Dokumen tersebut memberikan pengenalan mengenai langkah-langkah keselamatan, teknik, dan jenis-jenis kecacatan dalam proses kimpalan arka serta faktor-faktor yang mempengaruhinya."
HASIL PEMBELAJARAN
Pengenalanlangkah-langkah
keselamatan
Menerangkan kerja-kerja kimpalan
arka dengan tepat.
Melaksanakan kerja kimpalan arka
mengikut kaedah dan teknik yang
betul.
Membezakan jenis-jenis kecacatan
dalam kerja-kerja kimpalan dan sebab
terjadinya kecacatan itu.
3.
PENGENALAN LANGKAH-LANGKAH
KESELAMATAN
Memahamimengenai langkah
keselamatan dalam bengkel supaya dapat
membentuk tabiat kerja yang sempurna.
Langkah-langkah:
1. Gunakan pakaian pelindungan yang
sesuai semasa bekerja.
Sambungan......
3. Baca denganteliti semua penerangan
arahan dan nota amaran mesin yang
sedia ada sebelum memulakan kerja.
4. Perhatikan sebarang kemudahan
keselamatan dan pintu kecemasan
yang ada di dalam tempat kerja.
Sambungan......
5. Periksa danpastikan kemudahan-
kemudahan kecemasan mesin berada di
dalam keadaan yang baik dan laporkan
pada guru anda jika terdapat kerosakan.
6. Semua mesin alat dan tempat kerja
hendaklah dibersihkan dengan teliti
selepas menggunakannya.
10.
Sambungan......
7. Jika mengesyakiterdapat kerosakan,
berhentikan semua kerja dan
laporkan kepada pensyarah anda.
Jangan mulakan kerja sehigga
kerosakan itu ditemui dan
dibaikpulihkan.
8. Laporkan segala kecederaan kepada
guru anda dengan segera
11.
Sambungan......
9. Semua pelajarmestilah faham tentang
langkah – langkah yang perlu diambil
sekiranya berlaku kemalangan,
kebakaran atau kecemasan.
12.
PERTOLONGAN KECEMASAN
Bentukpertolongan kecemasan
mestilah sesuai dan betul dengan
keadaan kemalangan.
Jika berlaku kemalangan jangan
panik dan perlu bertenang.
Beri bantuan apa yang mampu
sahaja.
Sambungan......
13.
Basuh tempat yangterkena bahan kimia dengan air
Bantuan renjatan elektrik
2. Penerus (Rectifier)
•Menukarkan Alternating Current (A.C)
kepada Direct Current (D.C)
• Logam selenium dan silikon digunakan
untuk membuat komponen kerana
hanya membenarkan arus mengalir
satu aliran sahaja.
sambungan……
18.
3. Pengubah (Transformer)
•Menukar bekalan arus elektrik kepada
satu arus yang sesuai bagi kimpalan tanpa
menukar mana-mana bahagia.
sambungan……
Transformer
19.
4. Inverter
• SatuInverter menukarkan D.C kepada
A.C pada satu frekuansi yang tinggi.
sambungan……
20.
PENGERTIAN KIMPALAN…
Kimpalanialah satu proses
penyambungan antara dua keping logam
dengan cara meleburkan logam tersebut
atau tanpa meleburnya. Dalam proses
penyambungan ini, logam tersebut perlu
dileburkan atau tanpa dileburkan.
21.
JENIS-JENIS KIMPALAN ARKA
AmericaWelding Society
(AWS)
British Standard
(BS)
Shielded Metal Arc
Welding (SMAW)
Manual Metal Arc Process
(MMA)
Gas Metal Arc Welding
(GMAW)
Metal Inert Gas (MIG)
Metal Arc Gas (MAG)
Gas Tungsten Arc Welding
(GTAW)
Tungsten Inert Gas (TIG)
Sub Arc Welding (SAW) SUB-ARC
22.
