Downloaded 64 times


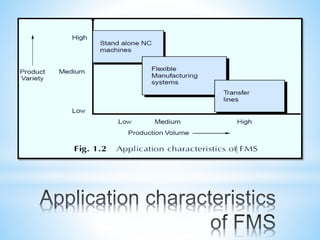
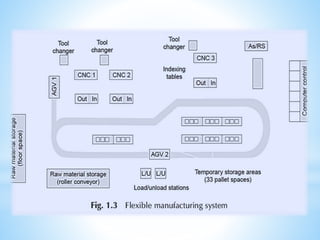
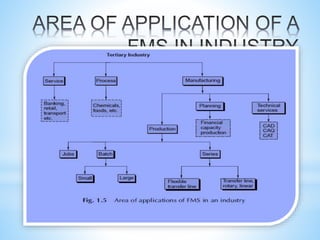



1. Flexible manufacturing systems (FMS) allow companies to efficiently produce a variety of products without major retooling. An FMS consists of processing workstations interconnected by an automated material handling and storage system and controlled by a central computer. 2. The key components of an FMS are workstations, an automated material handling and storage system, and a computer control system. Workstations can include machining centers, assembly stations, and inspection stations. 3. FMS provides several benefits such as decreased lead times, increased output and machine utilization, and reduced inventory levels. However, FMS also requires substantial upfront planning and costs millions of dollars to implement.



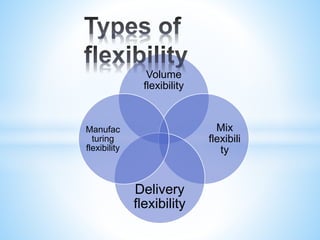
![Lecture 25 flexible manufacturing systems [compatibility mode]](https://cdn.slidesharecdn.com/ss_thumbnails/lecture25flexiblemanufacturingsystemscompatibilitymode-140111213832-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)































































![5G Explained! A High Level Overview [Introduction]](https://cdn.slidesharecdn.com/ss_thumbnails/5gexplainedahighleveloverview-260119165306-cc137a3e-thumbnail.jpg?width=640&height=640&fit=bounds)













