Download free for 30 days
Sign in
Upload
Language (EN)
Support
Business
Mobile
Social Media
Marketing
Technology
Art & Photos
Career
Design
Education
Presentations & Public Speaking
Government & Nonprofit
Healthcare
Internet
Law
Leadership & Management
Automotive
Engineering
Software
Recruiting & HR
Retail
Sales
Services
Science
Small Business & Entrepreneurship
Food
Environment
Economy & Finance
Data & Analytics
Investor Relations
Sports
Spiritual
News & Politics
Travel
Self Improvement
Real Estate
Entertainment & Humor
Health & Medicine
Devices & Hardware
Lifestyle
Change Language
Language
English
Español
Português
Français
Deutsche
Cancel
Save
EN
Uploaded by
Fast SiC Semiconductor Inc.
7,038 views
人機作業分析 man machine chart
AI-enhanced description
本文件讨论了作业分析的意义及其方法,包括人机程序图和操作人程序图。文中详细介绍了如何分析和优化工作流程,以降低机器闲置时间和提高操作效率。最终目标是制定标准工作方法以提高生产效率。
Engineering
◦
Read more
1
Save
Share
Embed
Embed presentation
1
/ 34
2
/ 34
3
/ 34
4
/ 34
5
/ 34
6
/ 34
7
/ 34
8
/ 34
9
/ 34
10
/ 34
11
/ 34
12
/ 34
13
/ 34
14
/ 34
Most read
15
/ 34
16
/ 34
17
/ 34
18
/ 34
19
/ 34
20
/ 34
21
/ 34
22
/ 34
23
/ 34
24
/ 34
25
/ 34
26
/ 34
27
/ 34
28
/ 34
29
/ 34
Most read
30
/ 34
31
/ 34
Most read
32
/ 34
33
/ 34
34
/ 34
More Related Content
PDF
使用IE手法的工作改善
by
Fast SiC Semiconductor Inc.
PPT
2.ie培訓教材
by
營松 林
PDF
工作改善方法
by
Fast SiC Semiconductor Inc.
PDF
QC Story _問題解決型
by
Fast SiC Semiconductor Inc.
PDF
動作經濟原則 motion efficiency
by
Fast SiC Semiconductor Inc.
PPTX
生產進度管理
by
Fast SiC Semiconductor Inc.
PPT
現場改善與管理寶典
by
營松 林
PDF
企業流程管理BPM
by
Fast SiC Semiconductor Inc.
使用IE手法的工作改善
by
Fast SiC Semiconductor Inc.
2.ie培訓教材
by
營松 林
工作改善方法
by
Fast SiC Semiconductor Inc.
QC Story _問題解決型
by
Fast SiC Semiconductor Inc.
動作經濟原則 motion efficiency
by
Fast SiC Semiconductor Inc.
生產進度管理
by
Fast SiC Semiconductor Inc.
現場改善與管理寶典
by
營松 林
企業流程管理BPM
by
Fast SiC Semiconductor Inc.
What's hot
PDF
作業程序圖 process chart
by
Fast SiC Semiconductor Inc.
PPT
QM-063-工業工程七大手法
by
handbook
PDF
作業現場稽核重點 Tip 8 for On-Site Audit
by
Fast SiC Semiconductor Inc.
PDF
品管7手法 7 QC tools
by
Fast SiC Semiconductor Inc.
PDF
精實6S Lean 6S
by
Fast SiC Semiconductor Inc.
PDF
【經理人講堂】目標設定:14項規劃工具
by
周建良 Zhou Jian Liang
PPT
5.全面交期管理
by
營松 林
PDF
新QC 7手法 New 7 QC tools
by
Fast SiC Semiconductor Inc.
PDF
精實生產的實踐 Lean Production
by
Fast SiC Semiconductor Inc.
PDF
現場生產力管理 productivity management
by
Fast SiC Semiconductor Inc.
PPT
QM-055-品質管制
by
handbook
PPT
QM-041-品管七大手法訓練
by
handbook
PDF
IE手法-愚巧法、防錯法 Fool-Proofing
by
Fast SiC Semiconductor Inc.
PPT
QM-048-品管圈活動經驗分享
by
handbook
PDF
QM-041-品管七大手法訓練
by
handbook
PPTX
工作改善
by
Yung Jui Chen 陳泳睿
PPTX
損益 兩平分析技巧
by
Fast SiC Semiconductor Inc.
PDF
工作教導 On the Job Training
by
Fast SiC Semiconductor Inc.