PRINSIP MESIN KIMPALANARKA
Litar asas kimpalan arka terdiri daripada:
a) Mesin Kimpalan
b) Kabel Bumi
c) Kabel Elektrod
d) Elektrod
e) Pemegang Elektrod
Litar menjadi lengkap
apabila elektrod
menyentuh benda kerja
23.
sambungan……
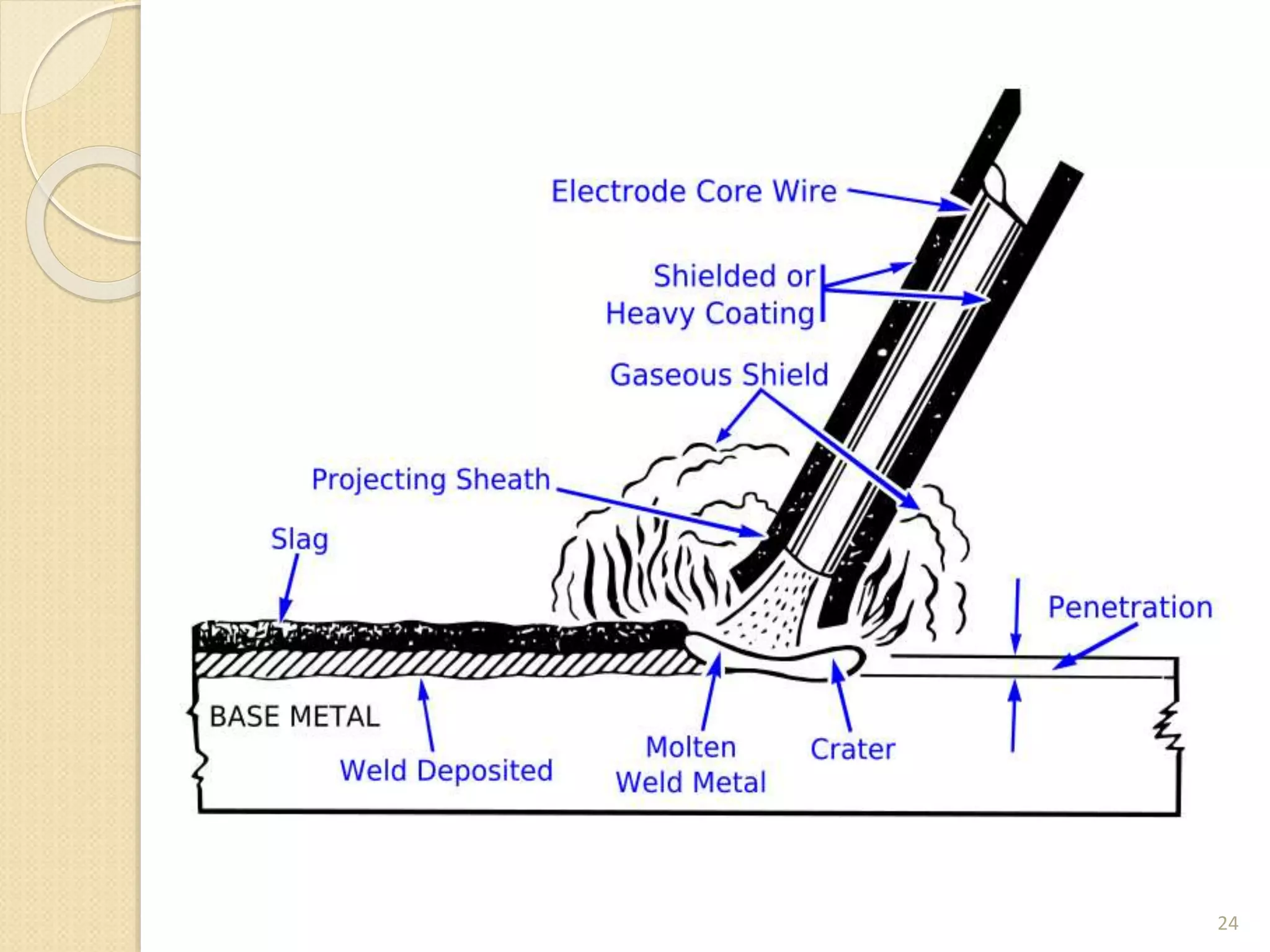
Shielded Metal ArcWelding (SMAW):-
Arus elektrik dibekalkan melalui mesin kimpal.
