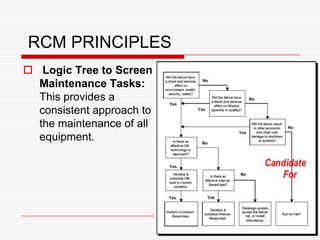
Reliability centered maintenance (RCM) is a maintenance strategy that uses failure modes and effects analysis to determine the most cost-effective maintenance tasks. It aims to perform only necessary maintenance to preserve system functions and avoid unnecessary maintenance costs. RCM shifts maintenance from reactive to condition-based, using tools like vibration analysis and oil testing to predict failures. Initial costs for RCM are higher but maintenance costs decrease over time as failures are prevented.



















































![Fmea Handbook V4.1[1][1]](https://cdn.slidesharecdn.com/ss_thumbnails/fmeahandbookv4111-1310447612699-phpapp01-110712001630-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)







































































