Download as PDF, PPTX


This document discusses various coating methods used in industries. It begins by outlining the basic steps in a coating process, which includes preparing the coating solution, loading the substrate, applying the coating, drying, and winding. It then describes different coating methods like reverse roll, gravure, slot die, and air knife. Factors to consider when selecting a coating method include the substrate, solution properties, coverage needs, and production volume. The document also covers topics like covered rollers, considerations for selecting roll coating methods, and how roll coaters work.
Introduction to presentation and the significance of coating technology in various industries.
Outlines the basic steps in the coating process, including preparation, application, and drying.
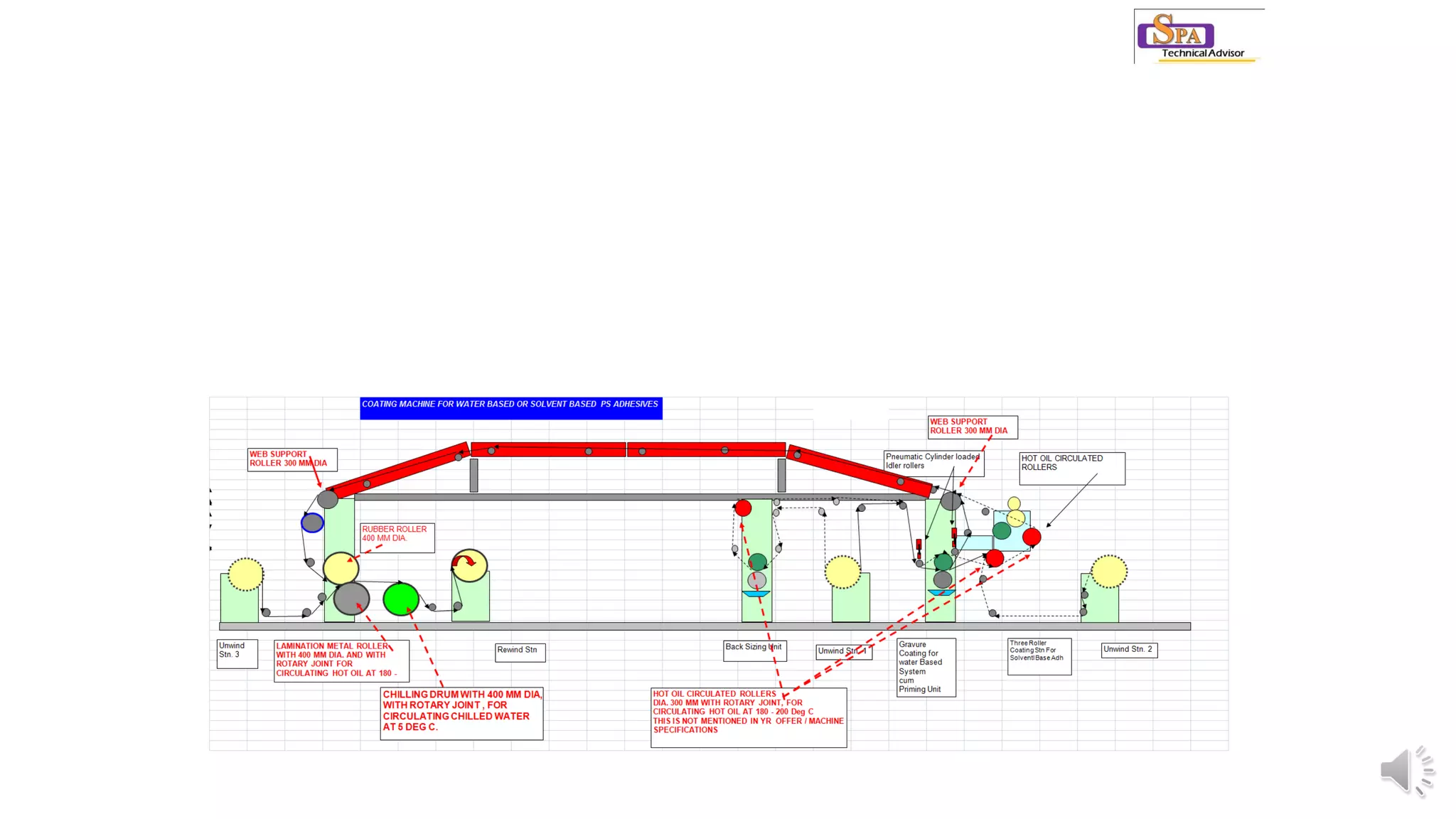
Discusses additional operations in coating like surface treatment and machine variations based on size.
