Downloaded 207 times


The document outlines basic statistical process control (SPC) concepts and tools aimed at quality improvement in manufacturing processes. It covers important topics such as variation types, the significance of sampling versus continuous monitoring, control charts, and process capability metrics like Cp and Cpk. Emphasis is placed on the proactive detection of process changes to prevent product defects and ensure higher quality standards.
Introduction to Statistical Process Control with key topics like Quality Improvement, Variation, SPC tools including Control Charts and Process Capability.
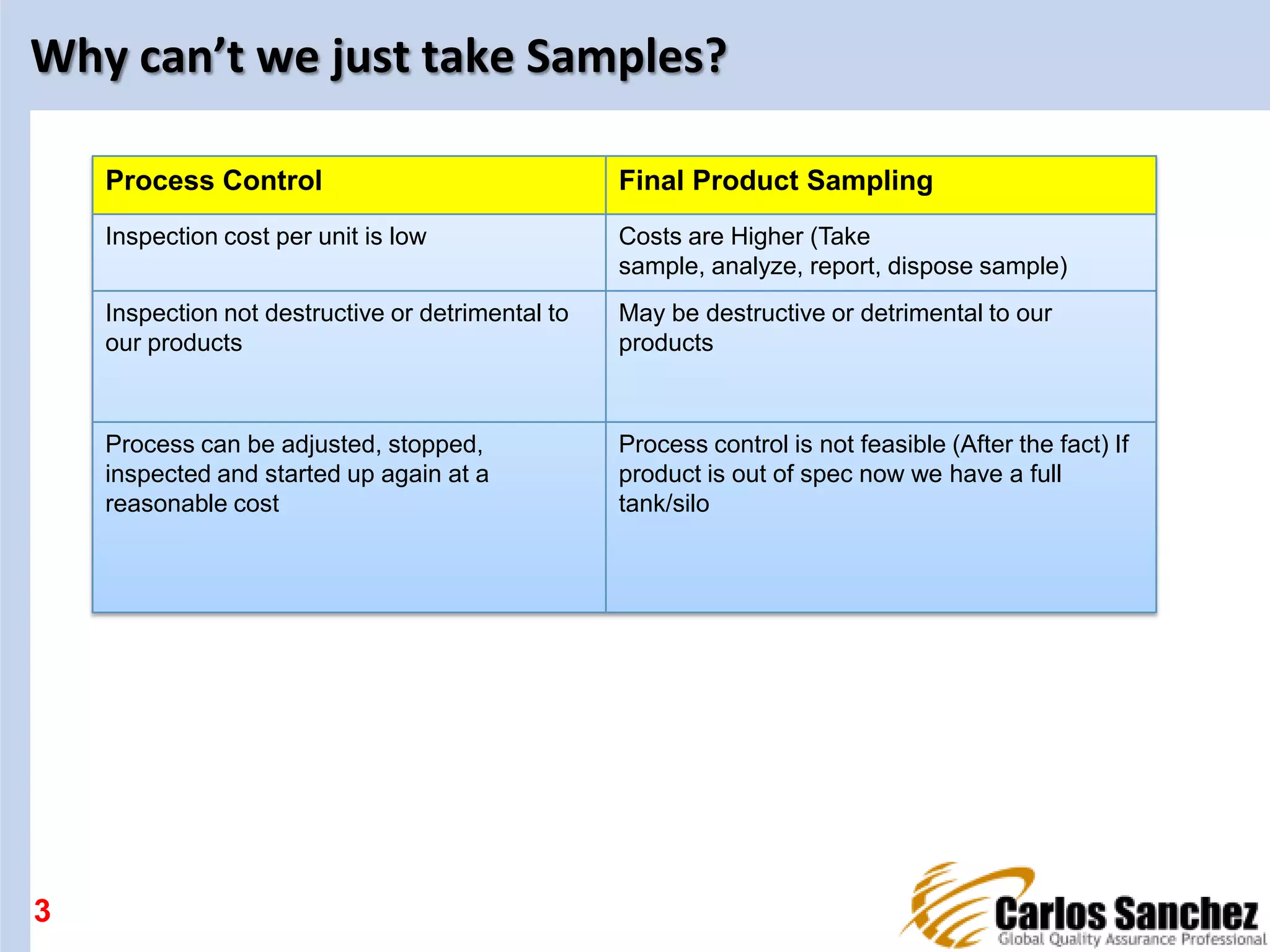
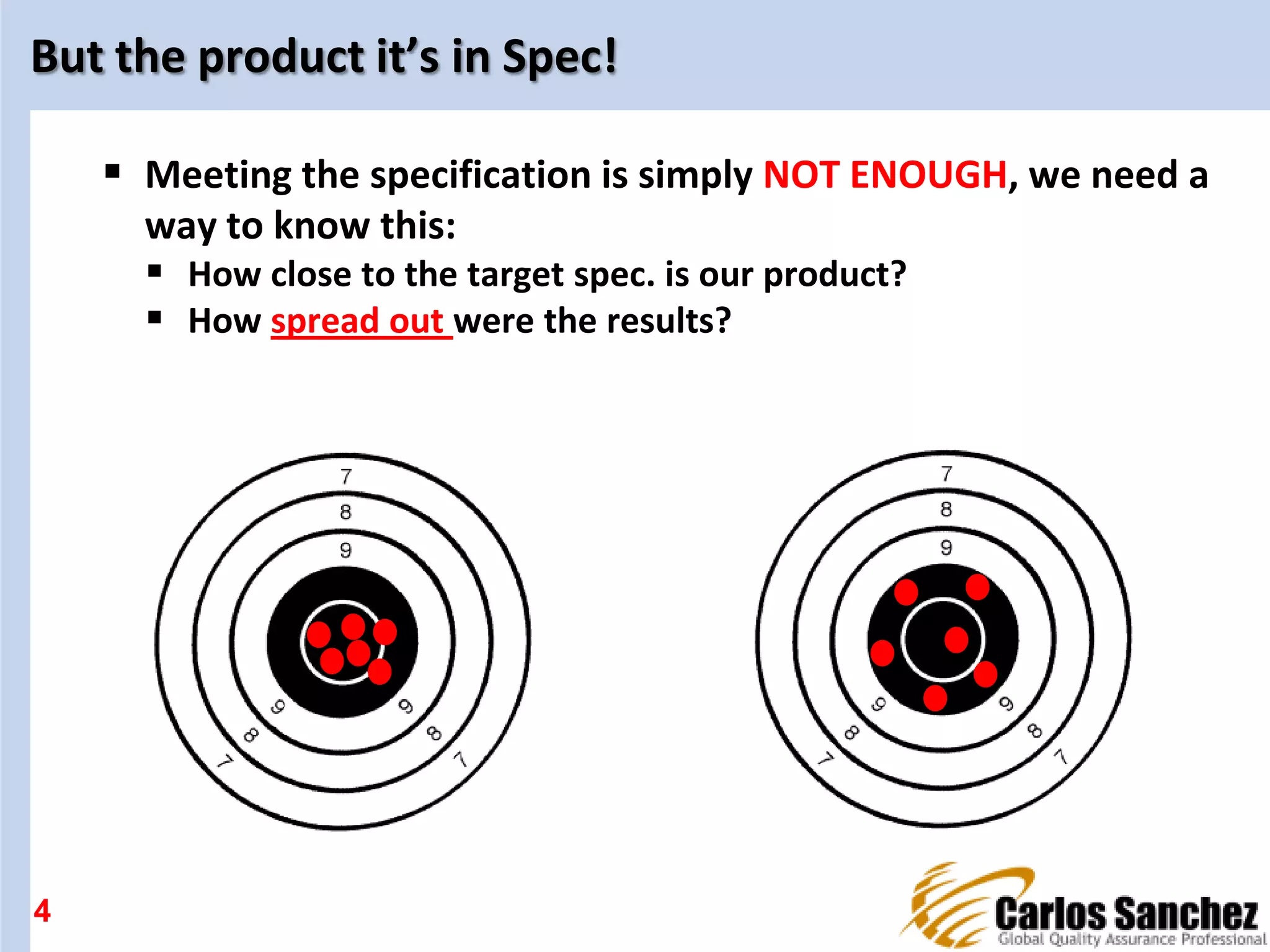
Explains the limitations of sampling in process control and emphasizes the need to assess how products meet specifications.
Details on assignable and common variation, ways to improve process control like SPC, Six Sigma, and Lean methods.