PPTX
标准化作业和精益六西格玛
by
William Yu
PDF
工作教導 On the job Training
by
Fast SiC Semiconductor Inc.
作業程序圖 process chart
by
Fast SiC Semiconductor Inc.
QM-063-工業工程七大手法
by
handbook
作業現場稽核重點 Tip 8 for On-Site Audit
by
Fast SiC Semiconductor Inc.
品管7手法 7 QC tools
by
Fast SiC Semiconductor Inc.
精實6S Lean 6S
by
Fast SiC Semiconductor Inc.
【經理人講堂】目標設定:14項規劃工具
by
周建良 Zhou Jian Liang
5.全面交期管理
by
營松 林
新QC 7手法 New 7 QC tools
by
Fast SiC Semiconductor Inc.
精實生產的實踐 Lean Production
by
Fast SiC Semiconductor Inc.
現場生產力管理 productivity management
by
Fast SiC Semiconductor Inc.
QM-055-品質管制
by
handbook
QM-041-品管七大手法訓練
by
handbook
IE手法-愚巧法、防錯法 Fool-Proofing
by
Fast SiC Semiconductor Inc.
QM-048-品管圈活動經驗分享
by
handbook
QM-041-品管七大手法訓練
by
handbook
工作改善
by
Yung Jui Chen 陳泳睿
損益 兩平分析技巧
by
Fast SiC Semiconductor Inc.
工作教導 On the Job Training
by
Fast SiC Semiconductor Inc.
标准化作业和精益六西格玛
by
William Yu
工作教導 On the job Training
by
Fast SiC Semiconductor Inc.
Similar to 人機作業分析 man machine chart
PPT
淡大保險人資 Ch 03 工作分析與設計
by
Spring Wang
PPT
淡大保險人資 Ch 03 工作分析與設計
by
Spring Wang
PPT
工作圈上課講義
by
5045033
PPT
專案管理Chap06(2009)
by
guest879017
PPT
03 工作分析 工作設計(按此下載)
by
guesta577b9
PPTX
105.08.00 基層主管管理培訓班-詹翔霖教授
by
文化大學
PPT
QM-067-流程改善工具
by
handbook
PPT
qa
by
5045033
PPT
人力規劃 工作分析 工作設計(按此下載)
by
ChiChi
PPT
02工作分析與設計
by
ChiChi
PPT
新呈工業12 s介紹
by
Yung Jui Chen 陳泳睿
PPTX
除了上述提到的财务收益外,企业提升ESG 绩效表现还能带来额外的商业效益.pptx
by
long_sieuquay
PDF
員工觀點_生產與作業管理
by
Ching Chuang 羅
PDF
員工觀點 生產與作業管理
by
tarshar
PDF
員工觀點_生產與作業管理
by
Ching Chuang 羅
PDF
員工觀點 生產與作業管理
by
Ching Chuang 羅
PDF
員工觀點 生產與作業管理
by
tarshar
PPT
生產管理實務
by
5045033
PPT
QM-047-品管圈報告以飛利浦為例
by
handbook
PDF
個別改善概論_安拓個別改善概論_安拓個別改善概論_安拓個別改善概論_安拓.pdf
by
xwhite99381
淡大保險人資 Ch 03 工作分析與設計
by
Spring Wang
淡大保險人資 Ch 03 工作分析與設計
by
Spring Wang
工作圈上課講義
by
5045033
專案管理Chap06(2009)
by
guest879017
03 工作分析 工作設計(按此下載)
by
guesta577b9
105.08.00 基層主管管理培訓班-詹翔霖教授
by
文化大學
QM-067-流程改善工具
by
handbook
qa
by
5045033
人力規劃 工作分析 工作設計(按此下載)
by
ChiChi
02工作分析與設計
by
ChiChi
新呈工業12 s介紹
by
Yung Jui Chen 陳泳睿
除了上述提到的财务收益外,企业提升ESG 绩效表现还能带来额外的商业效益.pptx
by
long_sieuquay
員工觀點_生產與作業管理
by
Ching Chuang 羅
員工觀點 生產與作業管理
by
tarshar
員工觀點_生產與作業管理
by
Ching Chuang 羅
員工觀點 生產與作業管理
by
Ching Chuang 羅
員工觀點 生產與作業管理
by
tarshar
生產管理實務
by
5045033
QM-047-品管圈報告以飛利浦為例
by
handbook
個別改善概論_安拓個別改善概論_安拓個別改善概論_安拓個別改善概論_安拓.pdf
by
xwhite99381
More from Fast SiC Semiconductor Inc.