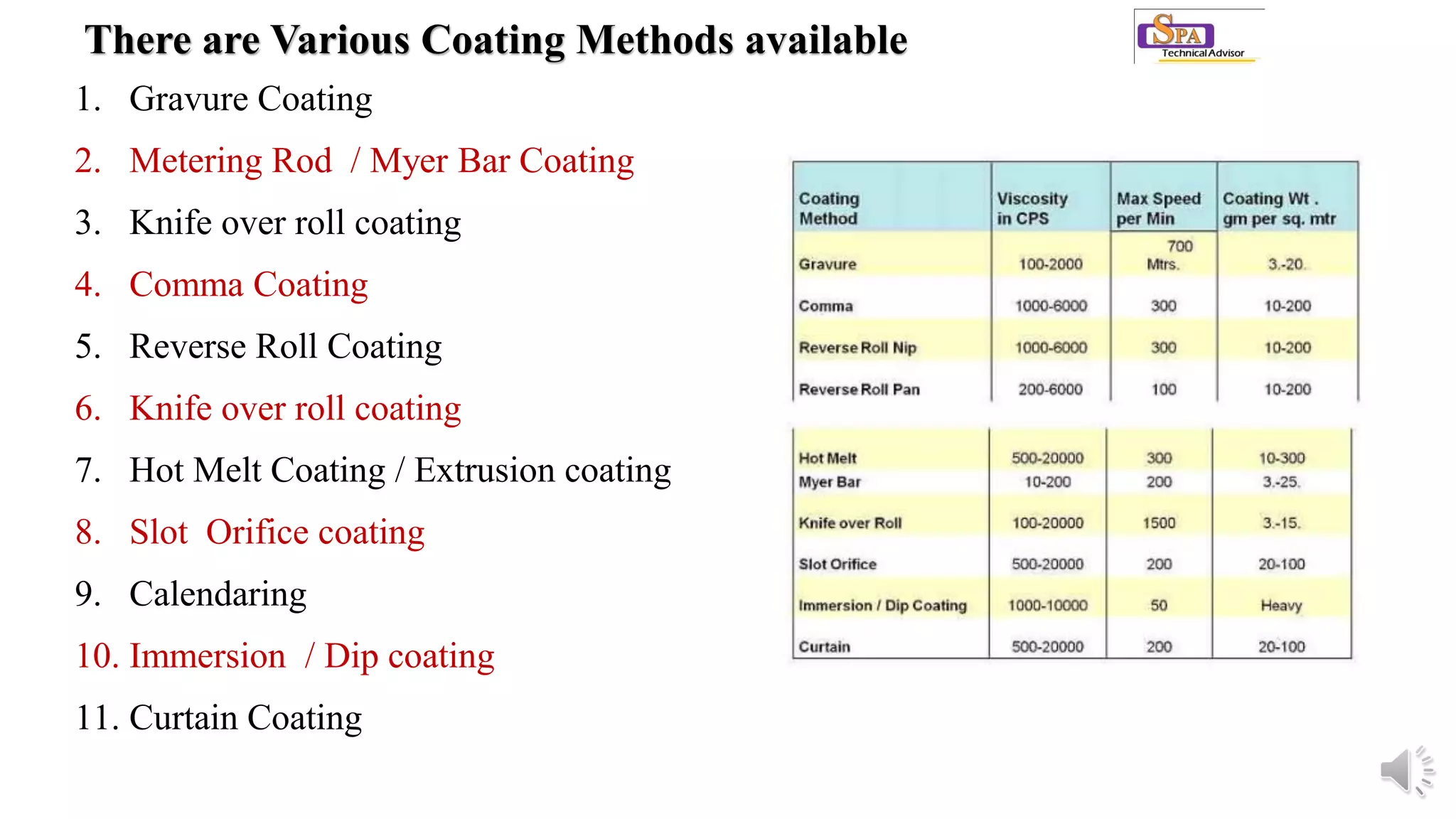
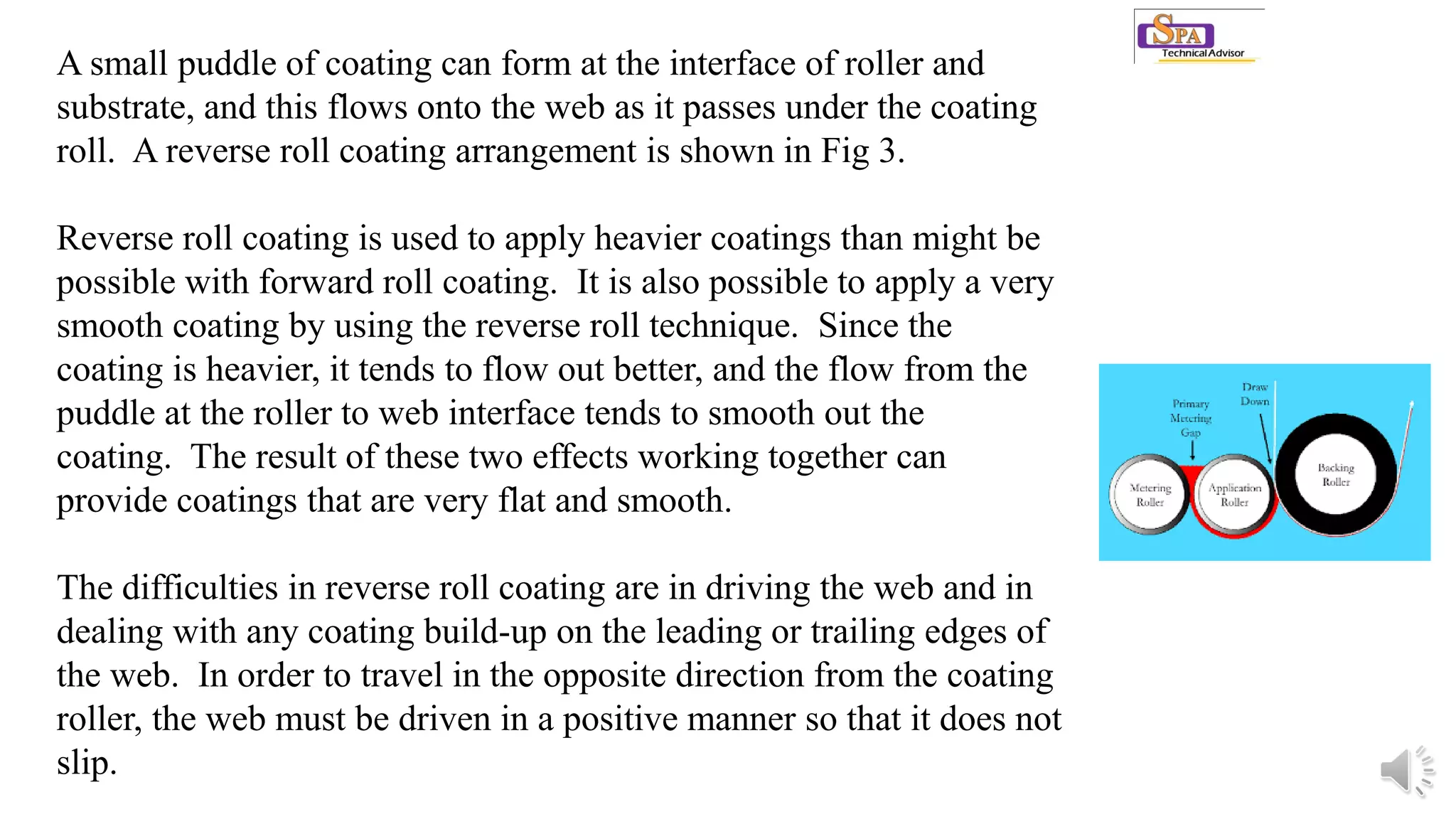
Various coating methods like reverse roll and knife over roll, with emphasis on the suitability of each method based on the substrate and requirements.
