Downloaded 591 times
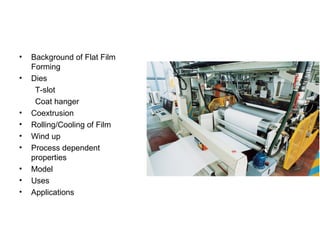






The document discusses multi-layer composite films and the extrusion process used to produce them. It describes how multiple polymer layers from different extruders can be combined into a single film through a multi-manifold die. The film is then cooled on chill rollers before undergoing slitting, gauging, and winding into rolls. Properties like optical clarity and barrier performance can be optimized through adjustments to materials, temperatures, and processing speeds. Common polymers used include polyolefins like polyethylene and polypropylene.

































































































