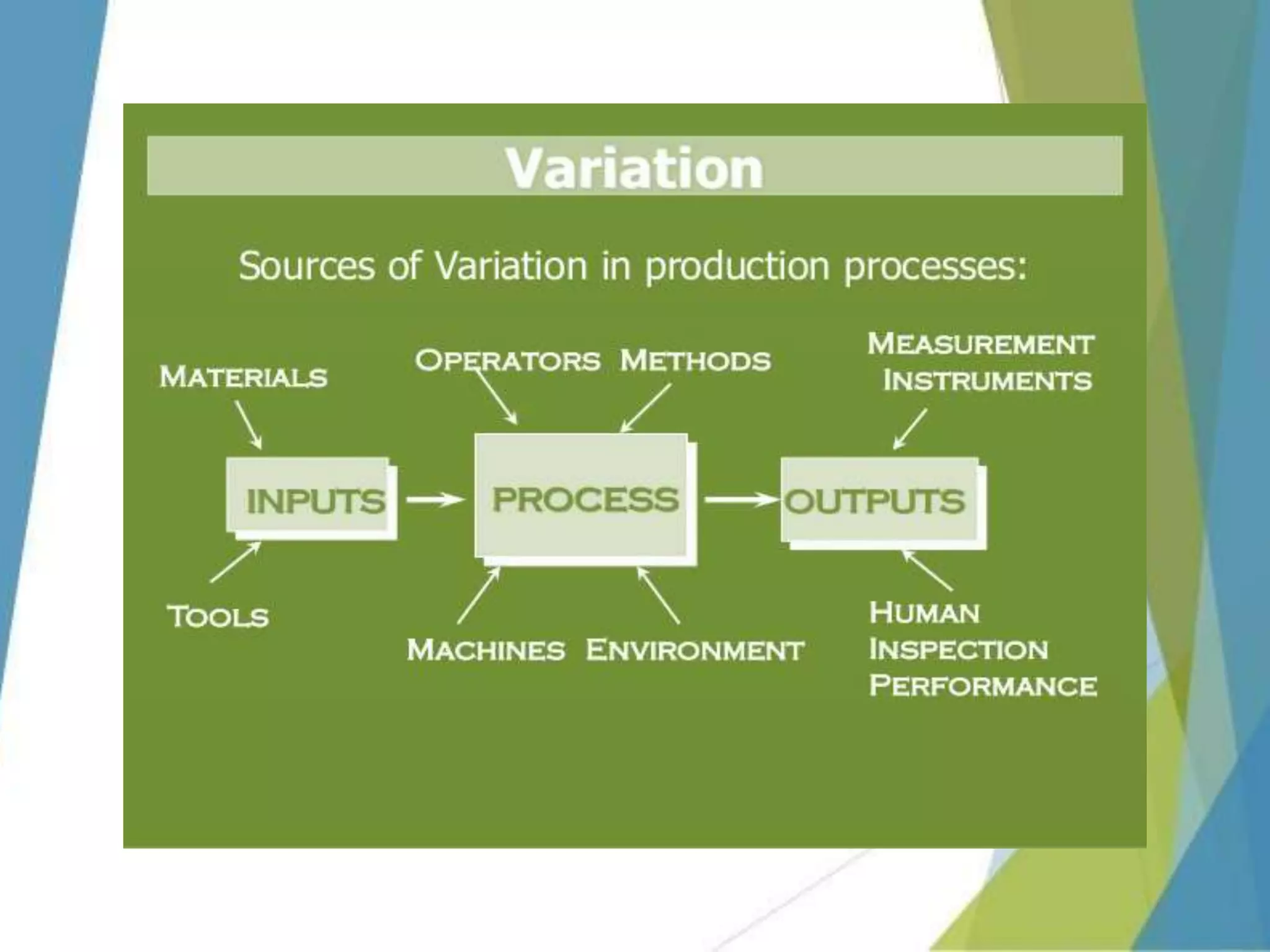
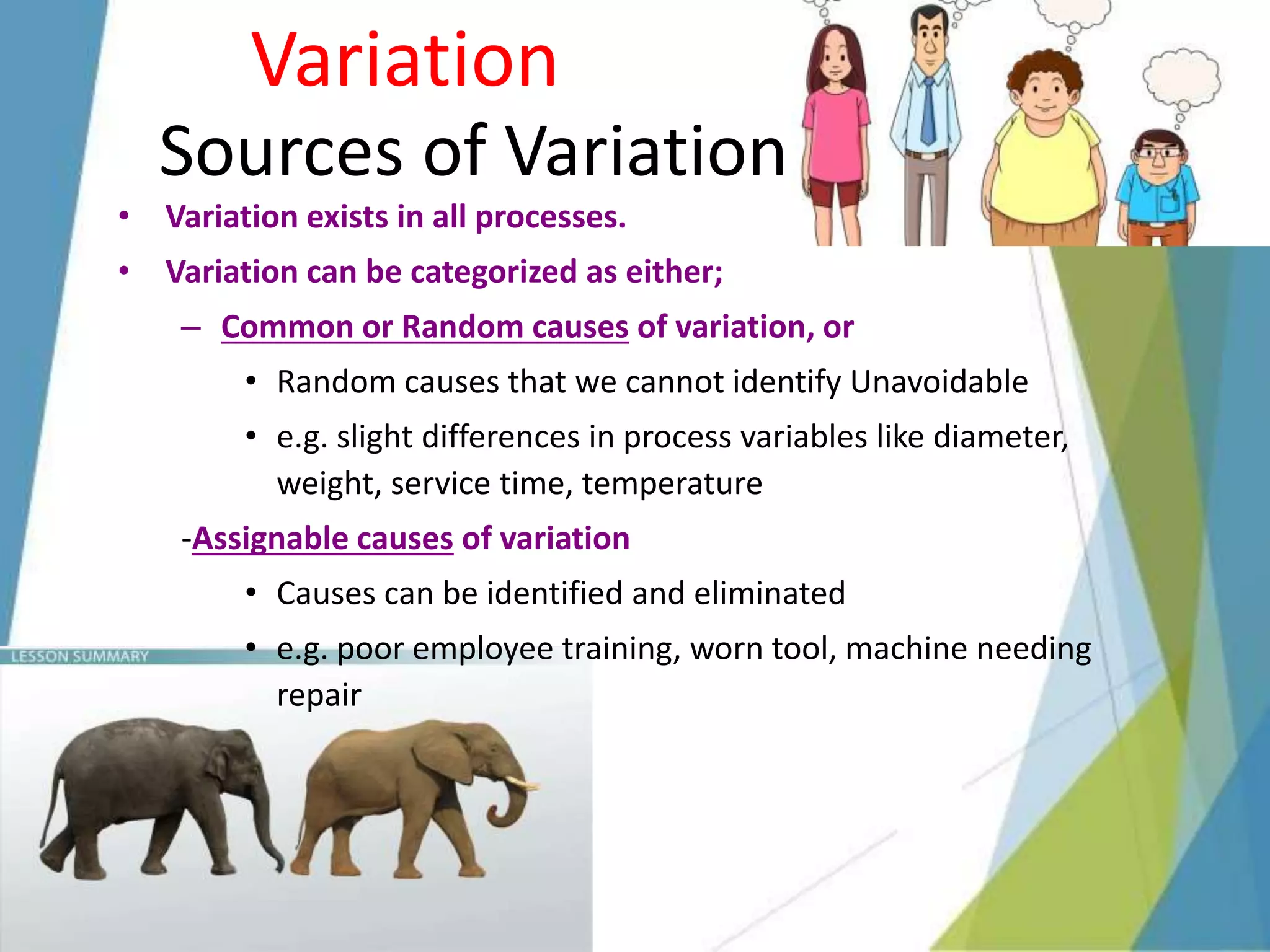
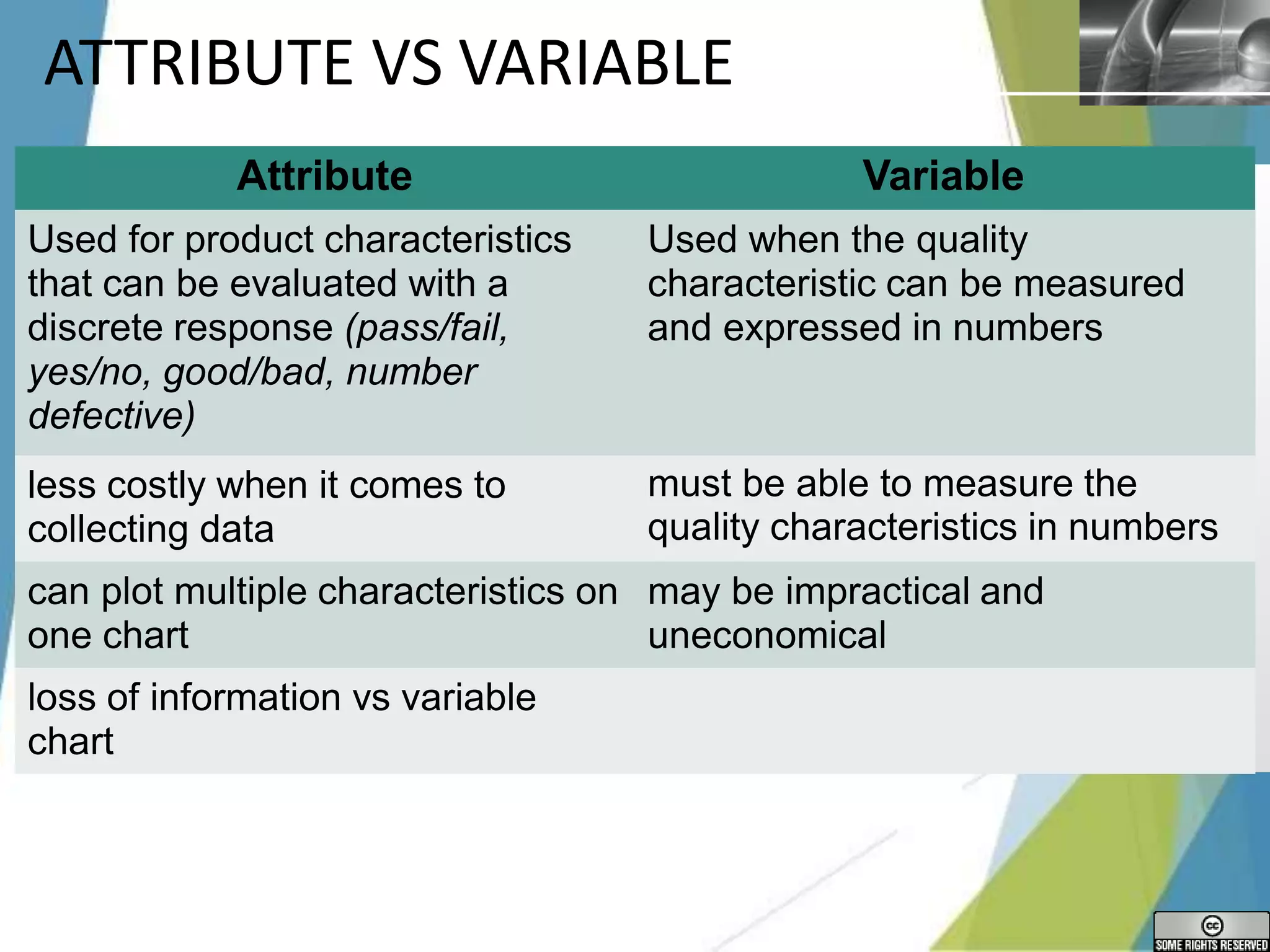
