Downloaded 35 times


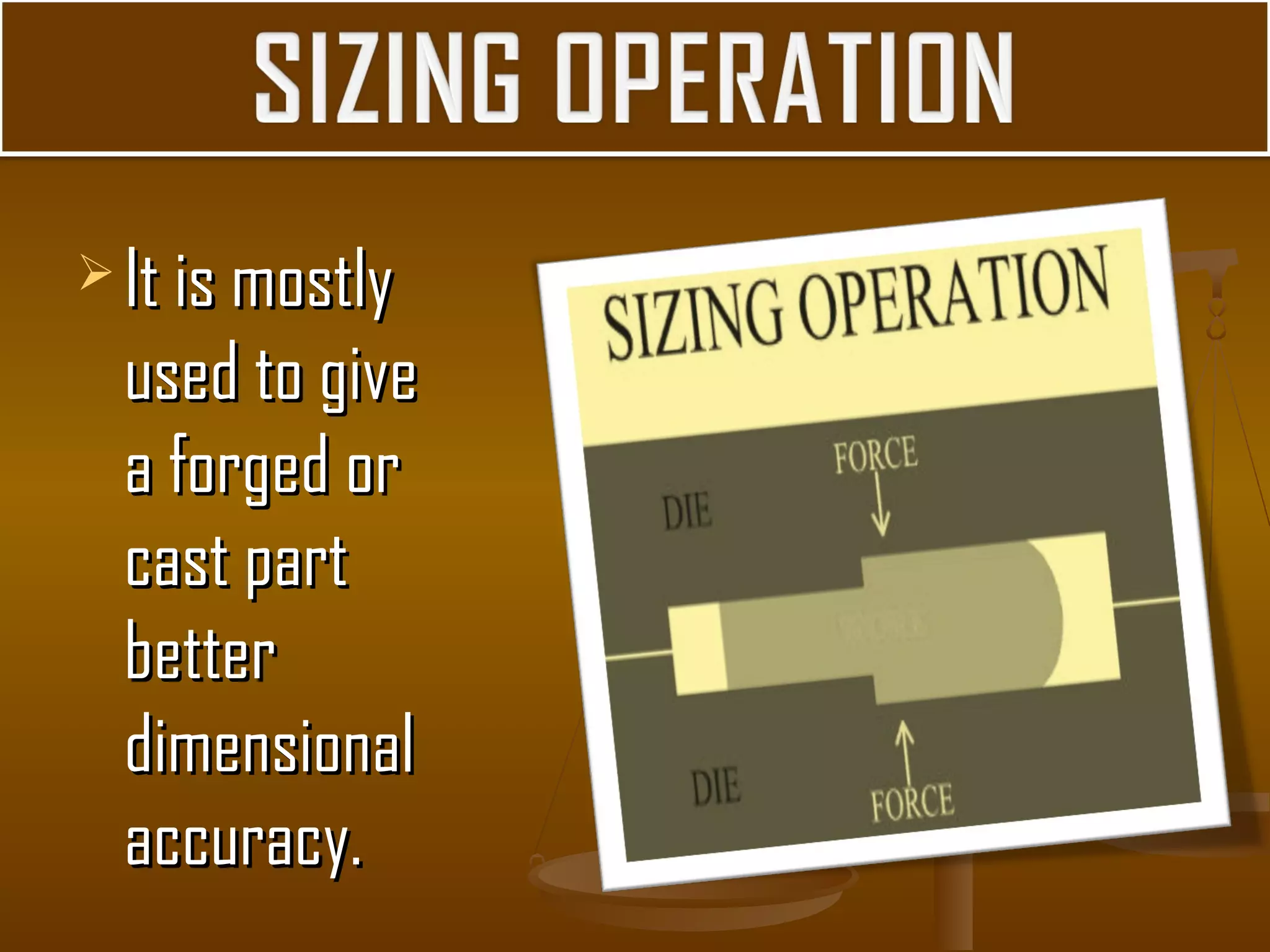




Sizing is a metalworking process performed below melting point to improve dimensional accuracy and surface finish of a workpiece. It involves applying pressure to minimize thickness and densify the metal's surface. Sizing is usually done on semi-finished or precision parts using an open die and produces parts with better dimensions and stronger surfaces.



![Forging Process. [Workshop Practices]](https://cdn.slidesharecdn.com/ss_thumbnails/forging-metal-131007035538-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)














































































