Downloaded 25 times

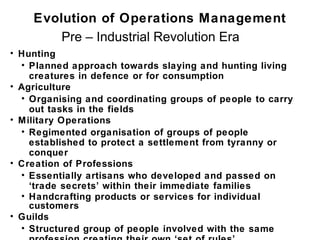
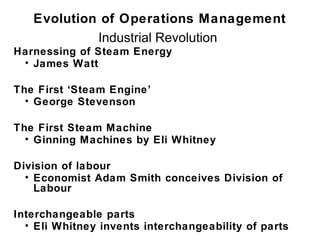






























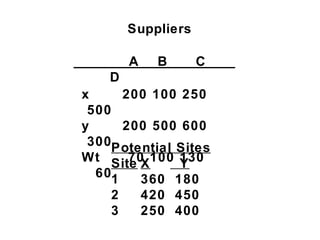
































































































































































































































The document discusses operations management and location analysis techniques. It provides an overview of the evolution of operations management from pre-industrial times to modern times. It also discusses factors to consider for regional and global facility location such as labor, transportation, resources and regulations. Location analysis techniques are presented including using a multi-attribute preference theory and guidelines for scoring different location attributes.