PPT
生產作業管理
by
Fast SiC Semiconductor Inc.
PPTX
ISO9001 4_5 Clause 條文說明
by
Fast SiC Semiconductor Inc.
PPTX
減碳企業怎麼做
by
Fast SiC Semiconductor Inc.
PPTX
碳盤查系統實務
by
Fast SiC Semiconductor Inc.
PDF
Monte Carlo Method Introduction
by
Fast SiC Semiconductor Inc.
PDF
Hole and shaft-basis systems of fits
by
Fast SiC Semiconductor Inc.
PDF
來自身體的聲音
by
Fast SiC Semiconductor Inc.
PDF
022 臨床試驗專員Clinical Research Associate,CRA
by
Fast SiC Semiconductor Inc.
PDF
001 管制圖使用問答 SPC Chart Tips
by
Fast SiC Semiconductor Inc.
PDF
02 FDA 醫材臨床試驗考量
by
Fast SiC Semiconductor Inc.
PDF
01 了解醫材FDA 510(K) 申請
by
Fast SiC Semiconductor Inc.
PPTX
06 生物晶片概論 BioChip Overview
by
Fast SiC Semiconductor Inc.
PDF
02 PDCA Management
by
Fast SiC Semiconductor Inc.
PDF
023 QC Stroy 簡報的準備 QC Story Presentation
by
Fast SiC Semiconductor Inc.
PDF
021 QC Story 開始一個故事
by
Fast SiC Semiconductor Inc.
PDF
140 簡報美學實踐 PPT aesthetics practice
by
Fast SiC Semiconductor Inc.
PDF
088 色彩與簡報構圖 Color and PPT
by
Fast SiC Semiconductor Inc.
PDF
#261 人因工程圖例 Human factor engineering
by
Fast SiC Semiconductor Inc.
PDF
課題型中常用的 4種創意發想 Creative idea for QC story
by
Fast SiC Semiconductor Inc.
PDF
阿茲海默症 Alzheimers disease
by
Fast SiC Semiconductor Inc.
生產作業管理
by
Fast SiC Semiconductor Inc.
ISO9001 4_5 Clause 條文說明
by
Fast SiC Semiconductor Inc.
減碳企業怎麼做
by
Fast SiC Semiconductor Inc.
碳盤查系統實務
by
Fast SiC Semiconductor Inc.
Monte Carlo Method Introduction
by
Fast SiC Semiconductor Inc.
Hole and shaft-basis systems of fits
by
Fast SiC Semiconductor Inc.
來自身體的聲音
by
Fast SiC Semiconductor Inc.
022 臨床試驗專員Clinical Research Associate,CRA
by
Fast SiC Semiconductor Inc.
001 管制圖使用問答 SPC Chart Tips
by
Fast SiC Semiconductor Inc.
02 FDA 醫材臨床試驗考量
by
Fast SiC Semiconductor Inc.
01 了解醫材FDA 510(K) 申請
by
Fast SiC Semiconductor Inc.
06 生物晶片概論 BioChip Overview
by
Fast SiC Semiconductor Inc.
02 PDCA Management
by
Fast SiC Semiconductor Inc.
023 QC Stroy 簡報的準備 QC Story Presentation
by
Fast SiC Semiconductor Inc.
021 QC Story 開始一個故事
by
Fast SiC Semiconductor Inc.
140 簡報美學實踐 PPT aesthetics practice
by
Fast SiC Semiconductor Inc.
088 色彩與簡報構圖 Color and PPT
by
Fast SiC Semiconductor Inc.
#261 人因工程圖例 Human factor engineering
by
Fast SiC Semiconductor Inc.
課題型中常用的 4種創意發想 Creative idea for QC story
by
Fast SiC Semiconductor Inc.
阿茲海默症 Alzheimers disease
by
Fast SiC Semiconductor Inc.
人機作業分析 man machine chart
1.
1 作 業 分
析 Made by Victor Huang Date: 2016.5.22
2.
2 Outline • 作業分析之意義 • 人機程序圖 •
多動作程序圖 • 操作人程序圖 • 閒餘能量分析 • 工作標準化
3.
3 作業分析之意義 • 流程分析: – 在於研究分析一個完整的製造程序或是 一系列的作業 •
作業分析: – 在於研究一個工作站上的詳細作業 • 動作分析: – 在於研究分析作業當中的各項細微身體 動作
4.