Important factors such as adhesive type, coating thickness, and substrate types affecting method choice.
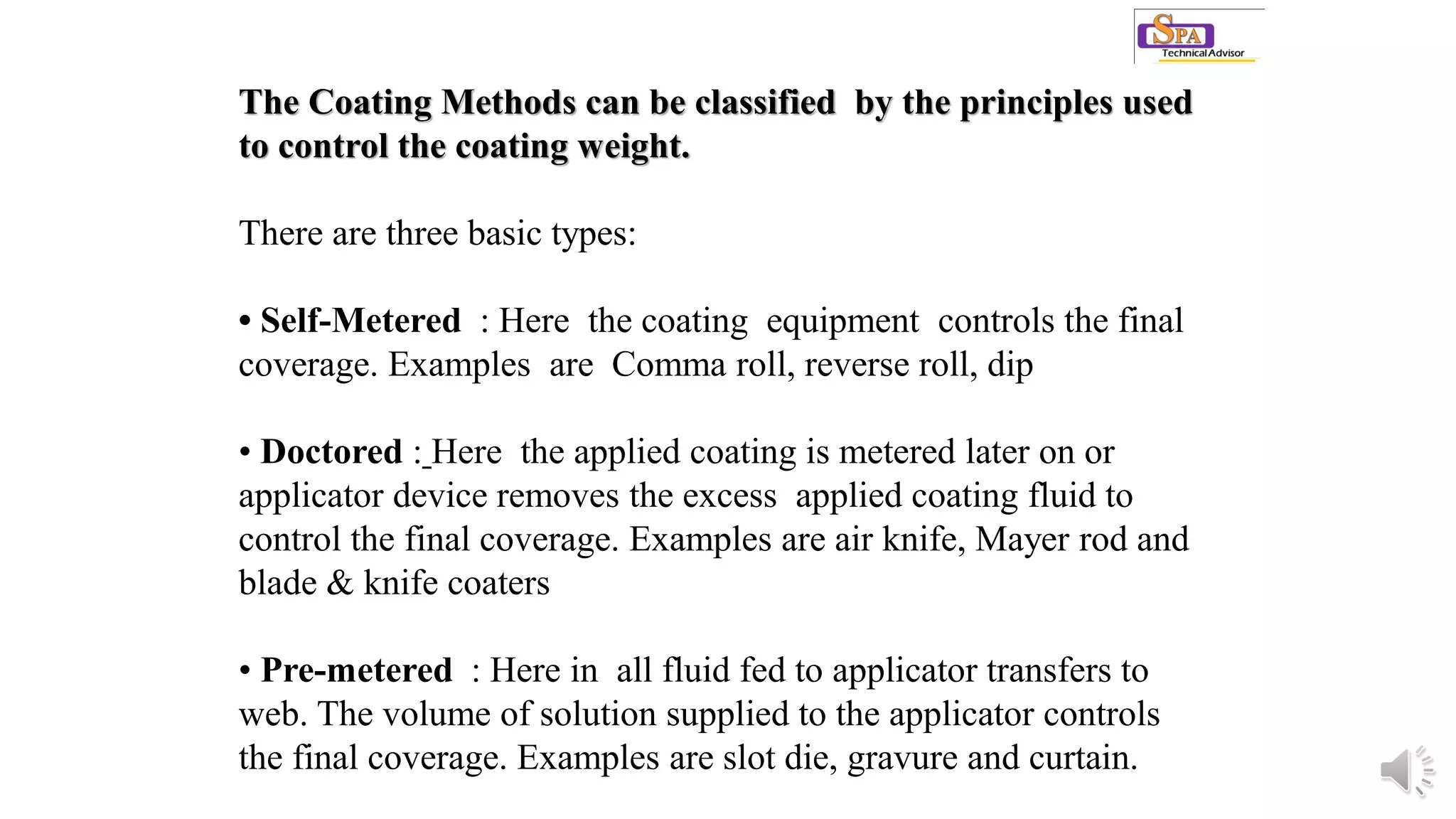
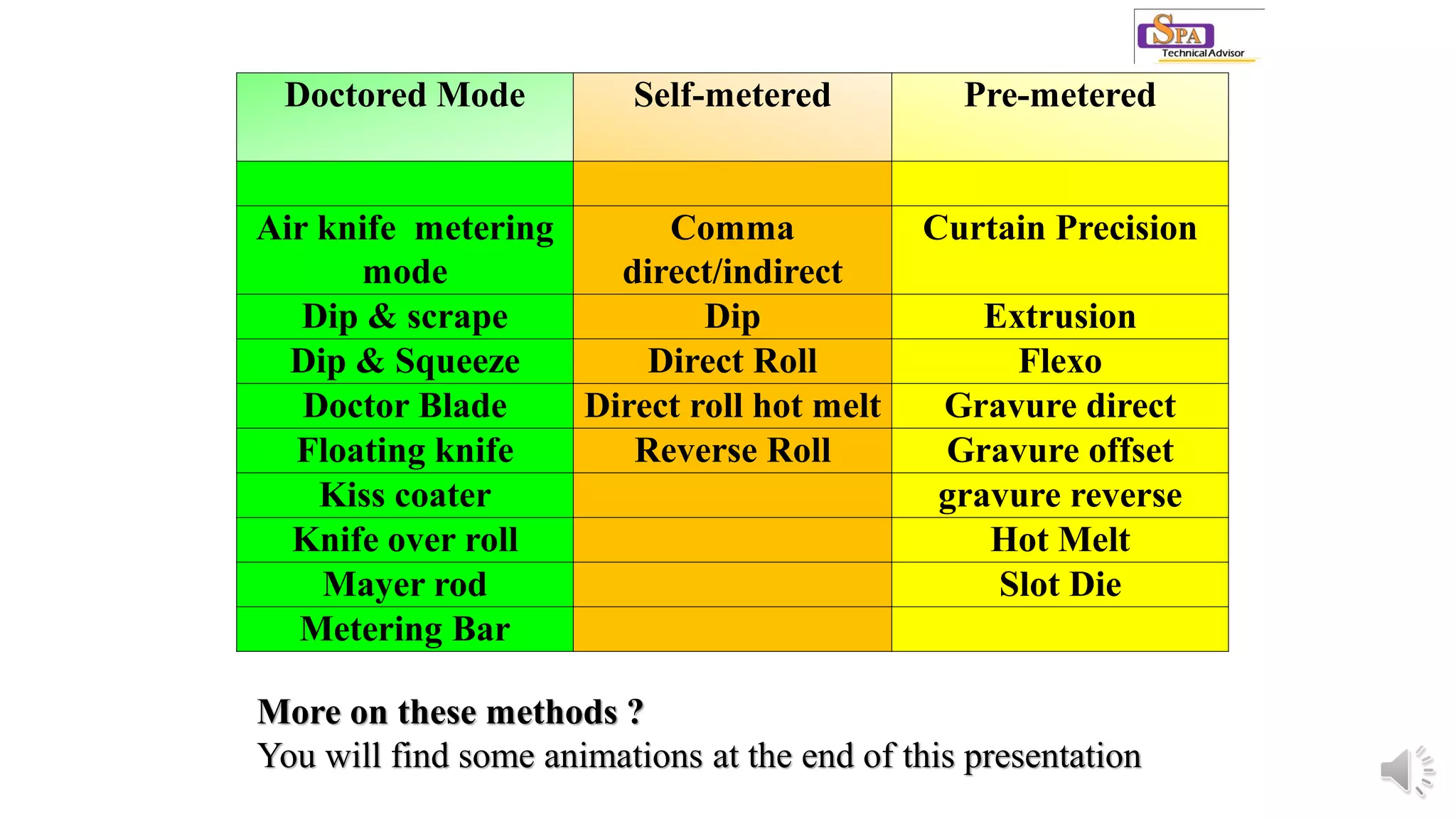
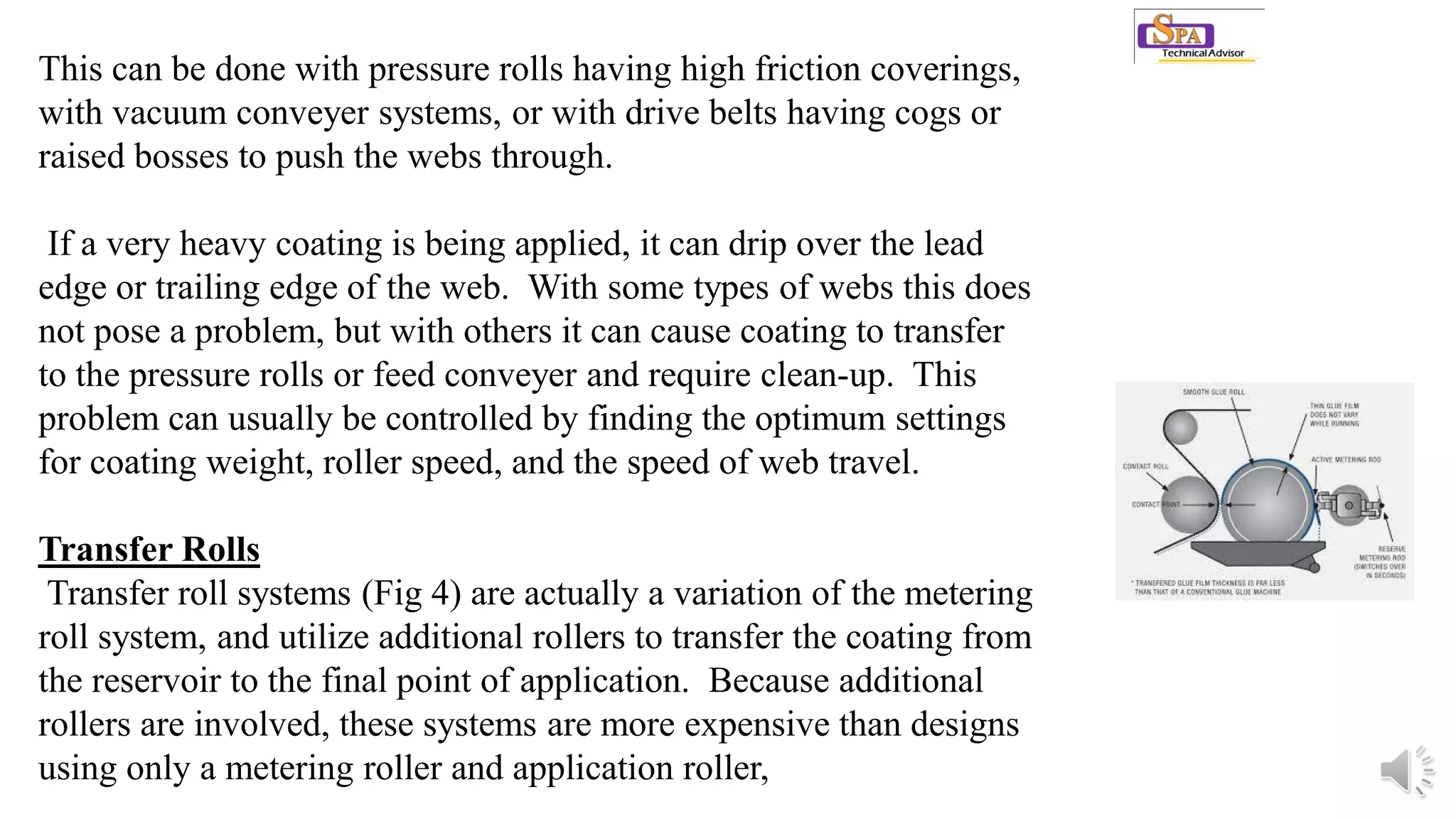
Classification of coating methods based on self-metered, doctored, and pre-metered principles.
A deep dive into criteria like product requirements, uniformity, layers, physical quality, volume, substrate, drying conditions, and solution properties.
Insight on overlooked criteria in coating selection including cost, technical effort, and balancing concerns.
Introduction to coating methods animations available for visual understanding.