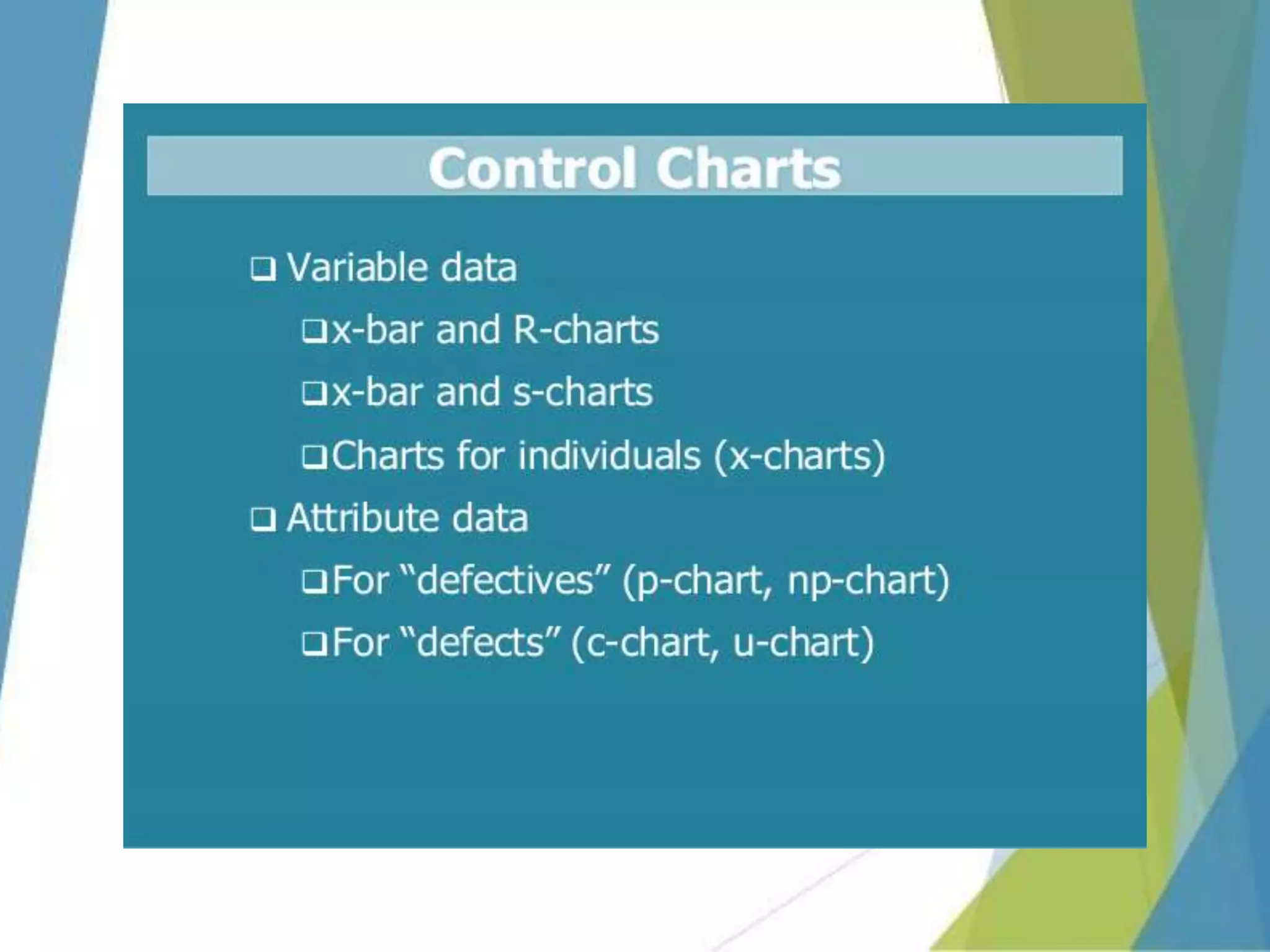
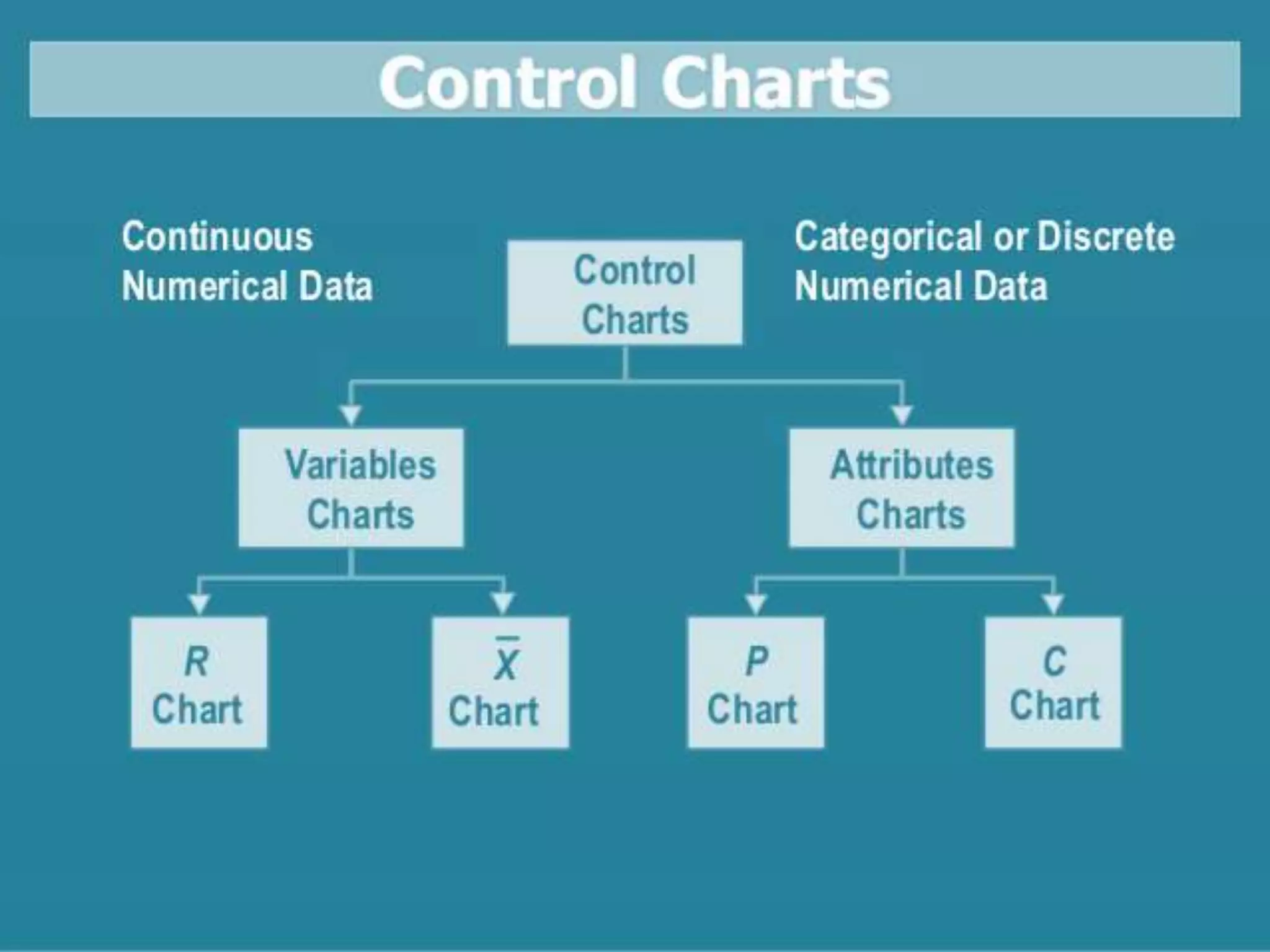
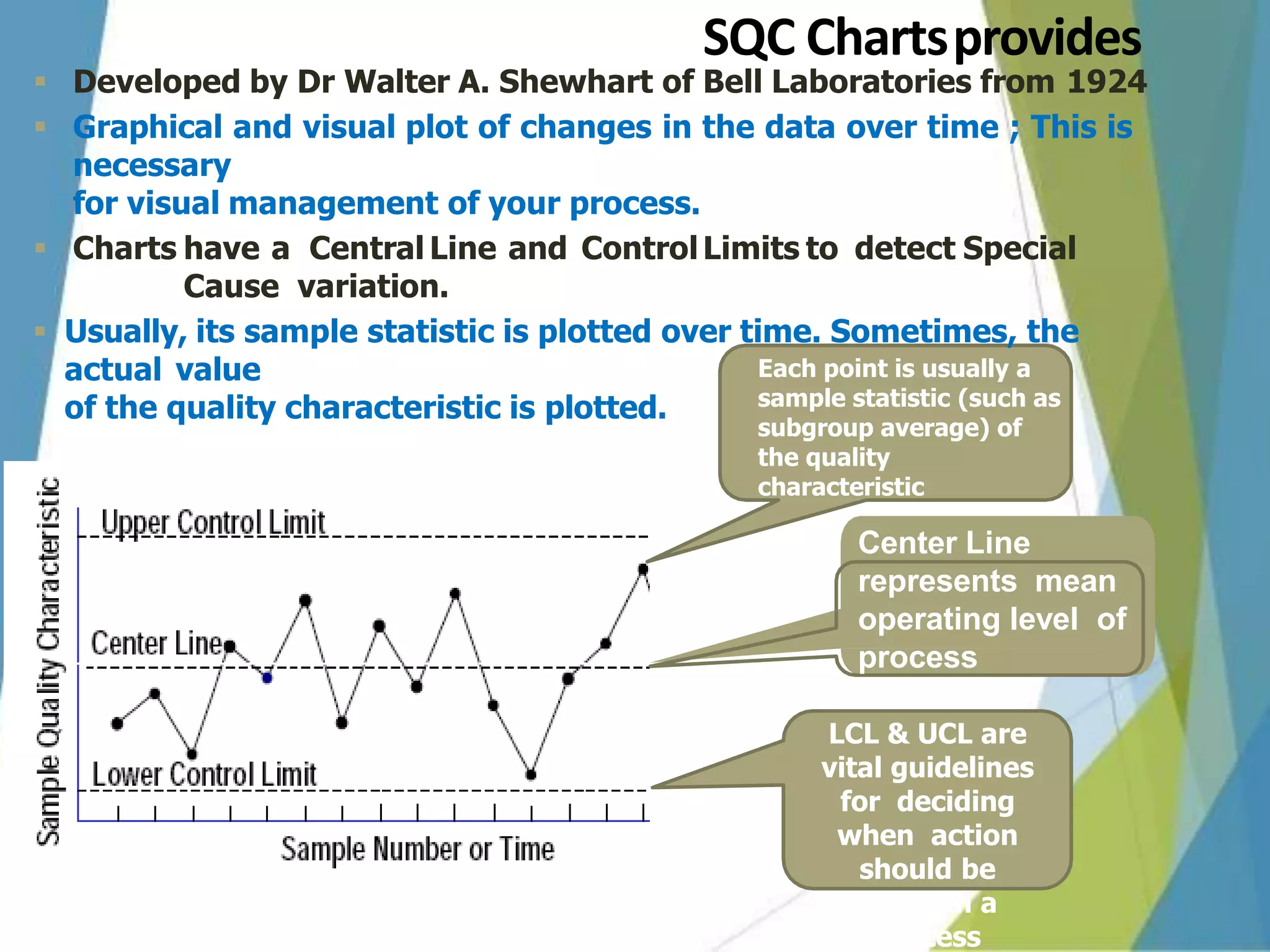