4 作業分析之意義 • 與機器有關的作業 – 人機程序圖
&多人機程序圖 – 可以用來降低機器與作業人員的閒餘時間 – 改善作業人員與機器之間的平衡關係 • 單純人工操作的作業 – 操作人程序圖 – 可以用來刪除不必要的動作,並且把剩餘 下來的必要動作調整為最佳的順序 – 在分析特定作業時,會運用到動作分析
5.
5 人 機 程
序 圖 • 意義 – 分析在同一個工作地點、同一個時間(或 同一 個操作週期)內之各項作業,並且將 機器操作 週期與作業人員操作週期之相互 時間關係,正 確而清楚地表示出來 • 目的 – 降低機器的閒置時間(Idle time),並且改善操 作人員與機器之間的平衡關係
6.
6 人 機 程
序 圖 • 一人操作一台機器 • 把裝在模子的液體材料放置到機器上之後 • 開始操作 • 經過一定加工時間後從機器取出 • 從模子取出成品 • 裝入液體材料到模子內等反覆性的作業
7.
7 人 機 程
序 圖 • 操作流程 – 一人操作一台機器 – 把裝在模子的液體材料放置到機器上之後開 始操作 – 經過一定加工時間後從機器取出 – 從模子取出成品 – 裝入液體材料到模子內等反覆性的作業
8.
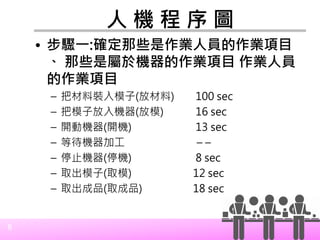
8 人 機 程
序 圖 • 步驟一:確定那些是作業人員的作業項目 、 那些是屬於機器的作業項目 作業人員 的作業項目 – 把材料裝入模子(放材料) 100 sec – 把模子放入機器(放模) 16 sec – 開動機器(開機) 13 sec – 等待機器加工 – – – 停止機器(停機) 8 sec – 取出模子(取模) 12 sec – 取出成品(取成品) 18 sec
9.
9 人 機 程
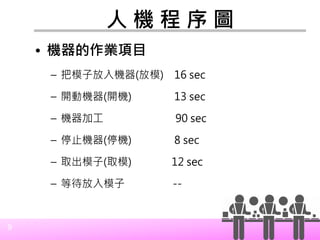
序 圖 • 機器的作業項目 – 把模子放入機器(放模) 16 sec – 開動機器(開機) 13 sec – 機器加工 90 sec – 停止機器(停機) 8 sec – 取出模子(取模) 12 sec – 等待放入模子 --
10.
10 人 機 程
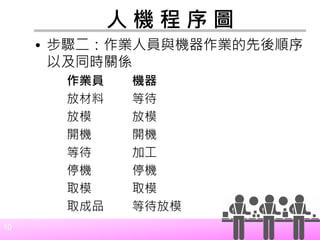
序 圖 • 步驟二:作業人員與機器作業的先後順序 以及同時關係 作業員 機器 放材料 等待 放模 放模 開機 開機 等待 加工 停機 停機 取模 取模 取成品 等待放模
11.
11 人 機 程
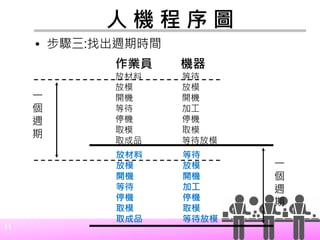
序 圖 • 步驟三:找出週期時間 作業員 機器 放材料 等待 放模 放模 開機 開機 等待 加工 停機 停機 取模 取模 取成品 等待放模 放材料 等待 放模 放模 開機 開機 等待 加工 停機 停機 取模 取模 取成品 等待放模 一 個 週 期 一 個 週 期
12.
12 人 機 程
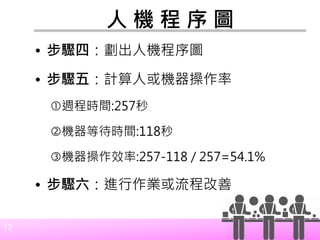
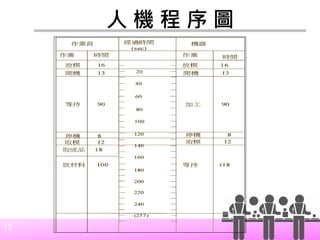
序 圖 • 步驟四:劃出人機程序圖 • 步驟五:計算人或機器操作率 週程時間:257秒 機器等待時間:118秒 機器操作效率:257-118 / 257=54.1% • 步驟六:進行作業或流程改善
13.