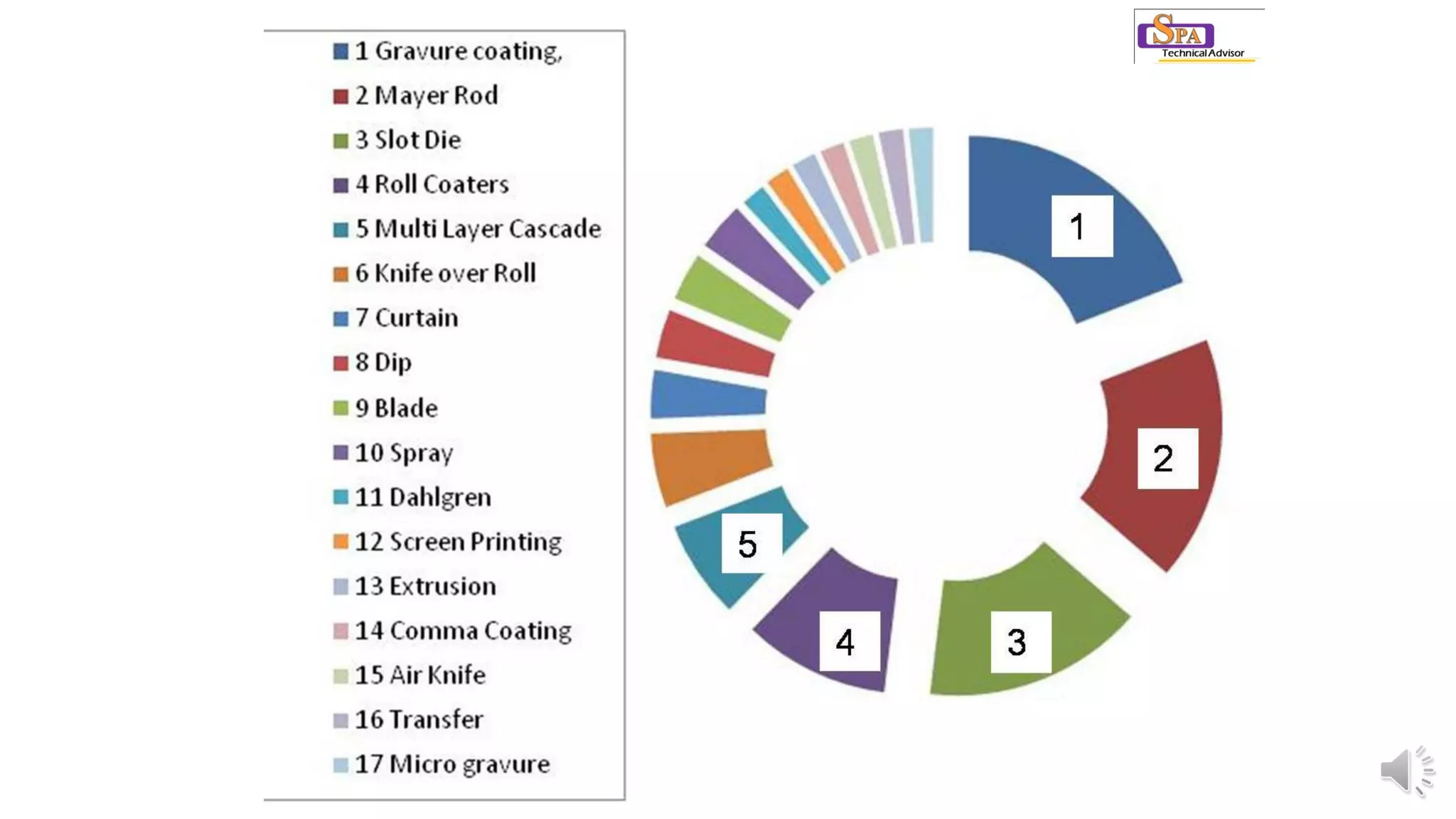
Recent survey data on commonly used web coating methods.
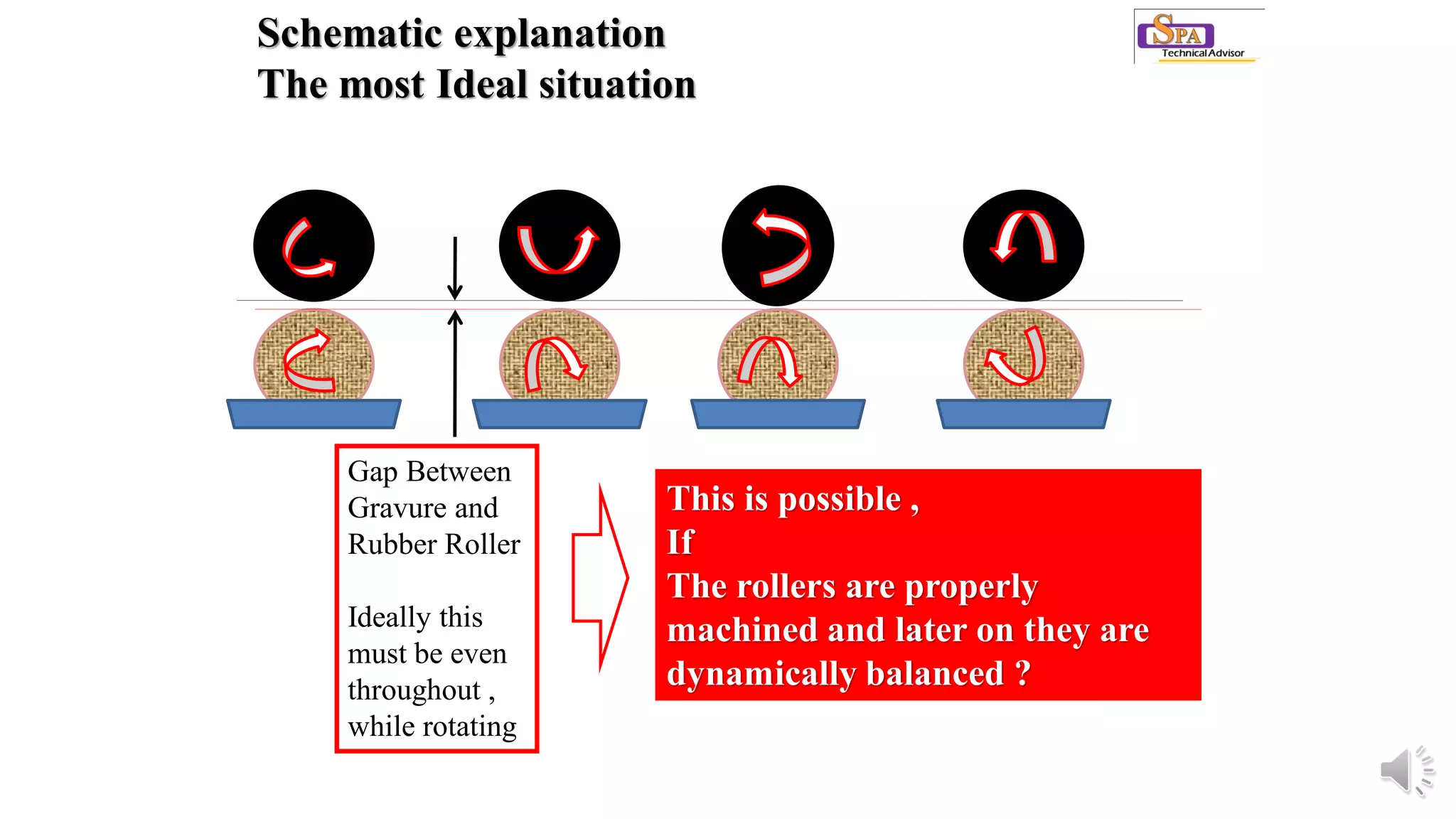
