Downloaded 647 times
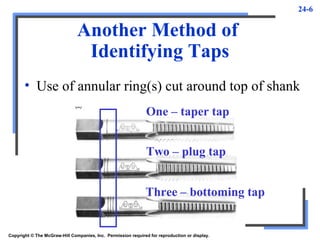
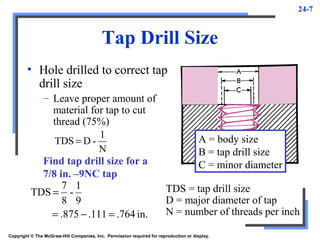

This document provides information about thread cutting tools and procedures. It discusses various types of taps used to cut internal threads, including hand taps, tap sizes and sets of taps. It also discusses tap drill sizes, how to tap holes, and methods for removing broken taps. Additionally, it covers threading dies used to cut external threads and the procedures for using hand dies. The objectives are to understand thread cutting tools and processes for both internal and external threads in inch and metric systems.