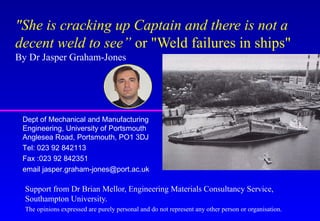





















































The document discusses several ship failures caused by weld defects. It describes Liberty Ship failures in WWII due to stress concentration and susceptible steel. It also examines more recent failures like the Derbyshire in 1980 which was associated with poor structural strength and design. The document analyzes failure cases in detail using photographs, metallurgical testing, and finite element modeling to understand the root causes, which included poor welds, material defects, corrosion, and inadequate inspection. Proper welding, materials selection, inspection, and risk management are identified as important to prevent future ship failures.








































![arc_welding_safety[1]](https://cdn.slidesharecdn.com/ss_thumbnails/5ec67737-dec9-46f8-8fd9-fb83767a83f8-150902111301-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)
