13 人 機 程
序 圖
14.
14 人 機 程
序 圖
15.
15 人 機 程
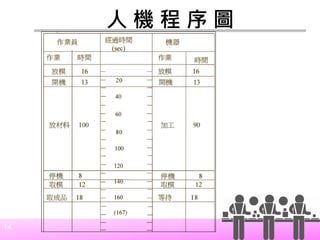
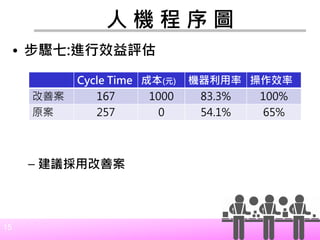
序 圖 • 步驟七:進行效益評估 – 建議採用改善案 Cycle Time 成本(元) 機器利用率 操作效率 改善案 167 1000 83.3% 100% 原案 257 0 54.1% 65%
16.
16 多 動 作
程 序 圖 • 記錄多個作業人員與(或)機器之相關工作 程序 • 在公共時間標尺旁將各個作業人員與機器 之各項操作並列,並且以粗線或斜線用來 表示操作,空白處即表示人或機器之空閒 情形
17.
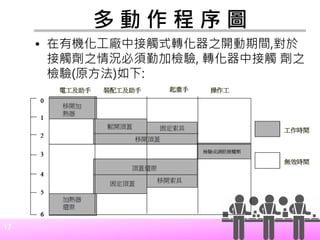
17 多 動 作
程 序 圖 • 在有機化工廠中接觸式轉化器之開動期間,對於 接觸劑之情況必須勤加檢驗, 轉化器中接觸 劑之 檢驗(原方法)如下:
18.
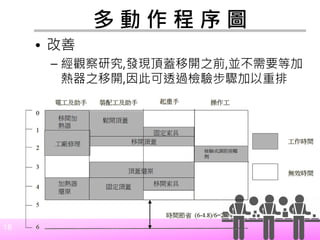
18 多 動 作
程 序 圖 • 改善 – 經觀察研究,發現頂蓋移開之前,並不需要等加 熱器之移開,因此可透過檢驗步驟加以重排
19.
19 多 動 作
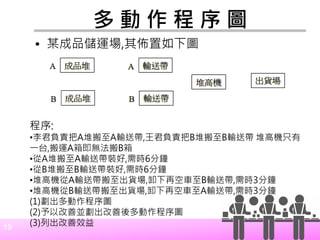
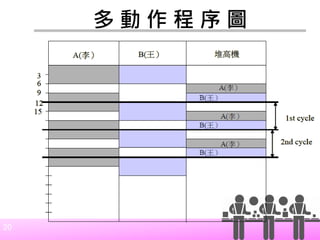
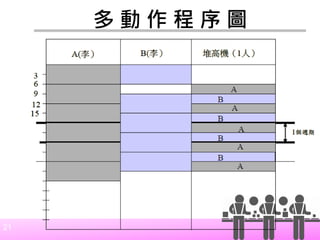
程 序 圖 • 某成品儲運場,其佈置如下圖 程序: •李君負責把A堆搬至A輸送帶,王君負責把B堆搬至B輸送帶 堆高機只有 一台,搬運A箱即無法搬B箱 •從A堆搬至A輸送帶裝好,需時6分鐘 •從B堆搬至B輸送帶裝好,需時6分鐘 •堆高機從A輸送帶搬至出貨場,卸下再空車至B輸送帶,需時3分鐘 •堆高機從B輸送帶搬至出貨場,卸下再空車至A輸送帶,需時3分鐘 (1)劃出多動作程序圖 (2)予以改善並劃出改善後多動作程序圖 (3)列出改善效益
20.
20 多 動 作
程 序 圖
21.
21 多 動 作
程 序 圖
22.
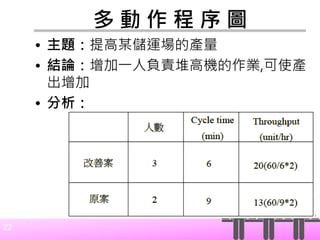
22 多 動 作
程 序 圖 • 主題:提高某儲運場的產量 • 結論:增加一人負責堆高機的作業,可使產 出增加 • 分析:
23.
23 操作人程序圖(Operator process chart) •
意義:為特殊之工作程序圖,又稱為左右手程序 圖,分別將左右手之所有動作與空間都予記錄 ,依其正確之相互關係,配合時間標尺記錄下 來。 • 目的:在於將各項操作更詳細的記錄,以便分析 並改進各項操作,可以明確看出動作是否違反 〔動作經濟原則〕設法發改進。
24.