Elektrod bersalut bahan lakur (flux) digunakan sebagai
bahan penambah.
Apabila elektrod disentuhkan pada permukaan logam,
arka akan wujud diantara hujung elektrod dengan
logam.
Bahan lakur bertindak sebagai gas pelindung ke atas
kawasan kimpal.
JENIS-JENIS ELEKTROD
Terdapat3 jenis salutan pada elektrod:-
1. Rutile - kegunaan biasa (E6013)
- kekuatan kurang
2. Basic - low hydrogen (E7018/7016)
- bagi struktur
3. Cellulose - penembusan yang dalam (deep penetration)
- E6010/6011
- Digunakan di offshore (pelantar)
29.
FAKTOR PEMILIHAN ELEKTROD
•Faktor pemilihan elektrod bergantung kepada:-
a. Jenis logam asas
b. Reka bentuk sambungan
c. Jenis arus kimpalan
d. Jenis kekutuban
e. Kedudukan sambungan
f. Ketebalan logam asas
g. Kekuatan kimpalan
h. Keperluan kerja
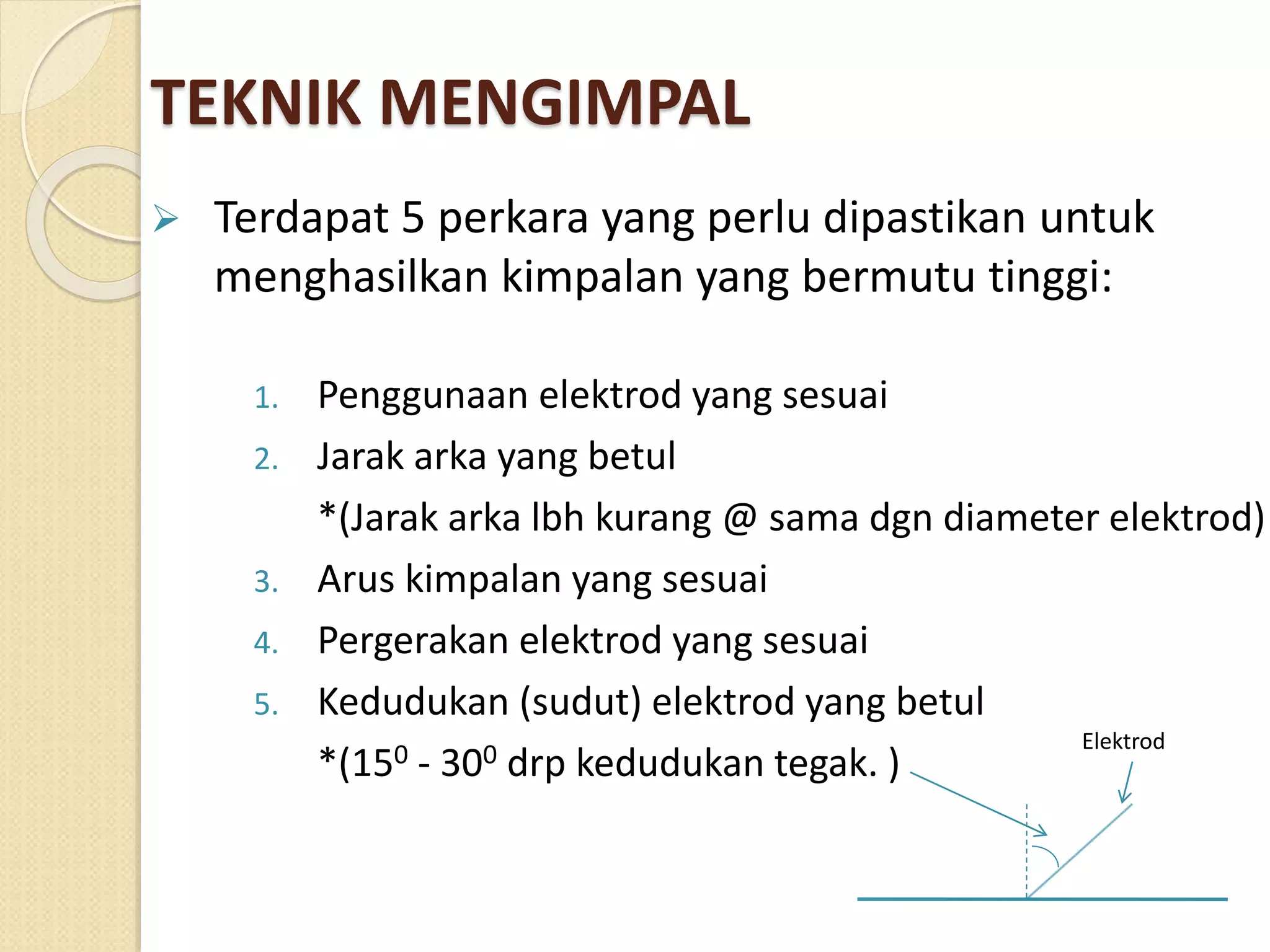
TEKNIK MENGIMPAL
Terdapat5 perkara yang perlu dipastikan untuk
menghasilkan kimpalan yang bermutu tinggi:
1. Penggunaan elektrod yang sesuai
2. Jarak arka yang betul
*(Jarak arka lbh kurang @ sama dgn diameter elektrod)
3. Arus kimpalan yang sesuai
4. Pergerakan elektrod yang sesuai
5. Kedudukan (sudut) elektrod yang betul
*(150 - 300 drp kedudukan tegak. )
Elektrod
34.
Sambungan………..
i. Pemilihan elektrod
Pemilihan elektrod hendaklah
berasaskan kepada kedudukan
mengimpal, saiz dan sifat logam
asas, jenis sambungan dan nilai