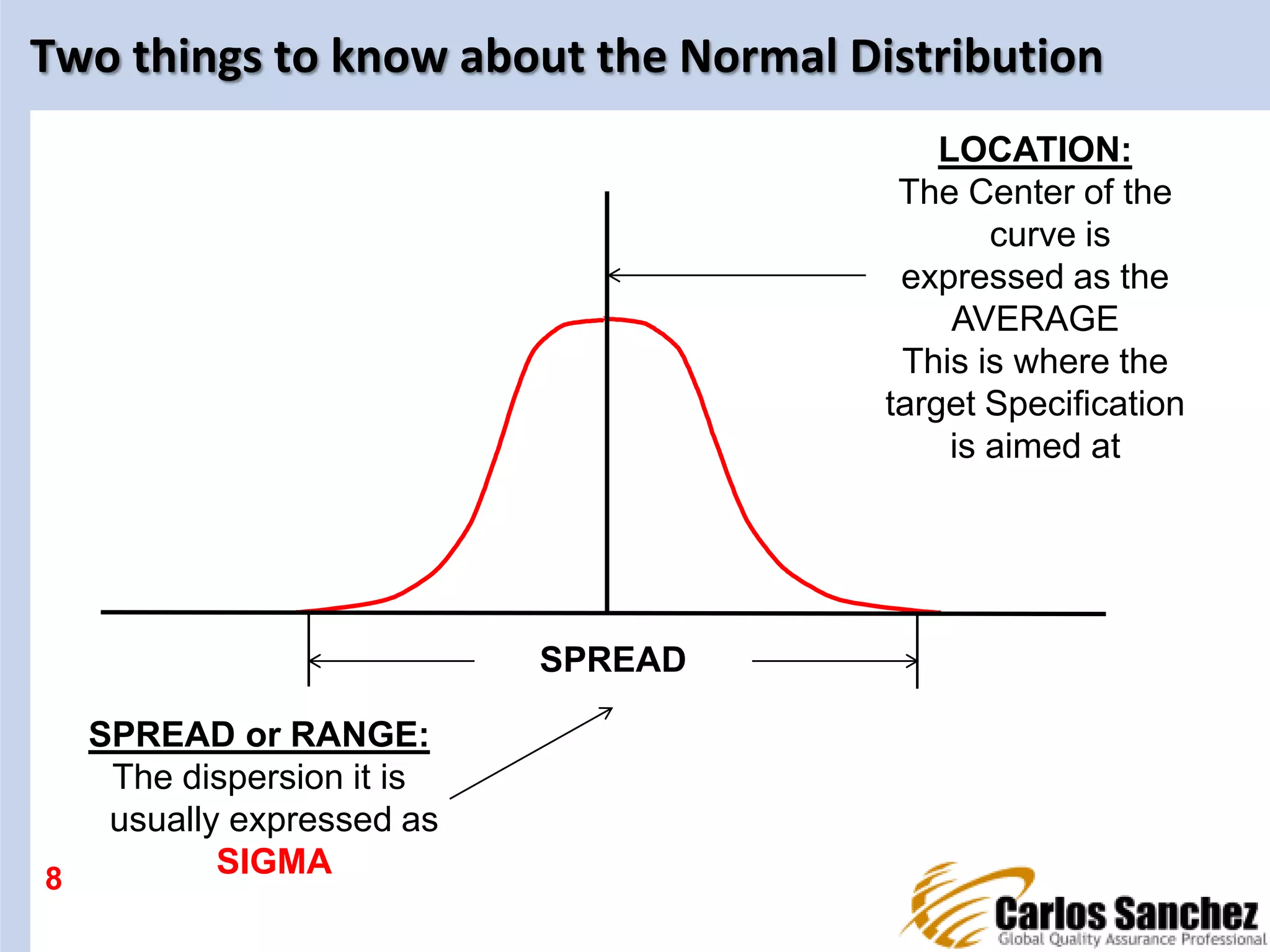
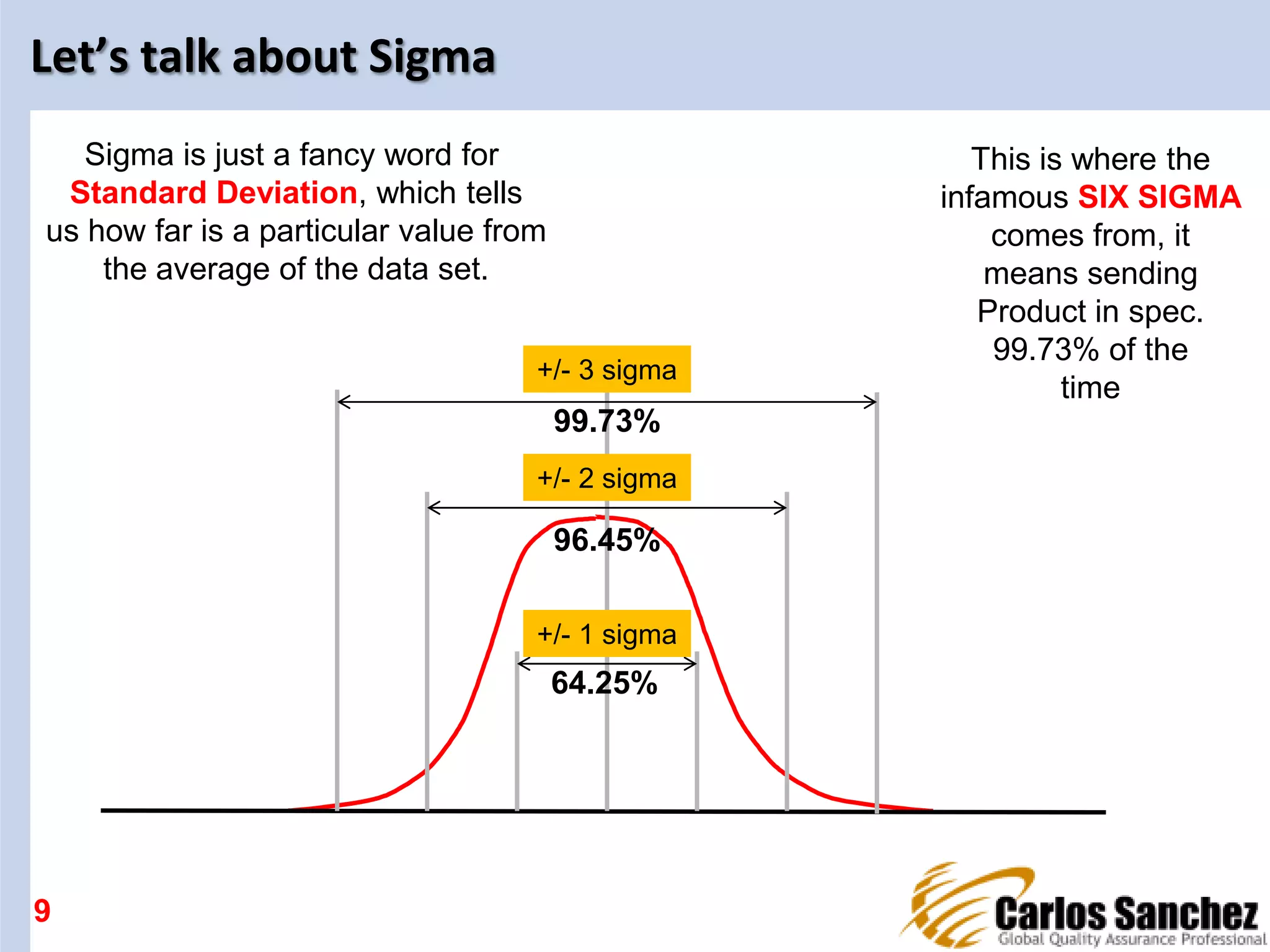
SPC as a tool to monitor process changes and its relation to the Normal Distribution and Sigma (standard deviation).
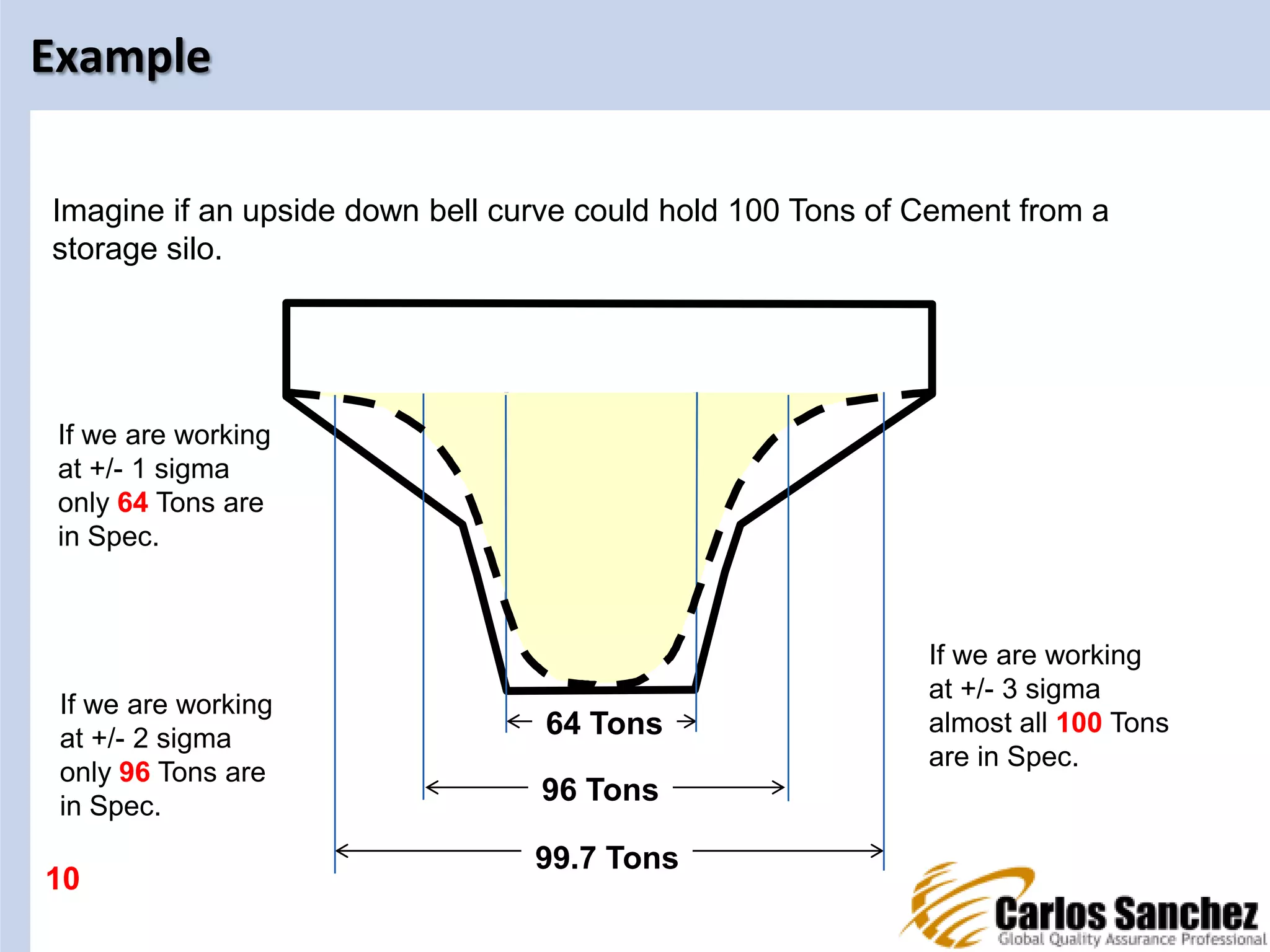
Illustration of how different sigma levels (1, 2, 3) impact product specification compliance.