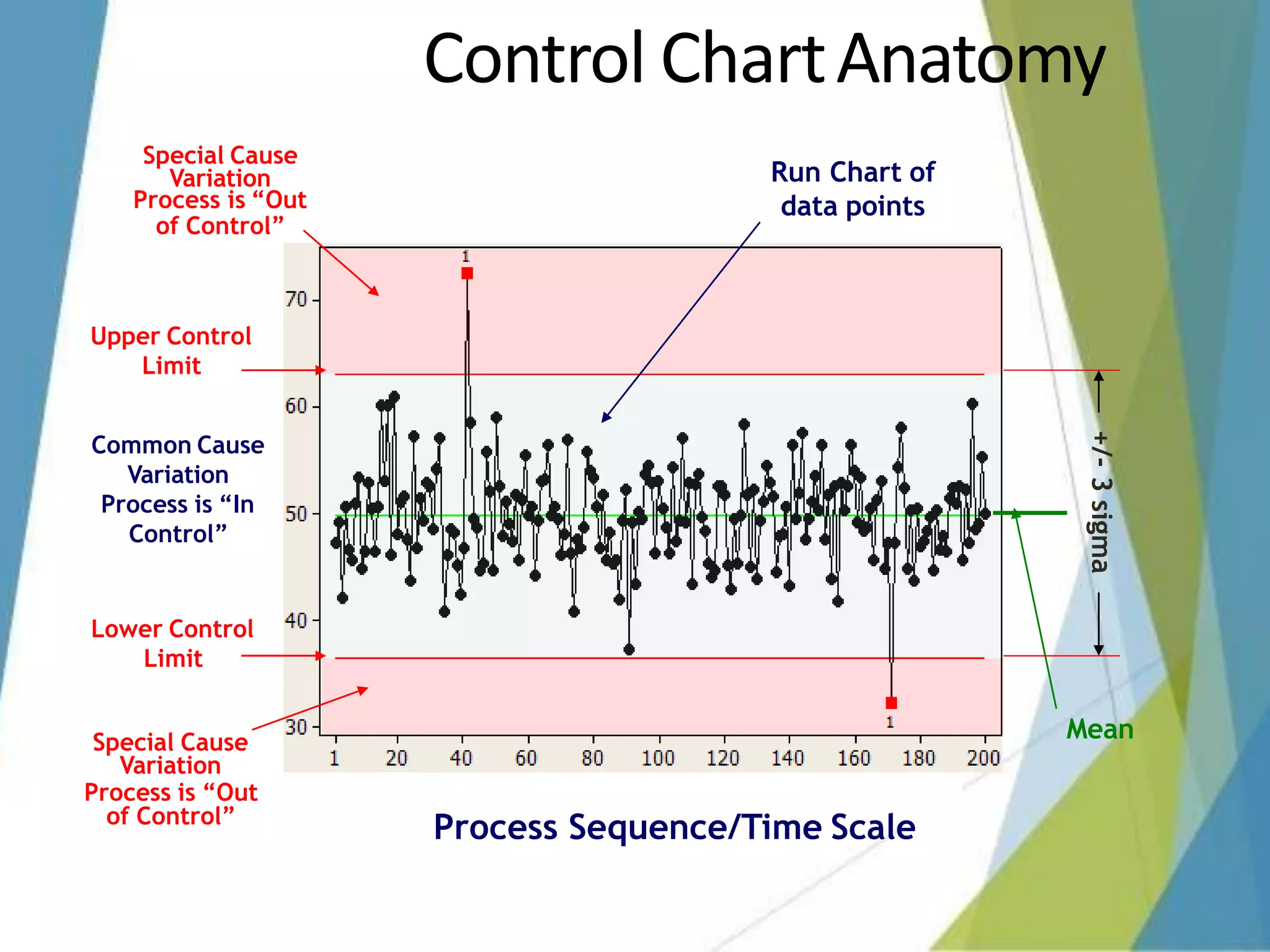
This document provides an overview of statistical quality control (SQC) and control charts. It defines key terms like quality, control, variation, and statistics. It explains the difference between common and assignable causes of variation. Different types of control charts are described for attributes and variables data, including how to construct X-bar and R charts. Sources of variation and how to interpret control charts are also summarized. The goal of SQC is to reduce variability in processes through the use of statistical principles and control charts.