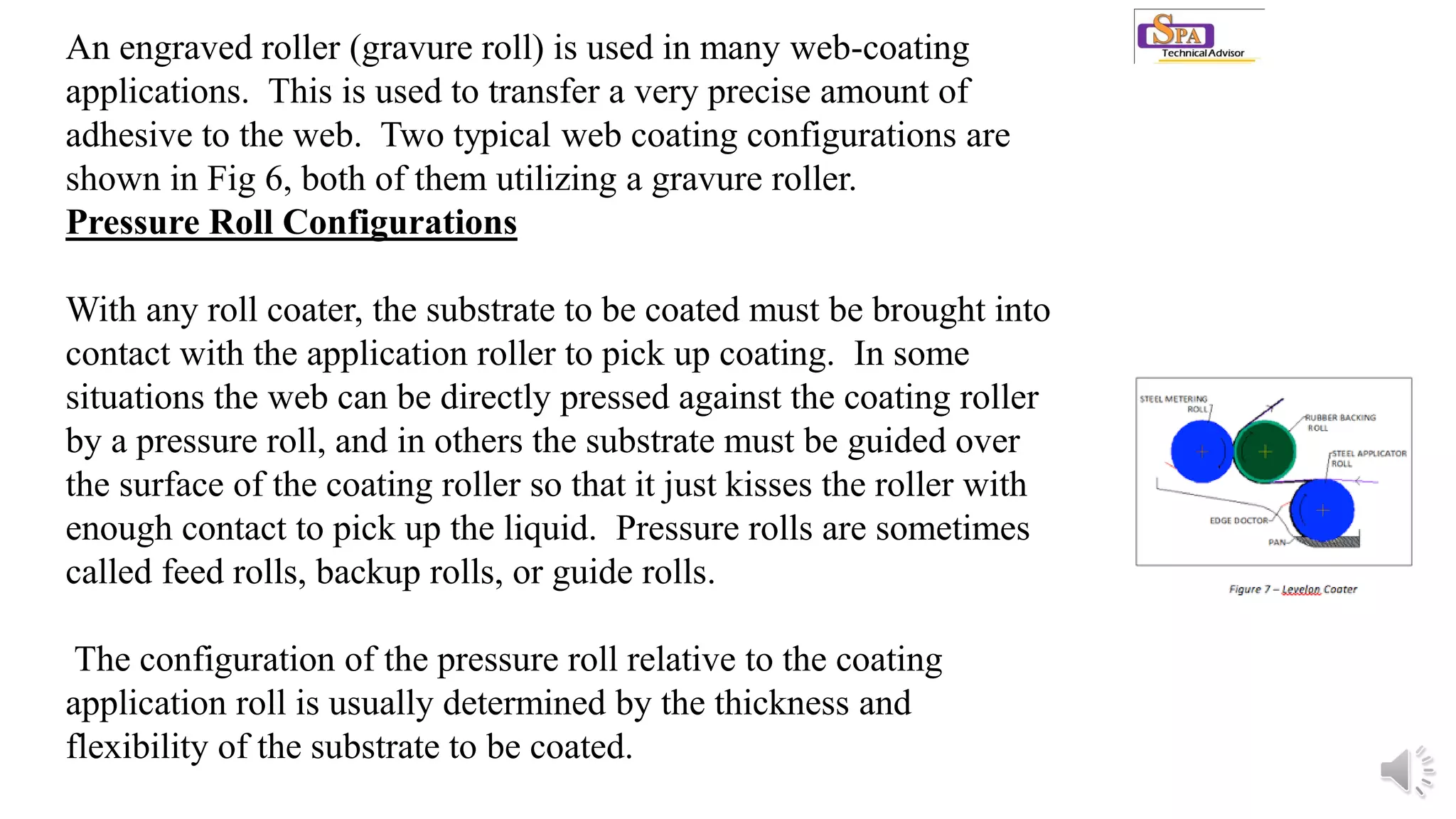
Description of coated rollers in the coating process, emphasizing precision in design and manufacturing.