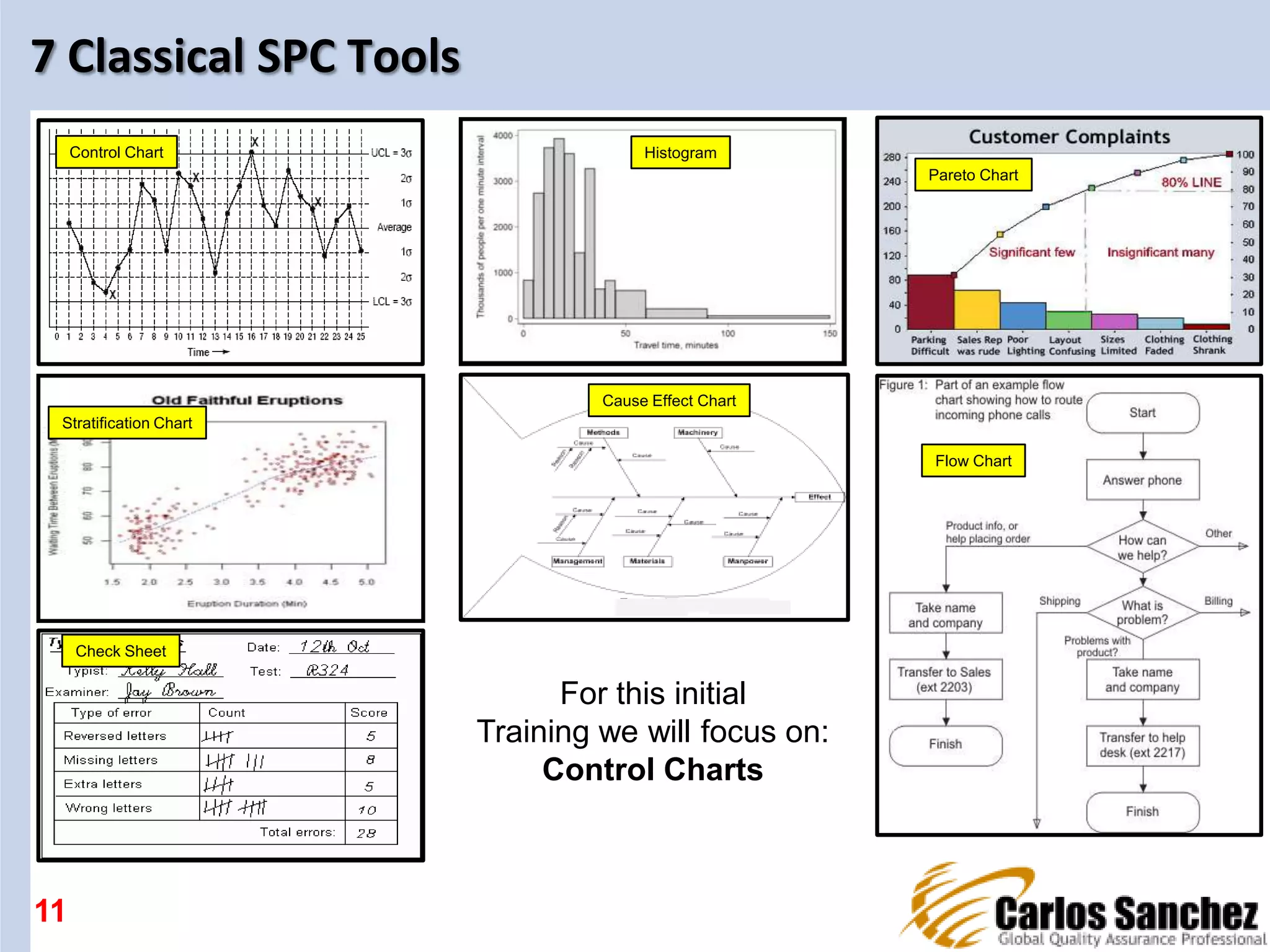
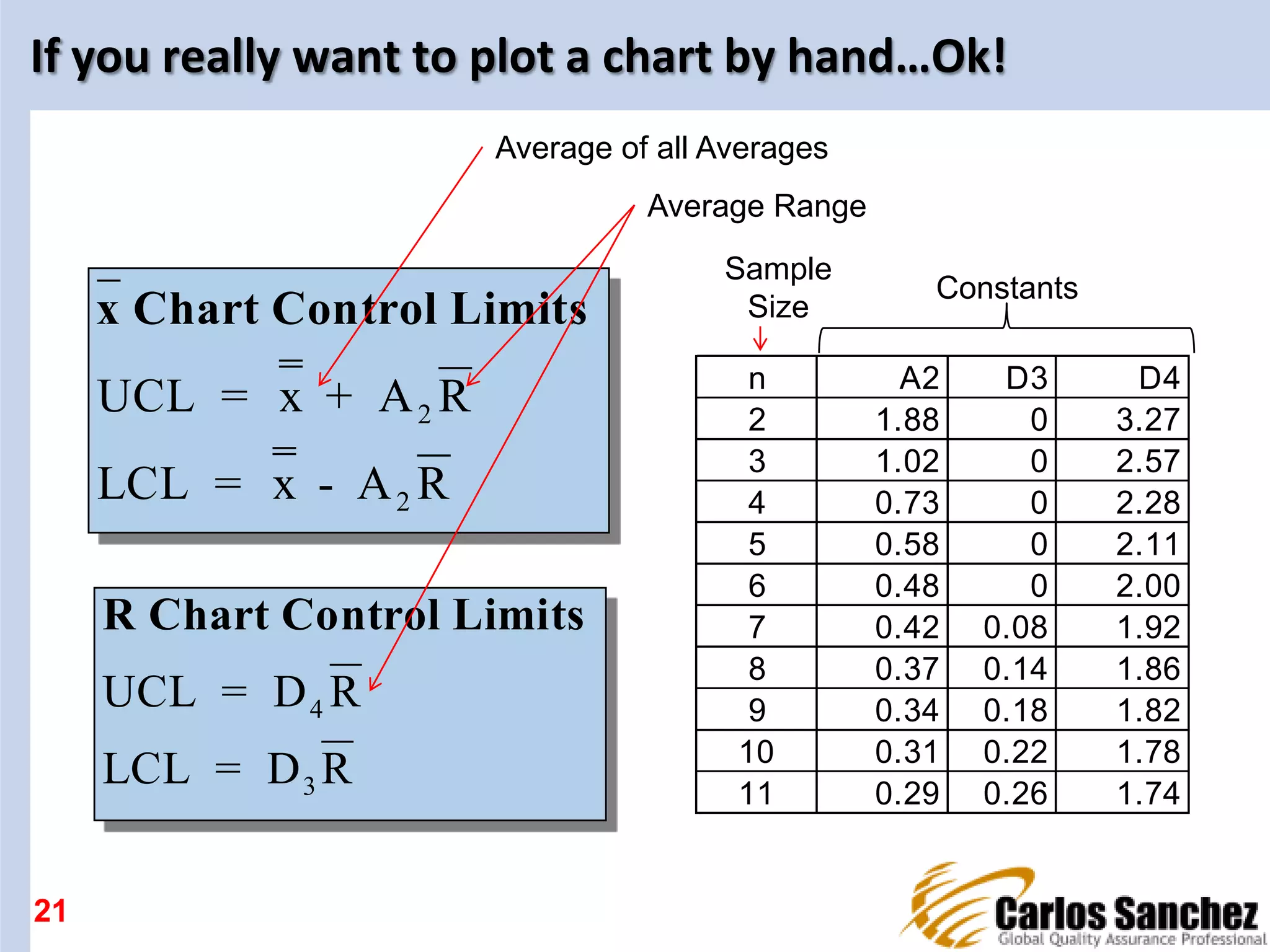
Introduction to classical SPC tools, focusing on the use of Control Charts for process analysis.
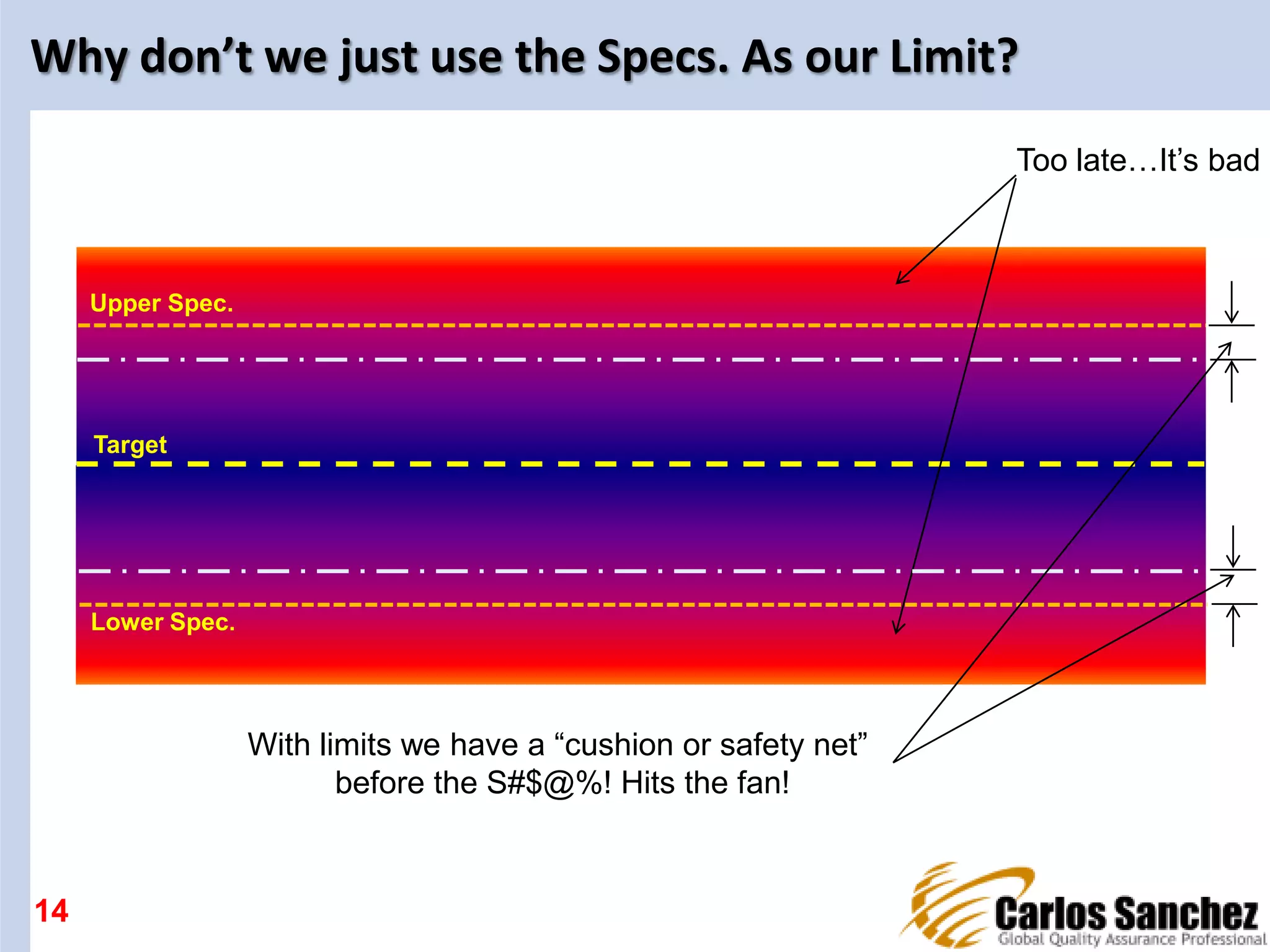
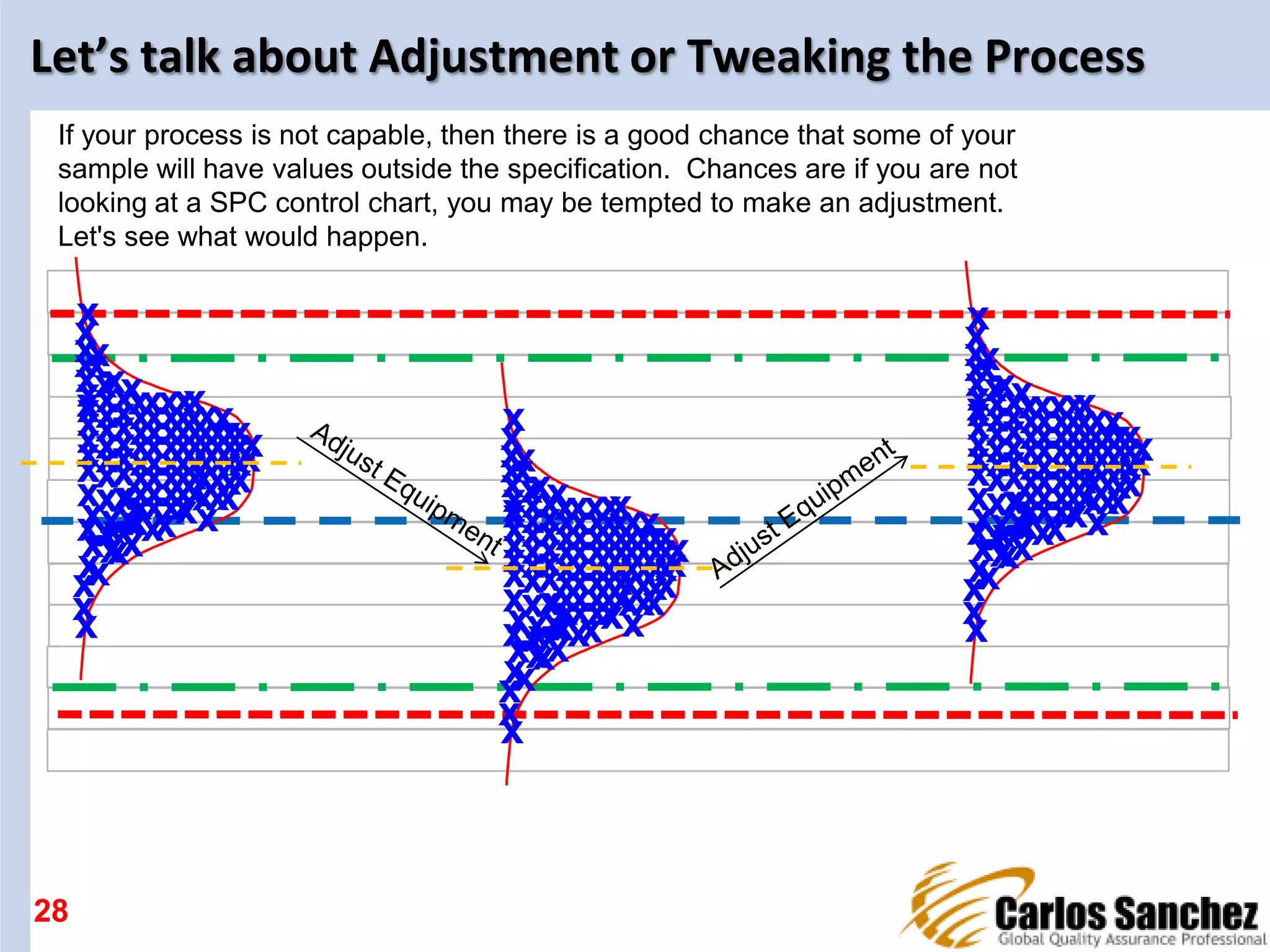
Justification for using control limits in monitoring processes instead of merely relying on specifications.
