Downloaded 215 times
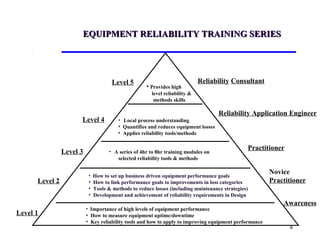
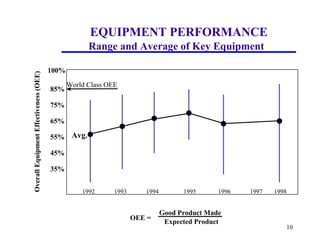
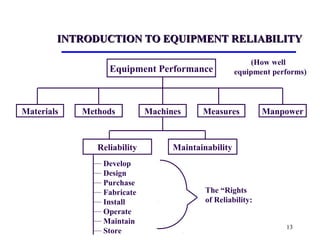
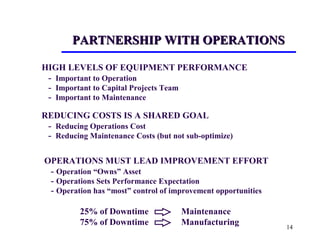
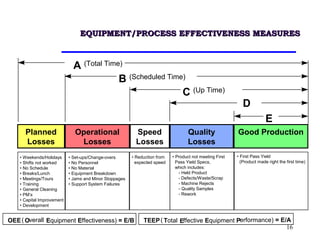
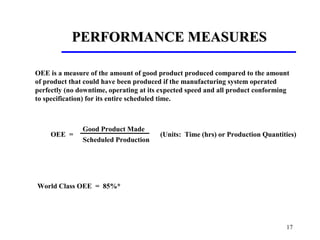
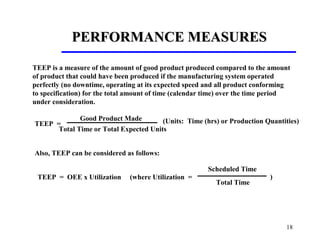
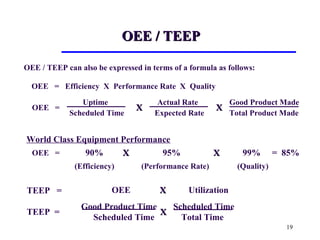
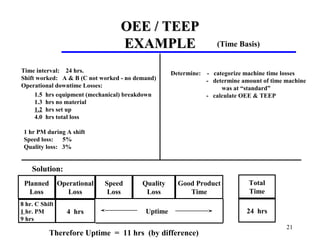
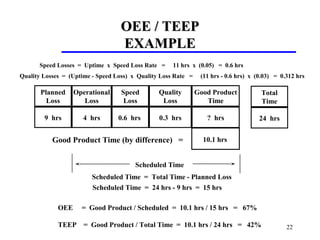
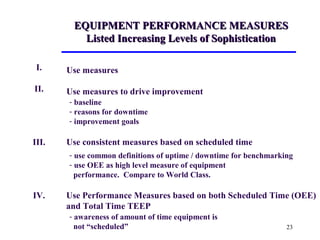
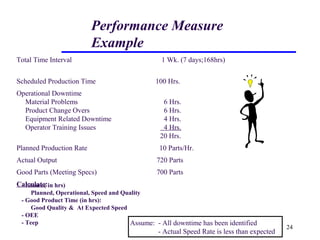
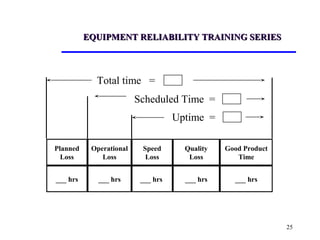
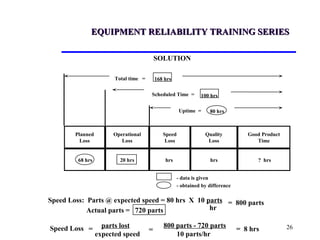
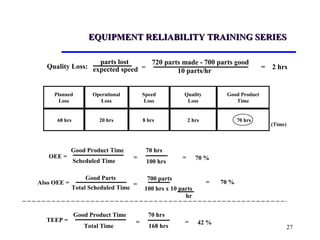

This document provides an overview of equipment reliability training at different levels. It discusses measuring and improving equipment performance through metrics like Overall Equipment Effectiveness (OEE) and Total Effective Equipment Performance (TEEP). The training introduces reliability concepts and processes to apply reliability tools and methods. It aims to change culture from reacting to failures to preventing failures through early reliability considerations in equipment design, purchasing, and maintenance.













































