arus serta jenis kekutupan.
ii. Panjang dan Jarak arka
Adalah jarak antara hujung elektrod
dengan benda kerja. Ia bergantung
kepada garis pusat elektrod.
Sambungan………..
iii. Arus Kimpalan
Jenisarus yang betul
Kekutupan yang hendak digunakan
mengikut rod dan kedudukan mengimpal.
Jumlah arus pula hendaklah dilaraskan
mengikut saiz eletrod dan sifat sifat logam
asas yang hendak dikimpal.
37.
Sambungan………..
vi. Pergerakan ElektrodYang Sesuai
Seorang pengimpal mestilah
menentukan kedudukan bendakerja
yang hendak dikimpal.
Dalam apa jua kedudukan pengimpal
mesti berada dalam selesa dan pastikan
boleh melihat pada hadapan dan
belakang elektrod dengan jelas.
Sambungan………..
v. Kedudukan (sudut)elektrod yang betul
Hendaklah sentiasa disepanjang
sambungan semasa mengimpal. Ia
bergantung pada kedudukan serta jenis
sambungan.
40.
KAEDAH MEMULAKAN ARKA
Terdapat 2 cara untuk memulakan Arka iaitu:-
1. Cara mengetuk (Jabbing or Tapping)
2. Cara menggarik ( Scratcing )
41.
CIRI-CIRI KUMAI
1. Showsproper current, travel speed, and
arc length.
2. Shows what occurs when the current is
too low.
3. Show when current is too high.
4. Shows a short arc length.
5. Shows a long arc length.
6. Shows not consistence travel speed
7. Shows too fast travel speed.
KECACATAN KIMPALAN
Tidaksemua kecacatan kimpalan disebabkan oleh cara
mengimpal yang tidak baik atau tidak sesuai.