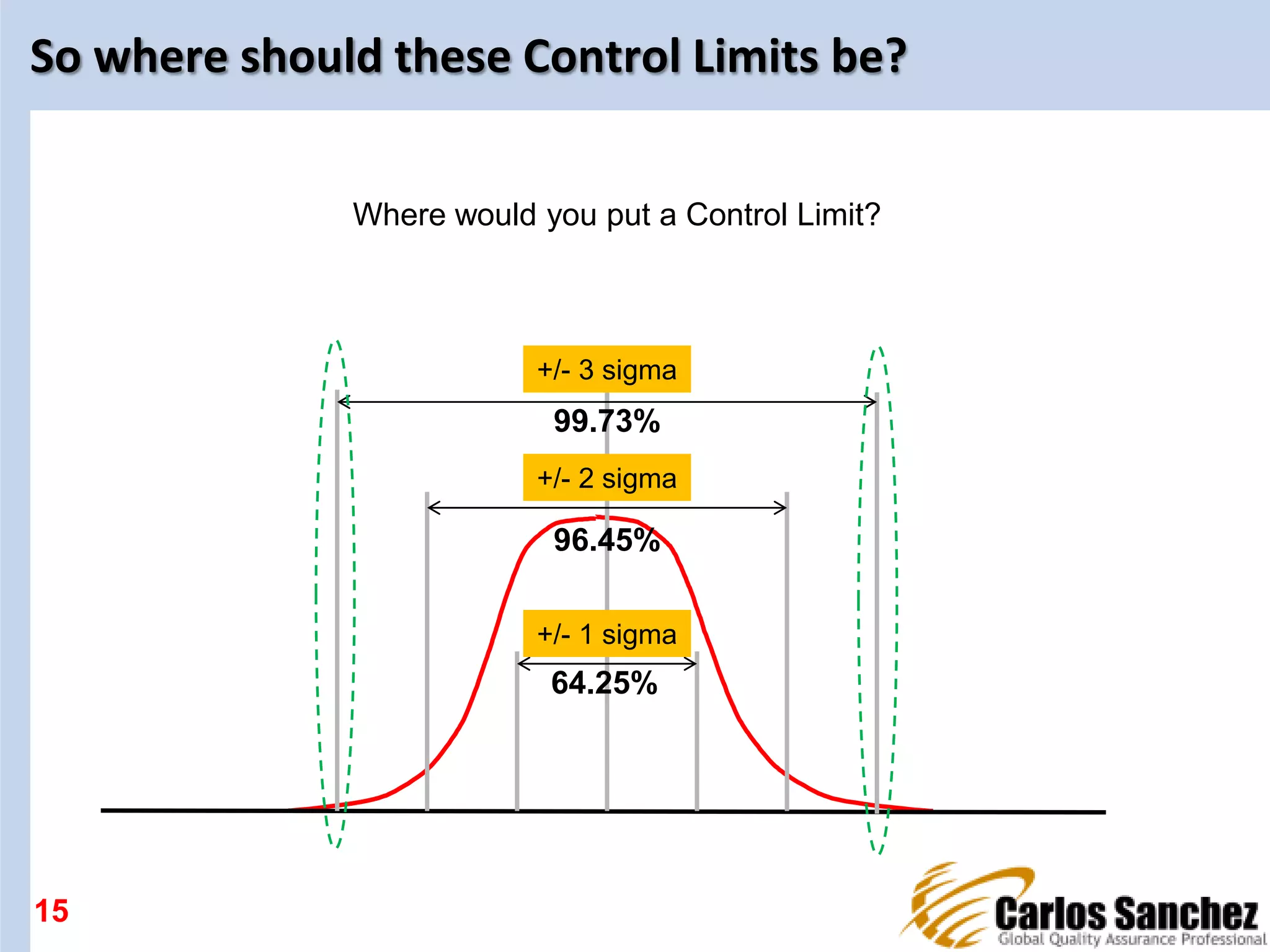
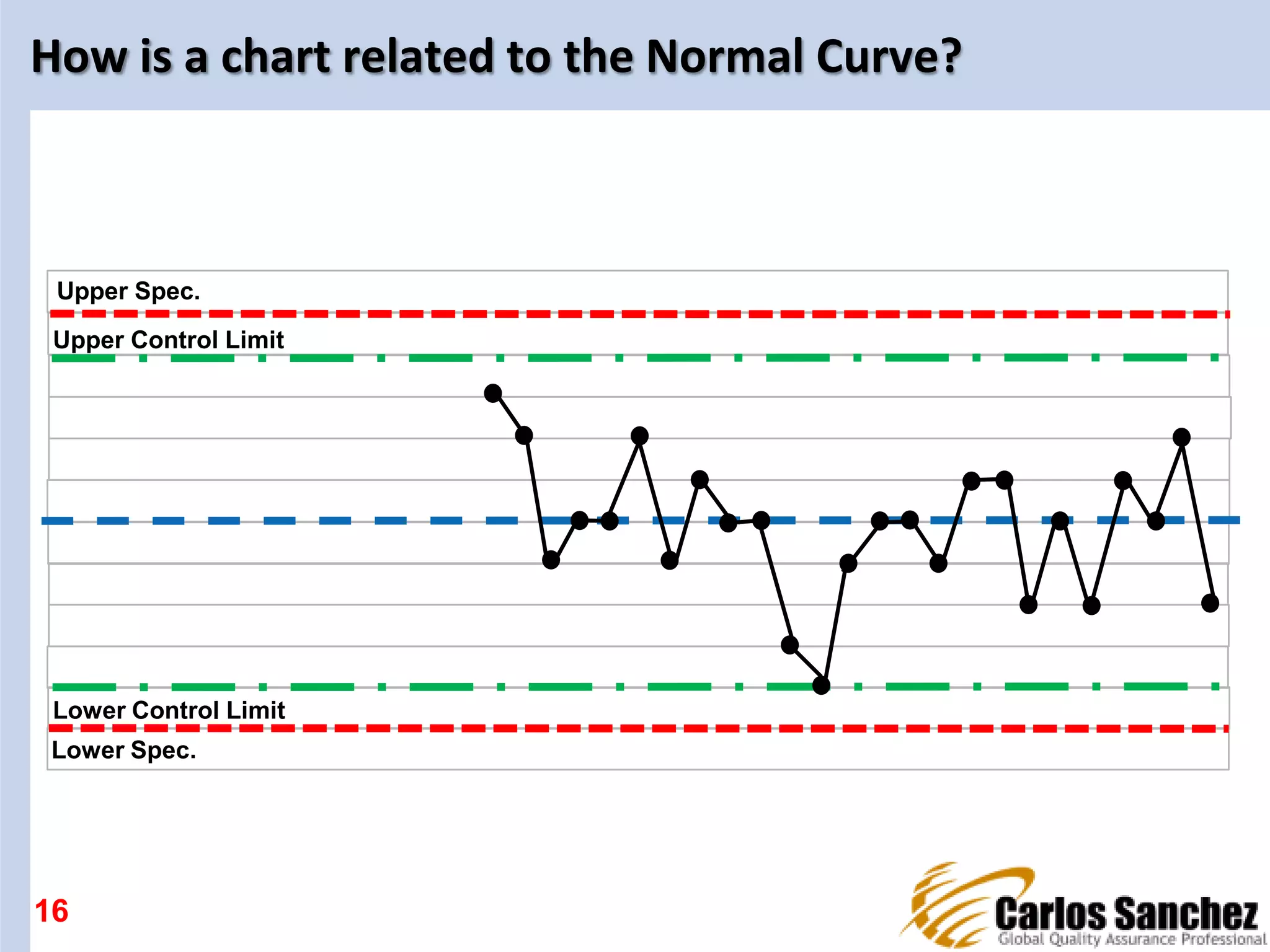
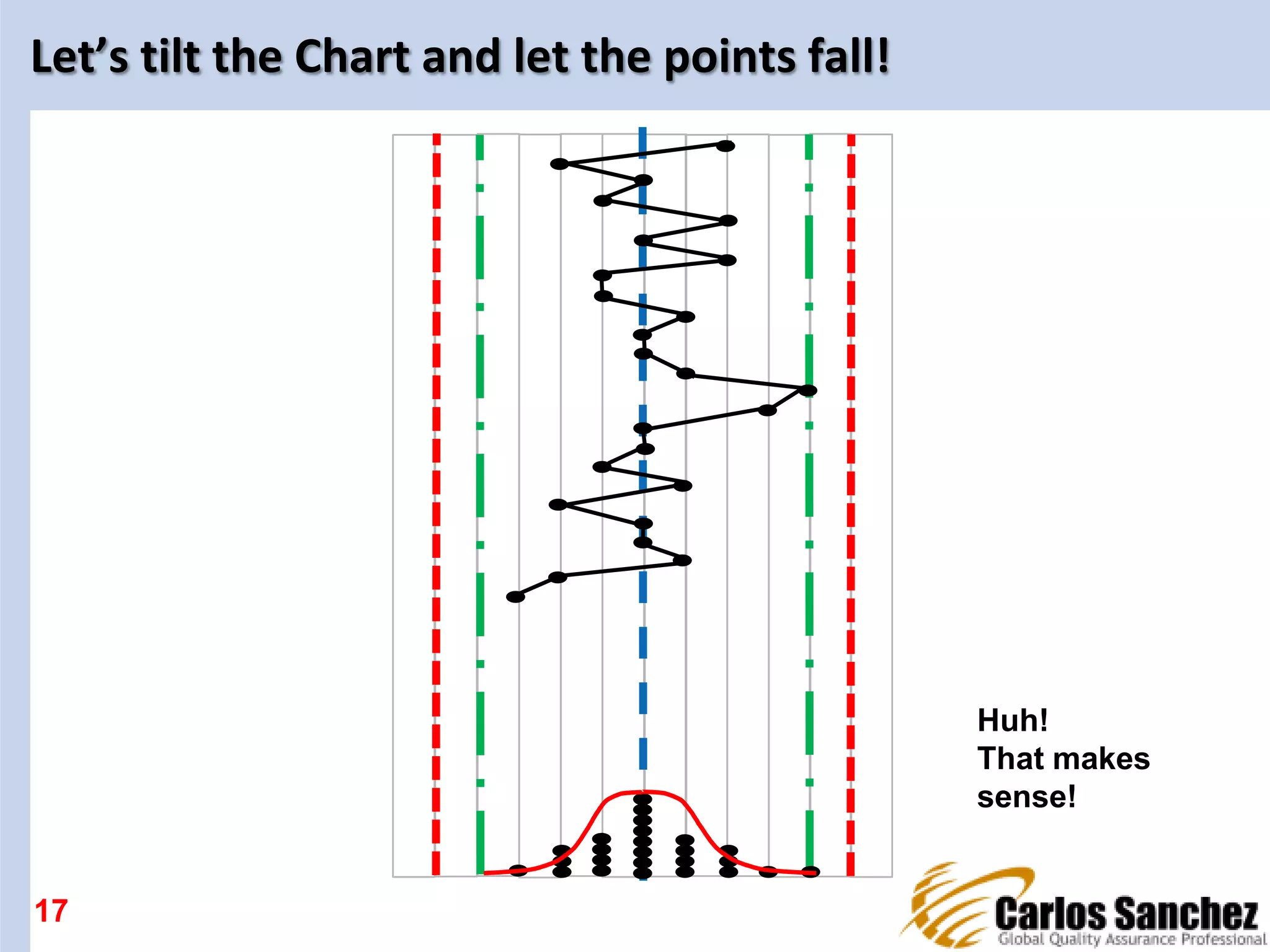
Understanding how control limits relate to the Normal Curve and central tendency in data analysis.
