Downloaded 46 times


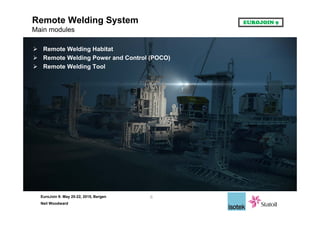
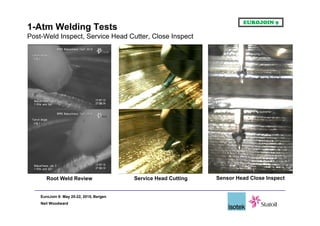
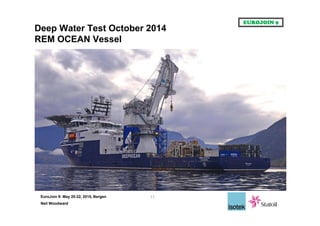
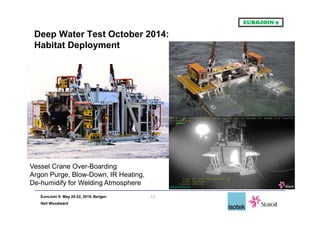
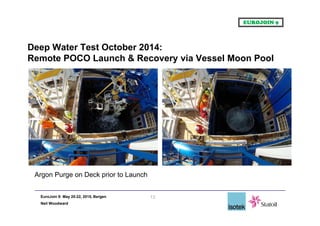
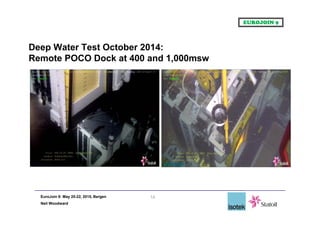
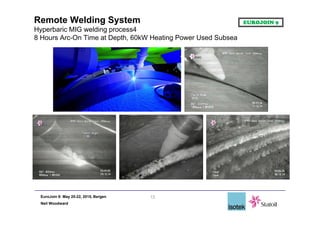
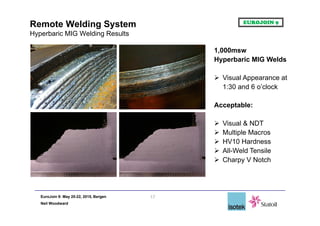

The document discusses subsea hyperbaric welding trials conducted by Neil Woodward for pipeline repair applications, focusing on a remote welding system designed for deep-water environments. Key components include a remote welding habitat, power control system, and tool, all tested for operation at depths up to 1,000msw. Results indicate successful welding processes and mechanical properties, with future developments aimed at extending the capabilities to smaller pipelines and greater depths.


































![arc_welding_safety[1]](https://cdn.slidesharecdn.com/ss_thumbnails/5ec67737-dec9-46f8-8fd9-fb83767a83f8-150902111301-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)


















































