Downloaded 28 times
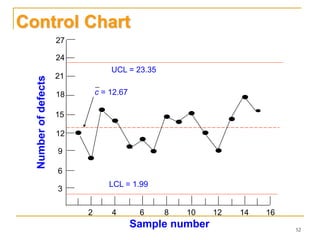
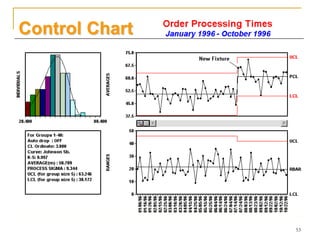

Statistical process control (SPC) uses statistical techniques to measure and analyze variation in processes, monitor product quality, and maintain processes within specified limits. A primary SPC tool is the control chart, which graphically displays descriptive statistics over time and detects unusual variation that could indicate a process problem. Control charts provide surveillance, signal when issues occur, and help reduce variation and improve process quality.















![Control Charts[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controlcharts1-1226081330857138-9-thumbnail.jpg?width=640&height=640&fit=bounds)

















































![Rodebaugh sixsigma[1]](https://cdn.slidesharecdn.com/ss_thumbnails/rodebaugh-sixsigma1-191102025225-thumbnail.jpg?width=640&height=640&fit=bounds)





