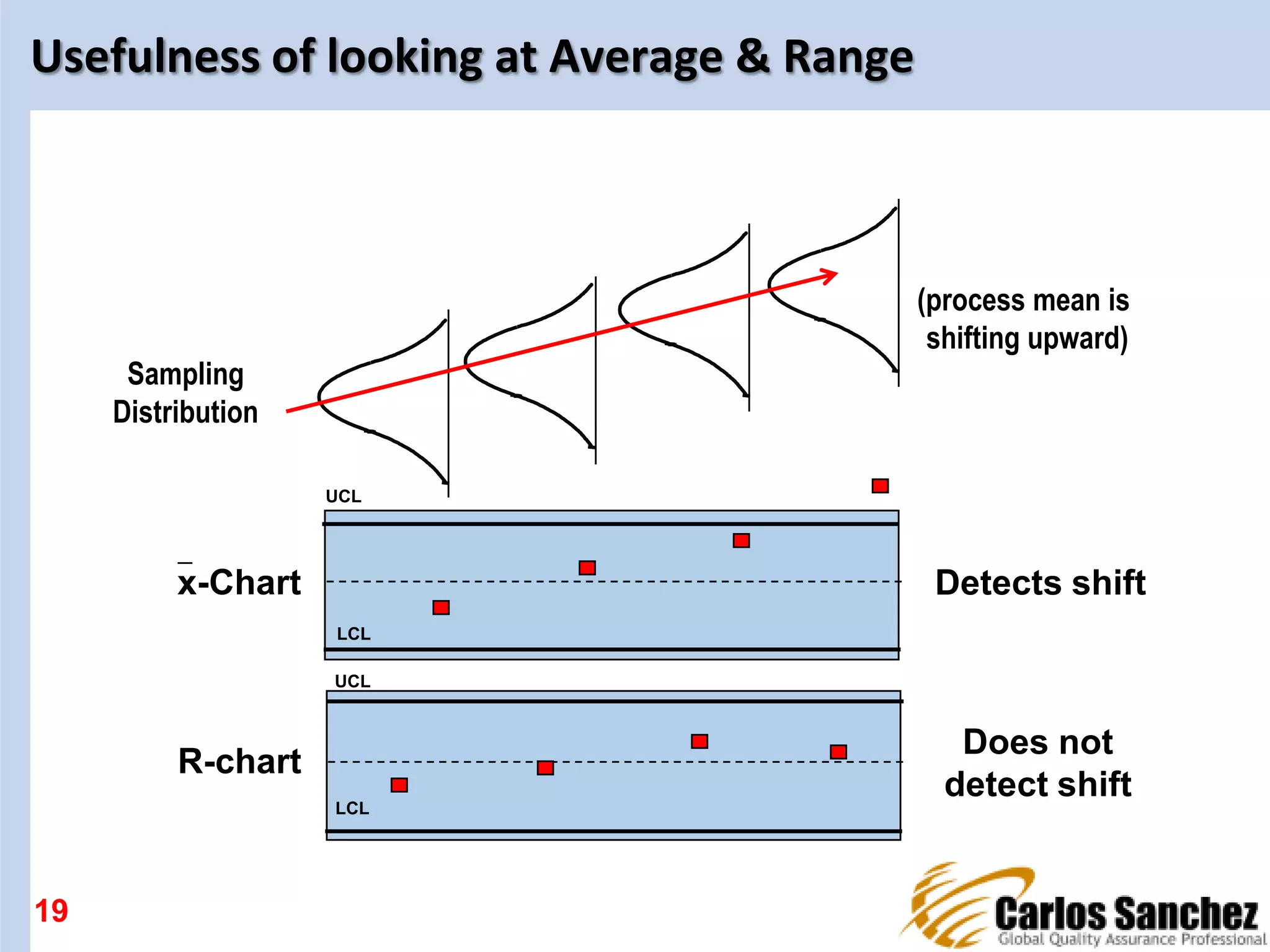
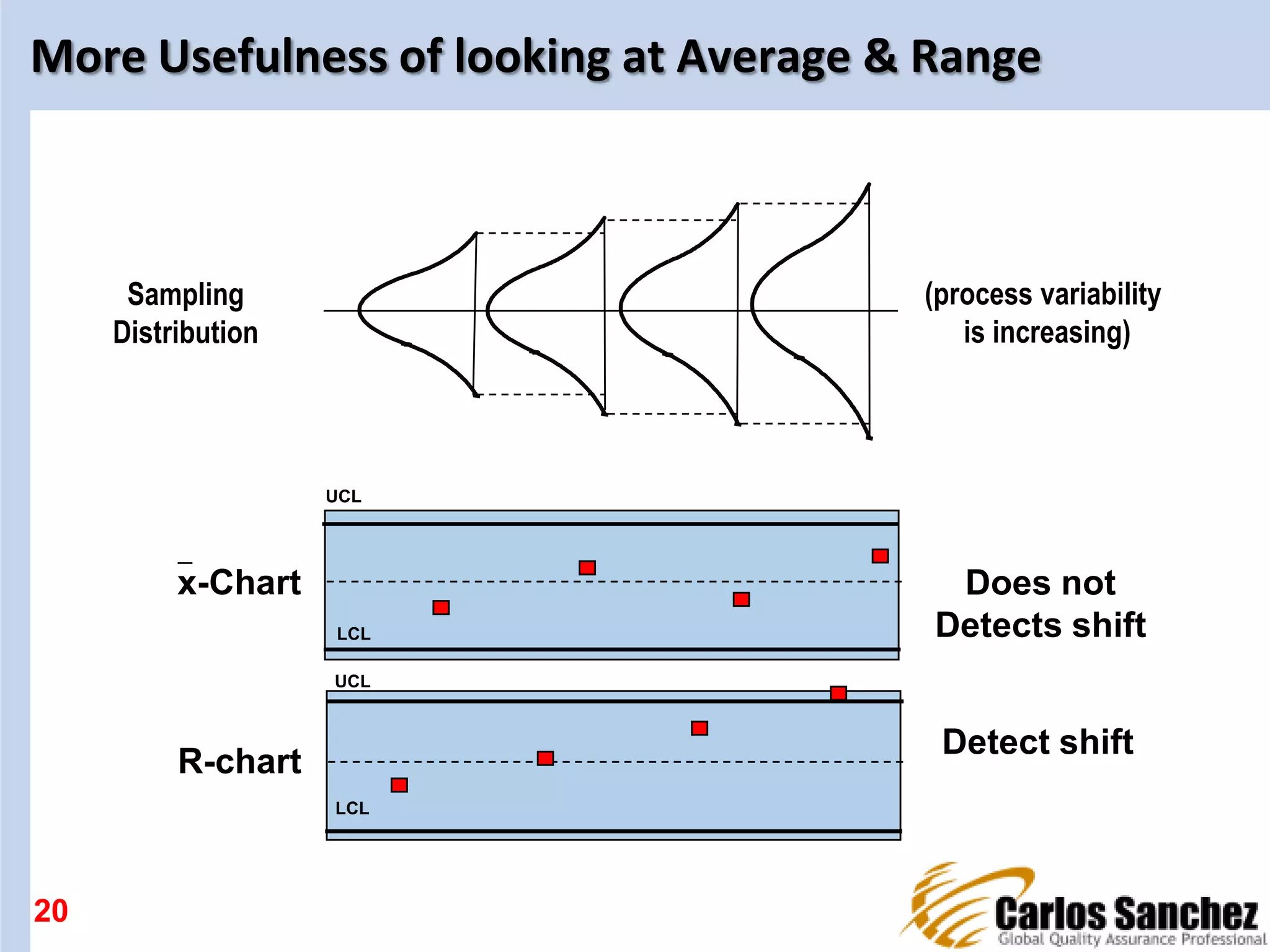
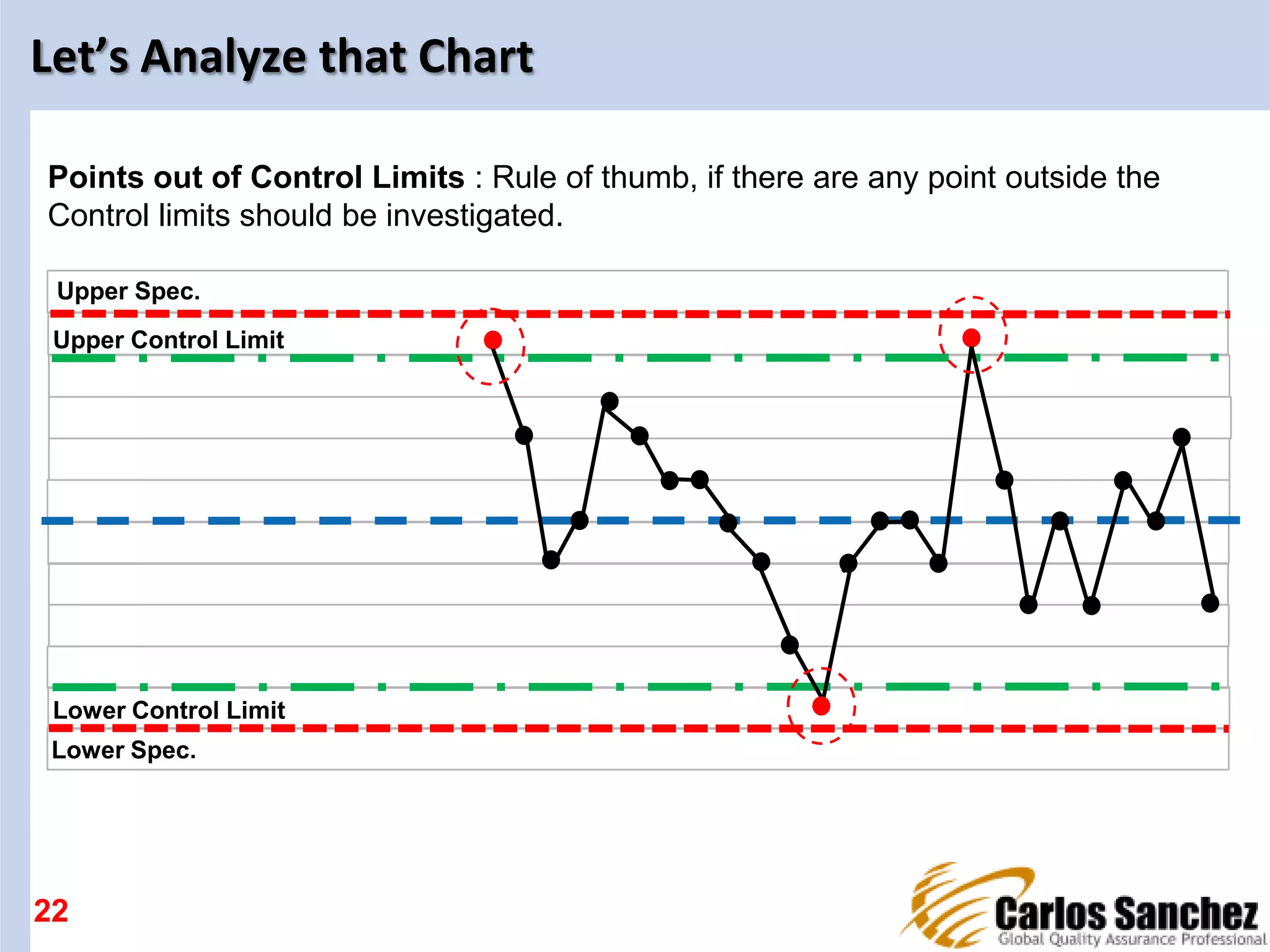
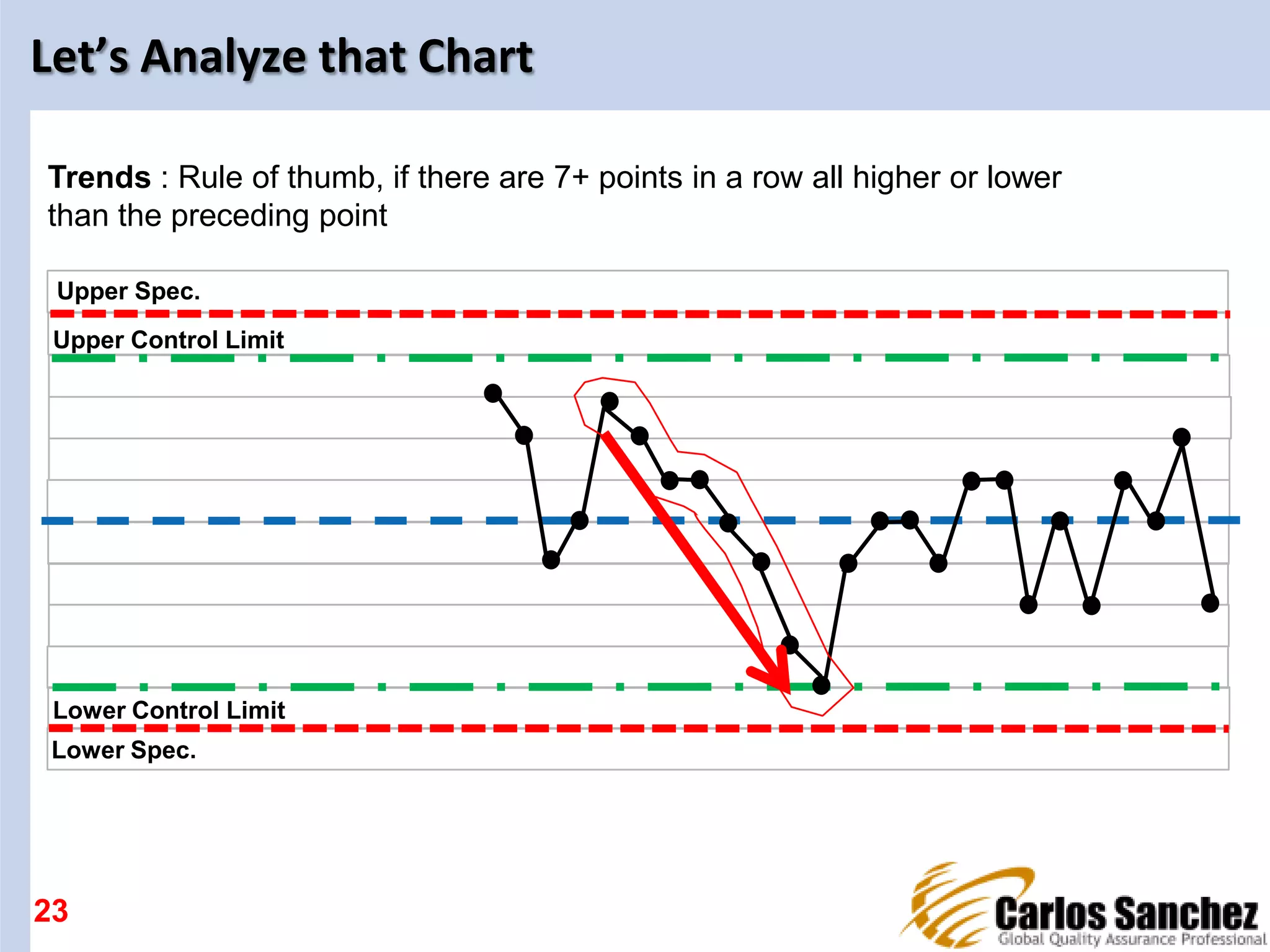
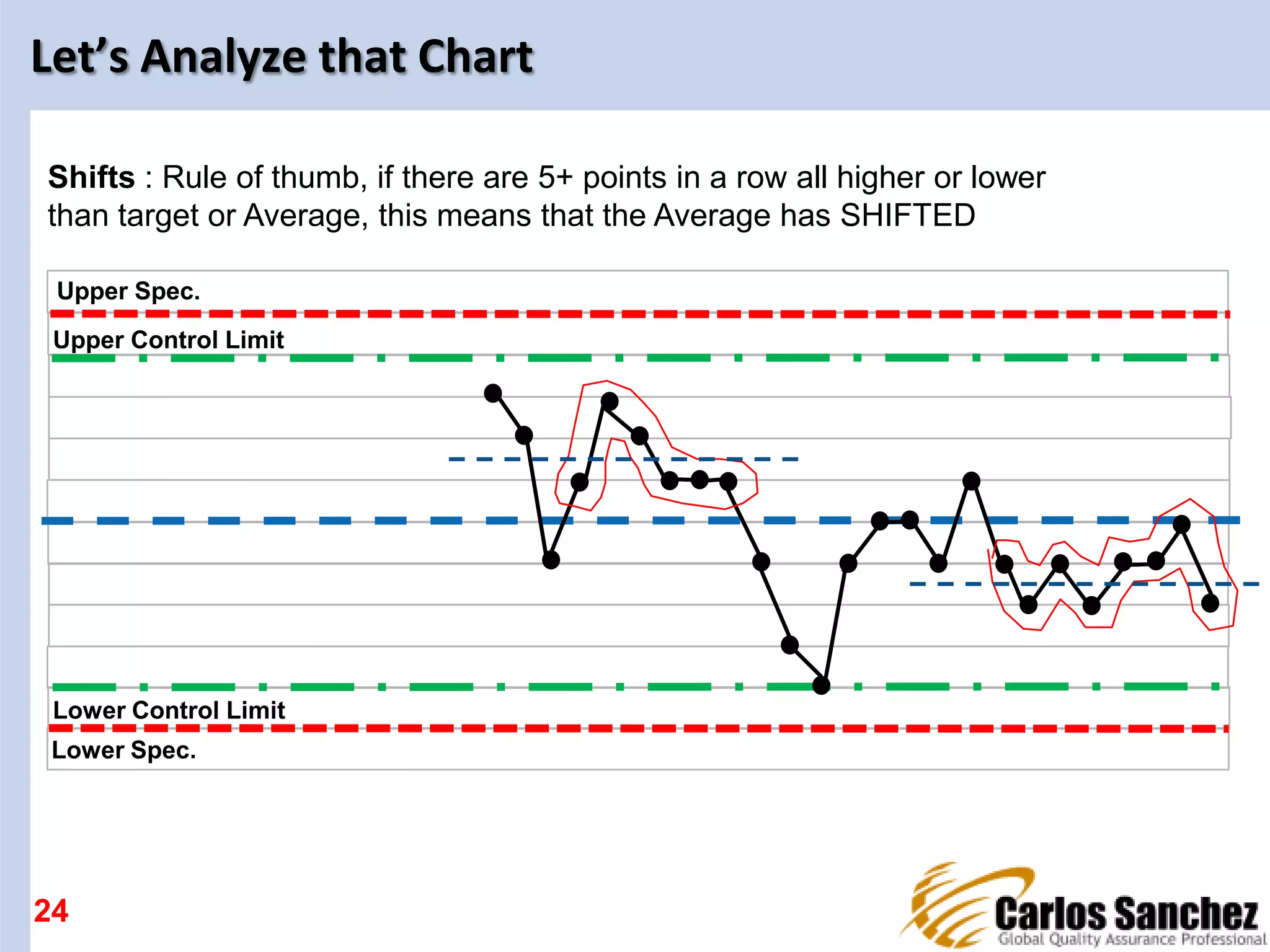
