) Risky process.
37.
ASSUMPTION
• Interaction areassumed
as negligible.
• Linearity is assumed (2
level) design
• Not including quadratic/
squared term.
DRAWBACK
• They do not verify, if the
effect of one factor depend on
another factor.
• If you run the smallest
design, it does not follow that
enough data has been
collected to know what those
effect are precisely
38.
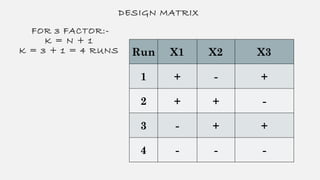
DESIGN MATRIX
FOR 3FACTOR:-
K = N + 1
K = 3 + 1 = 4 RUNS Run X1 X2 X3
1 + - +
2 + + -
3 - + +
4 - - -