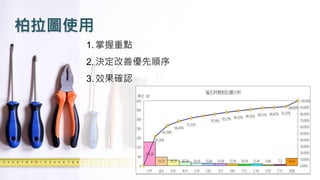
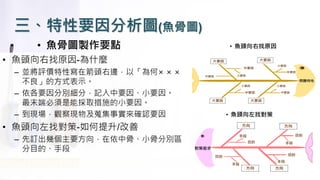
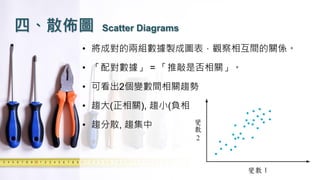
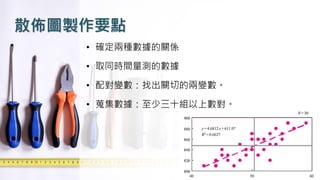
本文介绍了七大质量管理工具及其应用,分别为层别法、柏拉图、特性要因图、散布图、直方图、检查表和管制图。这些工具用于数据分析、问题识别和质量改善,是提高生产效率和管理效果的重要手段。每种工具都有其特定的应用场景和分析方法,适用于不同的质量管理需求。