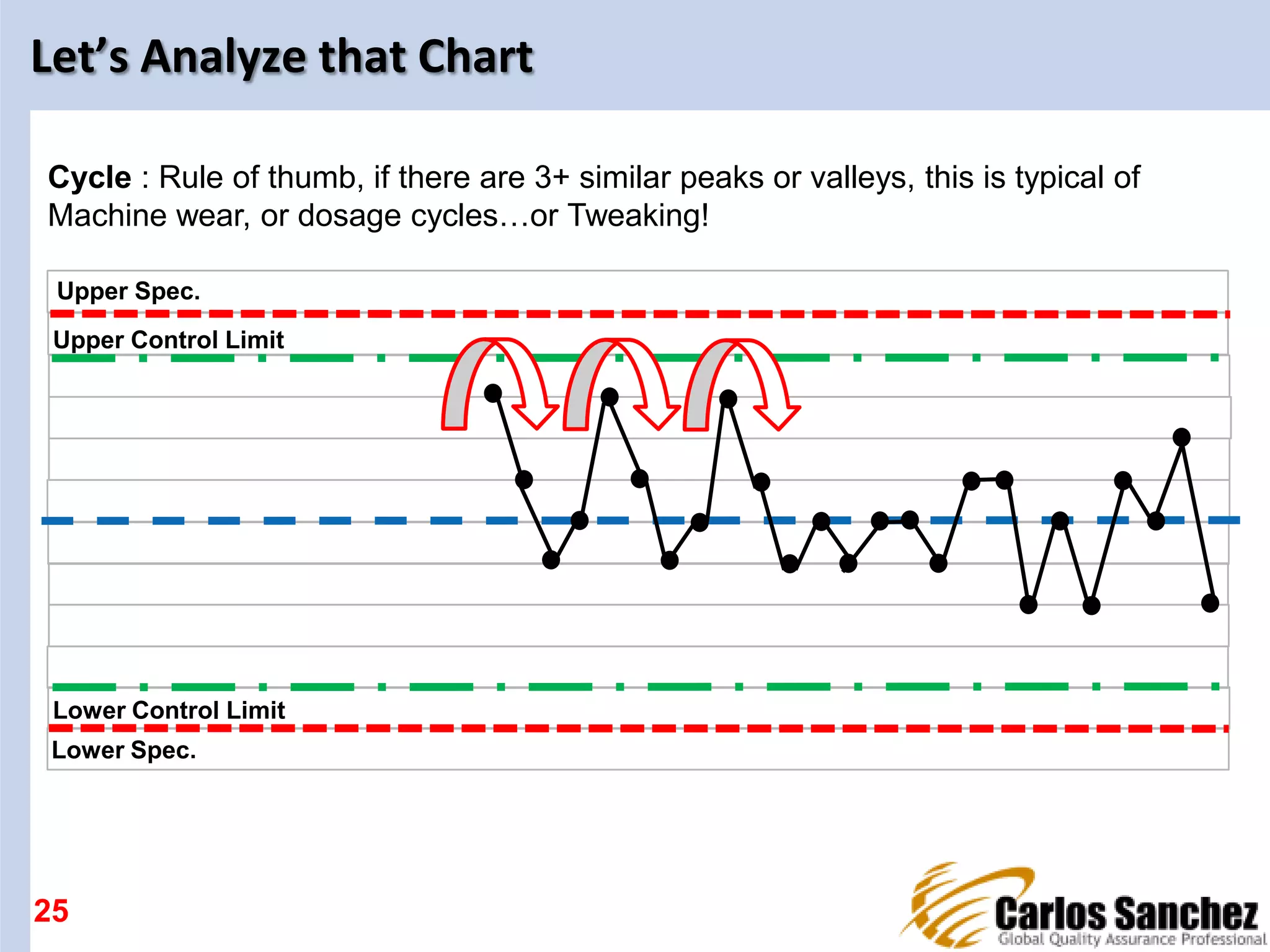
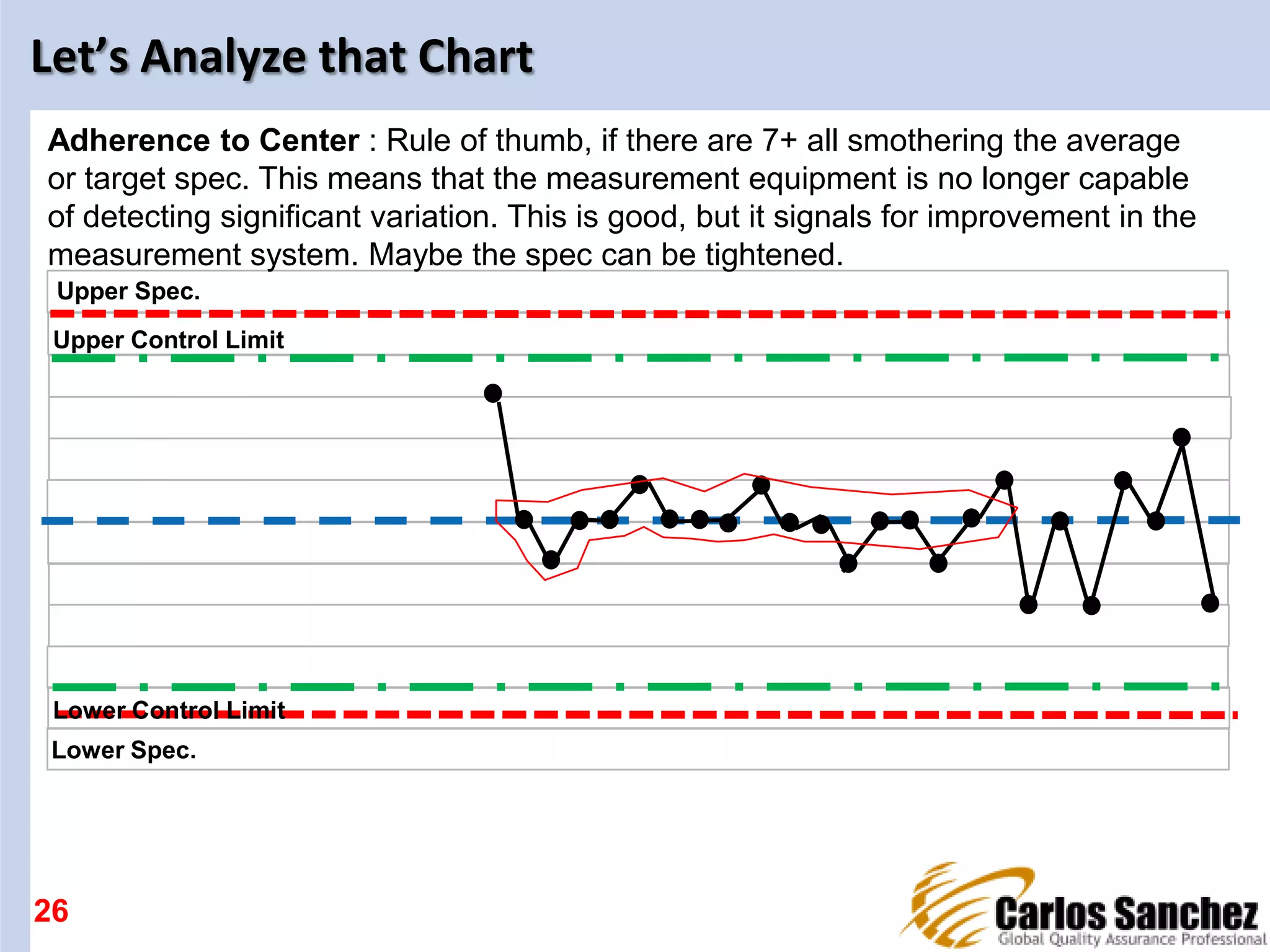
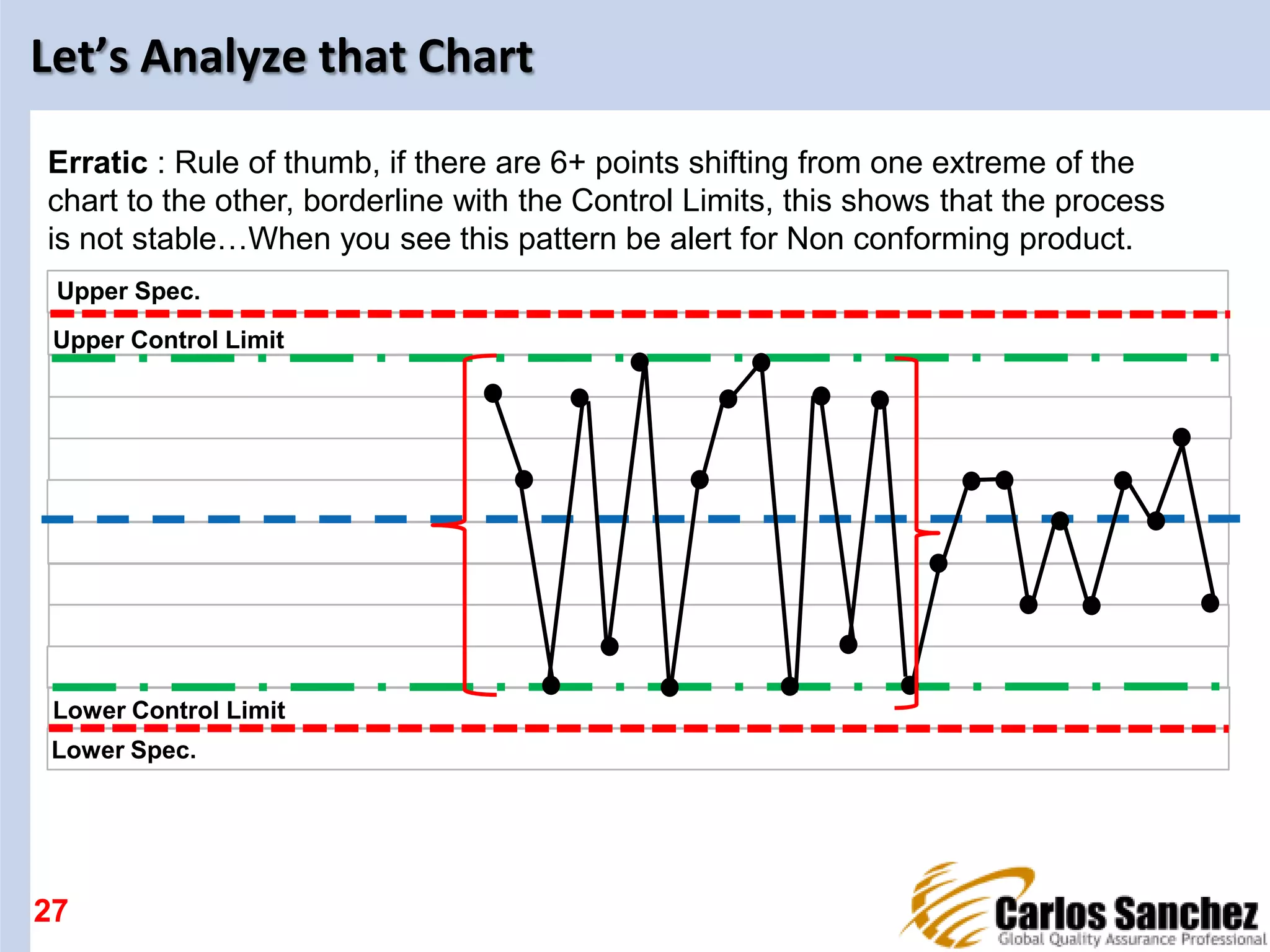
Analyzing control charts to detect shifts, trends, and the significance of measurement stability.