Kebanyakan kecacatan dan masalah disebabkan oleh
logam asas. Logam asas yang boleh menyebabkan
kecacatan kimpalan ialah:
i. Logam asas yang mengandungi bendasing (sebatian
dan bahan kimia yang tidak sepatutnya
terkandungdi dalamnya)
ii. Logam asas yang mempunyai lapisan yang kotor.
iii. Logam asas yang berkarat, berminyak, bercat dan
sebagainya.
iv. Logam asas yang kekuatannya tidak sesuai dengan
elektrod yang digunakan.
v. Logam asas yang tebal, panjang dan lebarnya tidak
sesuai.
44.
JENIS-JENIS KECACATAN
KIMPALAN
1. Keliangan
2.Keleburan yang tidak sempurna.
3. Penembusan Yang Tidak Sempurna
4. Potong Bawah
5. Rupa Permukaan Yang Tidak
Memuaskan Yang Diakibatkan Oleh
Percikan Kimpalan.
6. Kerapuhan Kimpalan (Penghabluran)
45.
KELIANGAN
Keliangan terjadiakibat gas yang
terperangkap di dalam kimpalan. Keadaan
ini terjadi disebabkan oleh perkara-perkara
berikut:
◦ Elektrod atau logam asas yang
mengandungi wap air atau sulfur yang
banyak.
◦ Penggunaan arus kimpalan yang terlalu
rendah atau terlampau tinggi.
46.
Sambungan….
◦ Penggunaan elektrodyang tidak sesuai
dengan logam asas.
◦ Permukaan logam mengandungi minyak
atau cat.
◦ Arka terlampau pendek atau terlampau
panjang.
◦ Berlakunya gangguan sumpitan arka
◦ Pembersihan yang tidak sempurna
semasa mengimpal banyak aliran.
KELEBURAN YANG TIDAK
SEMPURNA
Keleburanyang tidak sempurna terjadi
disebabkan oleh:
Penggunaan elektrod yang besar yang
tidak sesuai dengan rekabentuk
sambungan.
Penggunaan arus kimpalan yang terlalu
rendah
Penggunaan elektrod yang tidak sesuai
dengan logam asas.
PENEMBUSAN YANG TIDAK
SEMPURNA
Penembusanyang tidak sempurna terjadi
disebabkan oleh:-
Permukaan serongan yang luas serta
jarak punca yang kecil dan sempit.
Serongan V terlalu sempit.
Arus kimpalan yang terlalu rendah.
Pergerakan mengimpal terlalu cepat.
Penggunaan elektrod yang terlampau
besar.
POTONG BAWAH
Potong bawahterjadi disebabkan oleh:
• Penggunaan elektrod yang terlampau
besar
• Terjadinya limbah lebur yang terlampau
luas.
• Penggunaan arus kimpalan yang tinggi.
• Penggunaan arka yang terlampau tinggi.
• Penggunaan elektrod yang tidak sesuai.
53.
Sambungan…..
• Panas lampauterjadi pada logam asas.
• Pengimpalan dengan menggunakan arka
yang terlalu pendek
• Permukaan logam bercat, berkarat atau
berminyak
• Logam asas mengandungi sulfur yang
banyak.
BIJI PERCIKAN KIMPALAN
Sebab-sebabnya:
Penggunaan teknik pengimpalan
yang tidak betul.
Pelarasan mesin kimpalan yang tidak
betul
Penggunaan elektrod yang tidak
sesuai atau yang tidak betul.
Logam kimpal yang tidak betul atau
yang tidak sesuai.
KERAPUHAN KIMPALAN
(PENGHABLURAN)
Sebab-sebabnya:
Logamasas yang bermutu rendah.
Haba kimpalan terlampau tinggi.
Teknik kimpalan yang tidak betul.
Teknik pemanasan awal yang tidak
betul
Penggunaan elektrod yang tidak sesuai
dengan logam asas.