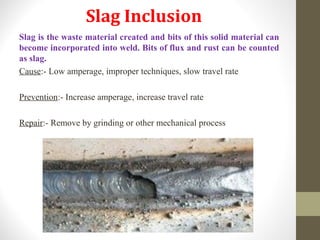
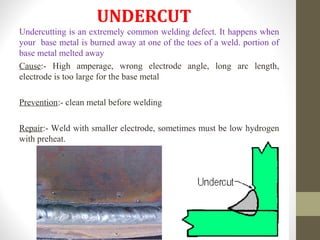
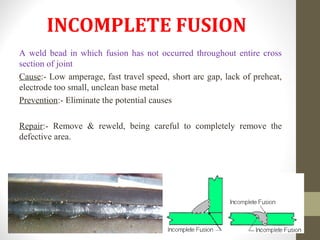
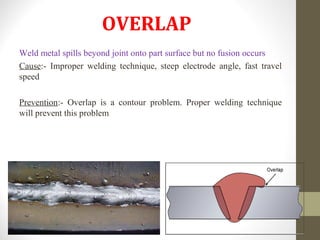
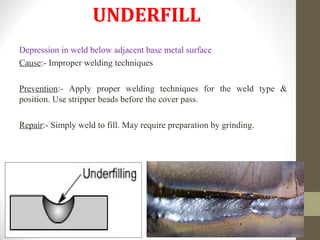
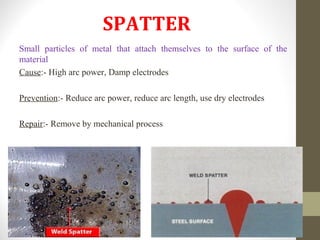
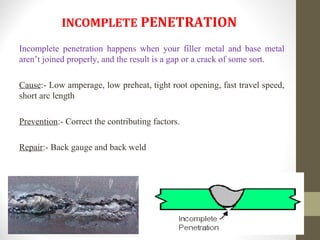
This document discusses various welding defects such as slag inclusion, undercut, porosity, incomplete fusion, overlap, underfill, spatter, excessive convexity, incomplete penetration, and excessive penetration. It provides the causes and ways to prevent or repair each defect. Nondestructive and destructive testing methods for inspecting welds are also summarized, including visual inspection, ultrasonic testing, radiographic testing, dye penetrant testing, magnetic particle testing, and mechanical tests.