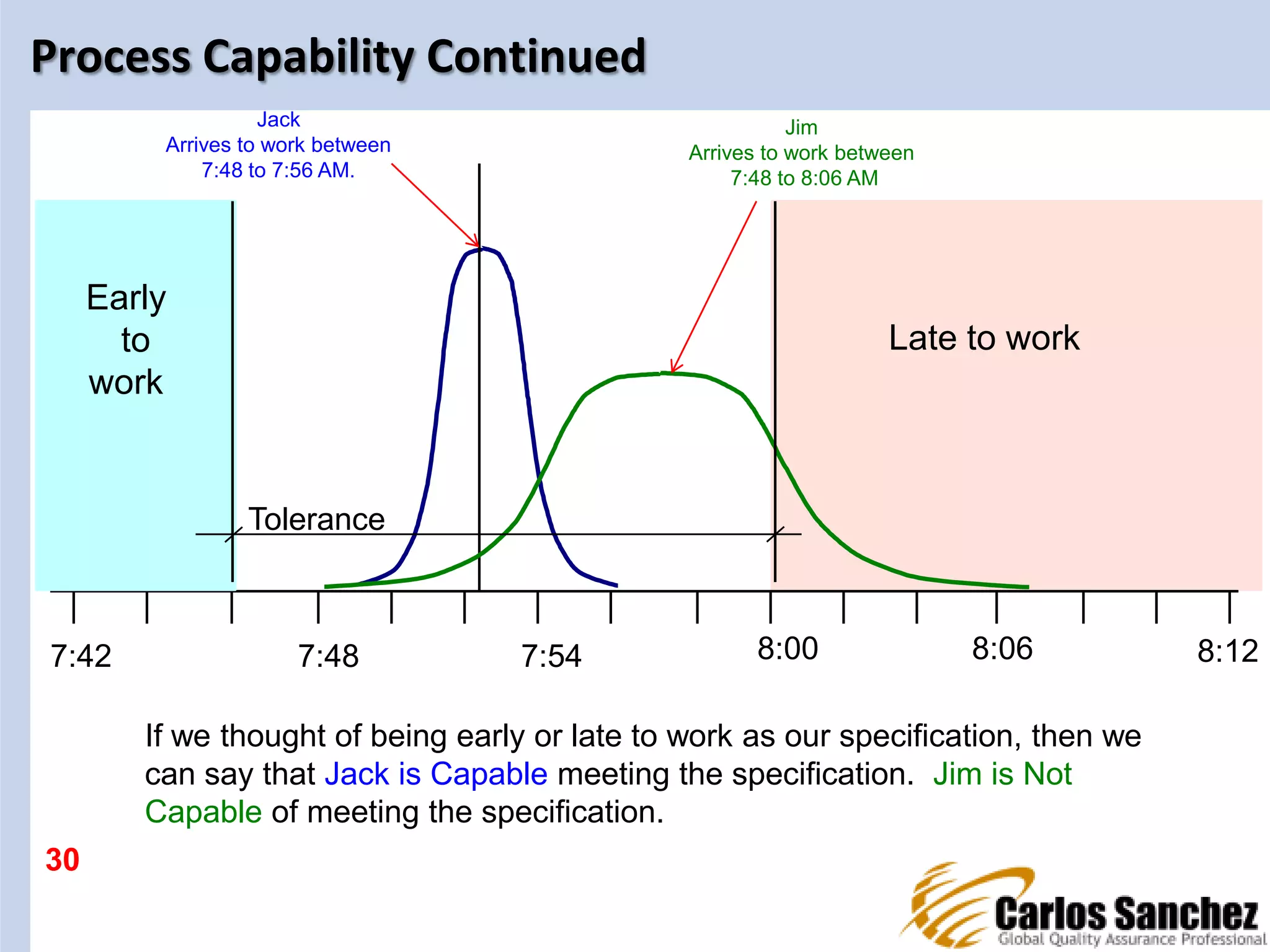
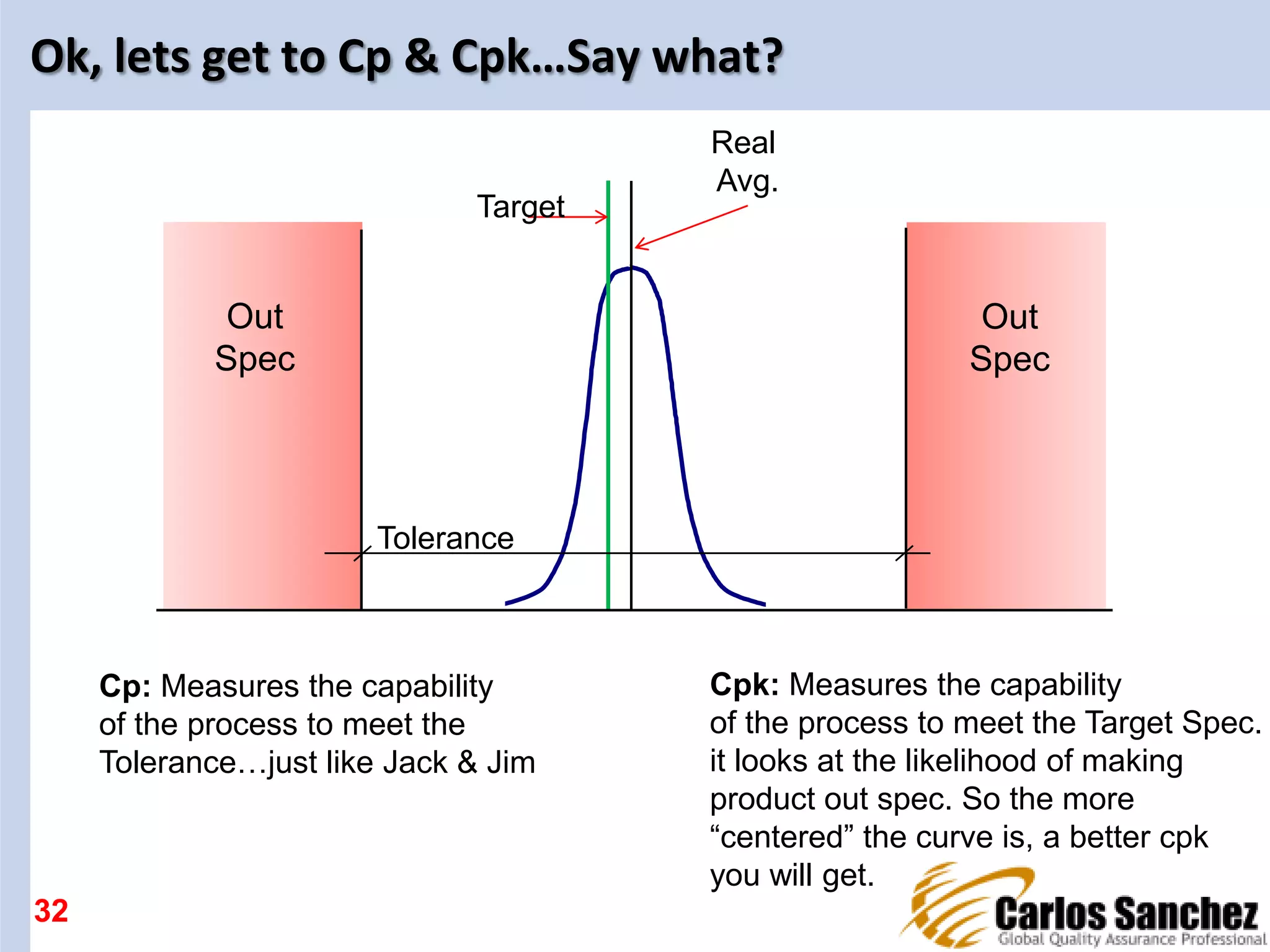
Illustrative examples to explain process capability with respect to meeting specifications in practical scenarios.