24 操作人程序圖 • 雙手操作程式圖又稱雙手操作圖、操作人 程序圖或左右手程式圖,是一種特殊的程 式圖。 • 它是將操作者在工作地上左右手的動作按 發生順序加以記錄的圖表。它有助於工人 的操作更加合理。
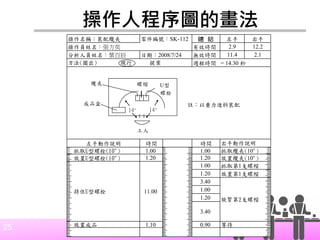
25.
25 操作人程序圖的畫法 操作名稱:裝配纜夾 總 結
左手 右手 有效時間 2.9 12.2 分析人員姓名:葉百辰 無效時間 11.4 2.1 週程時間 = 14.30 秒 左手動作說明 時間 時間 抓取U型螺栓(10") 1.00 1.00 放置U型螺栓(10") 1.20 1.20 1.00 1.20 3.40 1.00 1.20 3.40 放置成品 1.10 0.90 抓取纜夾(10") 放置纜夾(10") 抓取第1支螺帽 放置第1支螺帽 等待 右手動作說明 零件編號:SK-112 操作員姓名:張方奕 方法(圈出) 現行 提案 日期:2008/7/24 持住U型螺栓 11.00 旋緊第2支螺帽 14" 14" U型 螺栓 螺帽 成品盒 纜夾 工人 註:以重力進料裝配
26.
26 閒置時間分析 • 人機程序圖分析的主要目的在於發現作業 人員與機器之閒置所在,並且設法使其減少 • 此種分析可以分為三個方向考量: –
機器閒餘 – 作業人員閒置 – 人機配合
27.
27 人機配合 一位作業人員應該操作幾部機器? • 作的機器數目太多 – 會造成機器具有閒置時間 •
操作的機器數目太少 – 會造成作業人員具有閒置時間 • 因此應該衡量作業人員與機器之間的 相關成本
28.
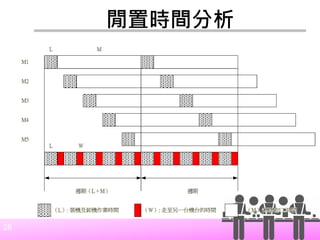
28 閒置時間分析
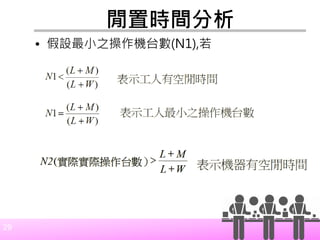
29.
29 閒置時間分析 • 假設最小之操作機台數(N1),若
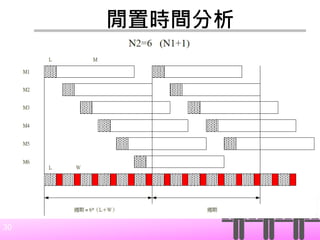
30.
30 閒置時間分析
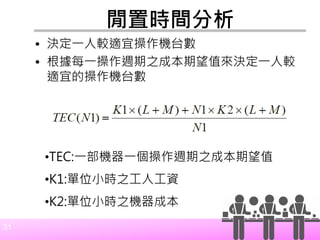
31.
31 閒置時間分析 • 決定一人較適宜操作機台數 • 根據每一操作週期之成本期望值來決定一人較 適宜的操作機台數 •TEC:一部機器一個操作週期之成本期望值 •K1:單位小時之工人工資 •K2:單位小時之機器成本
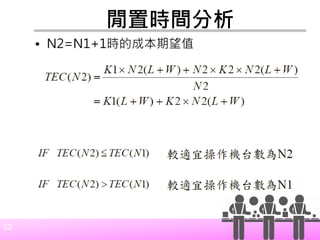
32.
32 閒置時間分析 • N2=N1+1時的成本期望值
33.
33 工 作 標
準 化 • 工作經過工作分析與改善之後制訂標準工作方法 • 為了確實實施制訂之後的標準工作方法, 因此必須 對於工作程序、工作動作、工作 時間以及工作條 件(使用之機具設備、夾 模治具、加工條件與品質 標準)予以標準 化,並且制訂文件 – 標準作業指導書 – 檢驗標準書 • 其目的在於教育訓練與監督作業人員
34.
34 End