Downloaded 381 times




![Advanced Yarn Manufacturing Azmir Latif, MSc in textile Engineering
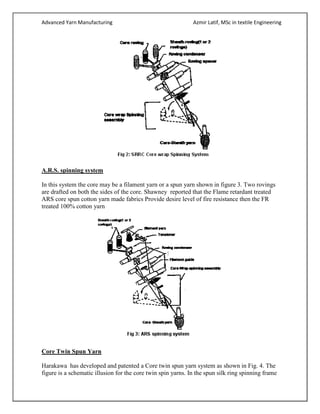
S.R.R.C. Core wrap spinning system
Southern Regional Research Center has developed a core spinning system [1] is shown in Fig.
2. In conventional core-spinning system yarns are merely a ply twisted and does not have
good core coverage, strip back problem may arise during subsequent mechanical processing.
The core wrap yarns produced by the SRRC core spinning system consists of a central core of
a particular filament or staple fiber and core material is almost coaxially and totally wrapped
with cotton on any other staple fiber. It is claimed that a high degree of coherence is obtained
between the constituent fibers. The core-wrap assembly is used as twist breaker, which helps
the sheath fibres to cover the filament.](https://image.slidesharecdn.com/coreyarnspinning-150612145648-lva1-app6891/85/Core-yarn-spinning-5-320.jpg)



![Advanced Yarn Manufacturing Azmir Latif, MSc in textile Engineering
It is believed that the core is false twisted by the rotation of the friction drums before being
wrapped by the sheath fibres. Strength of the Dref III core-spun yarns have direct relationship
with the strength of core filaments and number of sheath fibres that are active in generating
radial pressure due to their structural helical configurations. The effectiveness of wrapping of
sheath fibres depends on physical and mechanical characteristics of fibres, configuration,
length variations, firmness of the wrap and wrap angle.
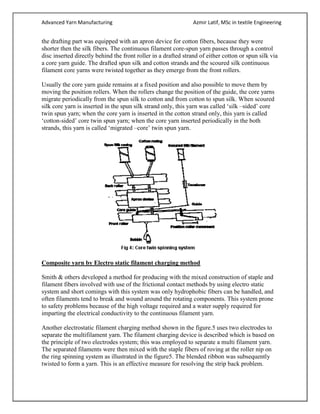
Core-spun yarn production by MJS spinning system
it was reported that the Air-jet spinning could be used for producing core yarns after optimizing
process parameters. A relatively higher first nozzle pressure is advantageous for improving
sheath-slippage resistance. The use of higher spinning speed and wider condenser markedly
improves the tenacity, breaking extension, initial modulus and sheath-slippage resistance and
affects the yarn hairiness, mass irregularity and flexural rigidity. However, yarn properties
deteriorate at high spinning speed especially for finer yarns. The schematic diagram of MJS
spinning system for the production of core- spun yarn is shown in Fig.9
Core-spun sewing threads
The sewing thread is subjected to heavy stresses and strain at the various points during the
processes. The speed of the needle is accelerated to over 180 km/hr in the forwarded direction
brought to rest suddenly and again accelerated to backwards before returning to the rest. The
whole cycle is repeated approximately 120times per seconds. Incase of lock stitch the seam
sewn at 12stitches per inches each length of thread is passed through the needle up to 40 times
before being set in to the fabric. Depends on fabric thickness, the sewing machine needle
reaches temperature of about 360 „aC at 4000 s.p.m., the temperature of the needle during the
operation depends on the number of piles of fabric to be sewn and the frictional forces
between the needle to fabric and needle to thread.[13] 100%Cotton threads has difficult to
accompany the sewing machine with high speed rate, similarly 100%Synthetic threads has](https://image.slidesharecdn.com/coreyarnspinning-150612145648-lva1-app6891/85/Core-yarn-spinning-12-320.jpg)



The document discusses advanced manufacturing techniques for core-spun yarns, particularly those containing spandex, highlighting their benefits in terms of strength and elasticity. It elaborates on various production methods, including ring spinning and friction spinning systems, as well as the necessary equipment and conditions for optimal results. Additionally, it addresses the properties of spandex, storage considerations, and the influence of process variables on the properties of the resulting yarns.


























![Yarn Manufacturing Process : Comber Part III [Fractionation at comber]](https://cdn.slidesharecdn.com/ss_thumbnails/fractionationatcomber-180912060418-thumbnail.jpg?width=640&height=640&fit=bounds)



























