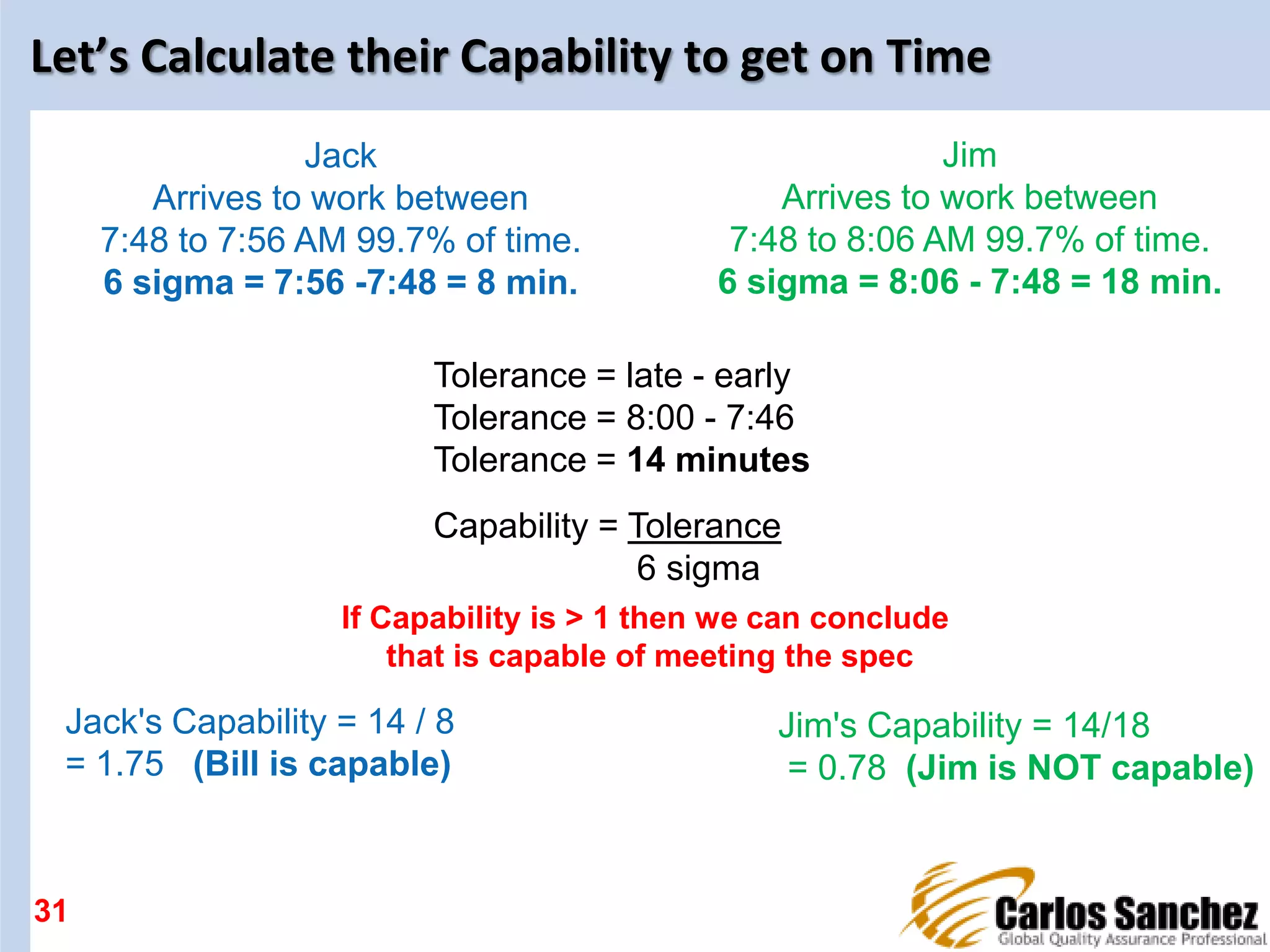
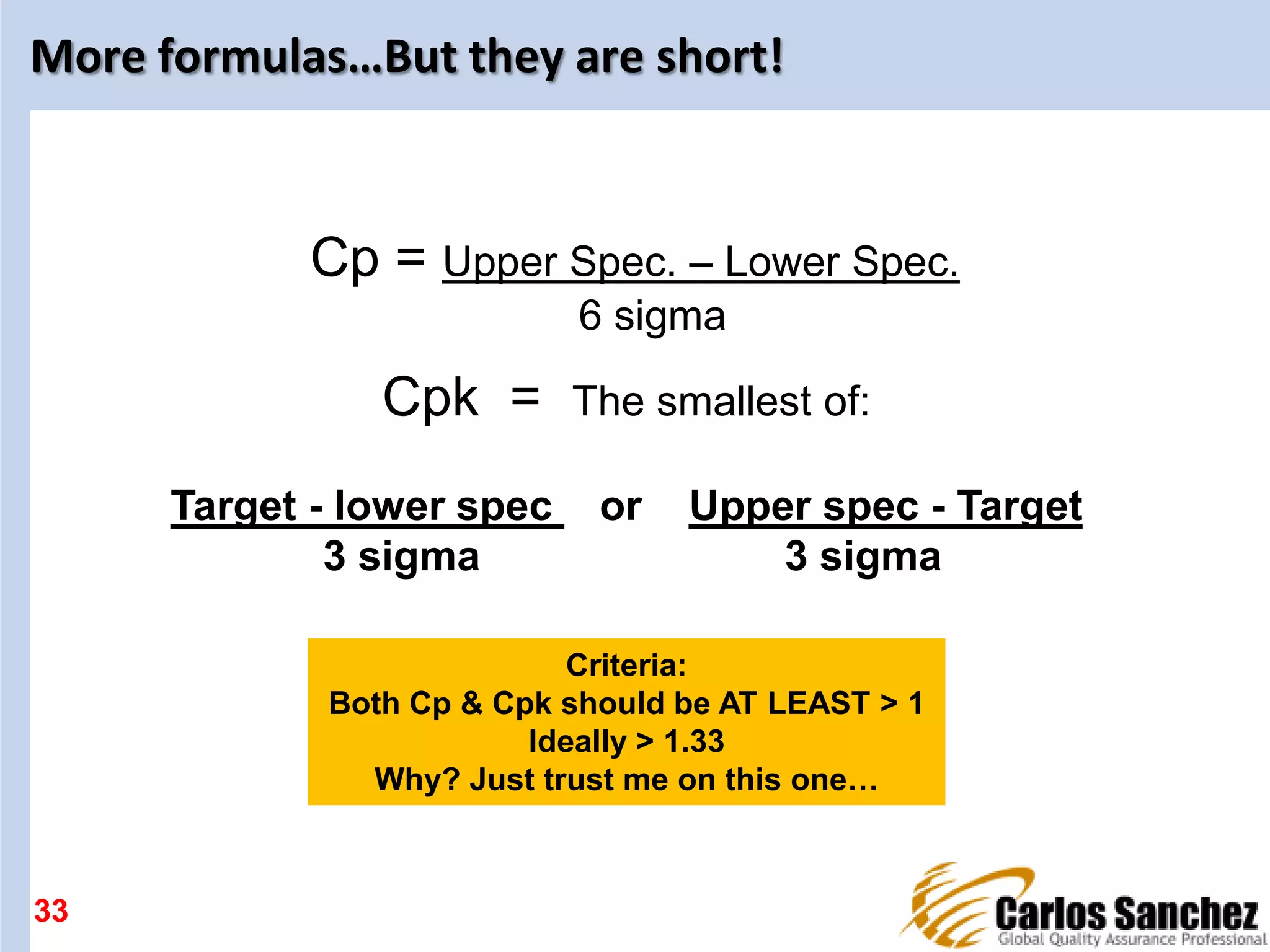
Introduction to process capability indices Cp and Cpk, emphasizing their importance in evaluating process performance.