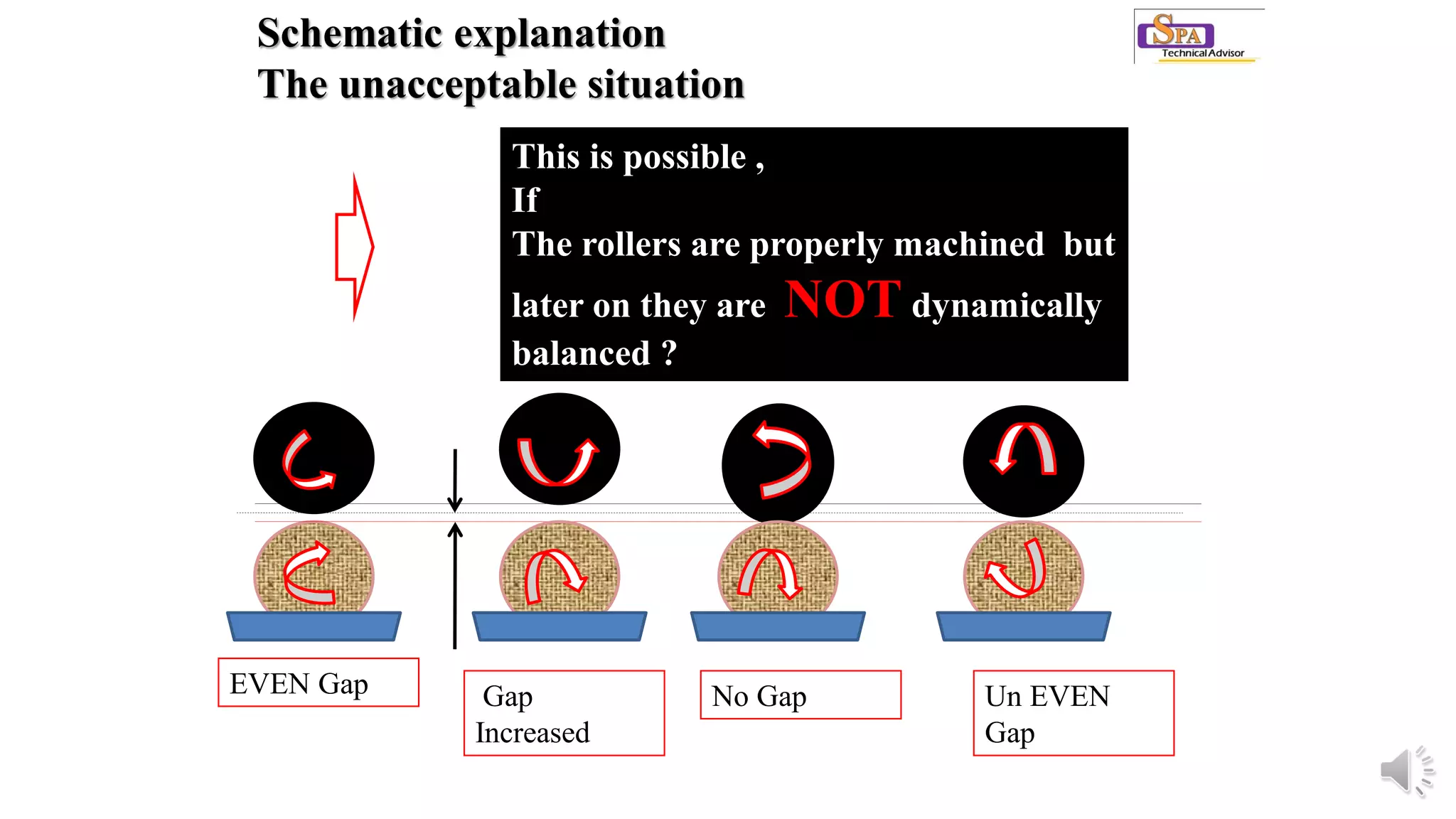
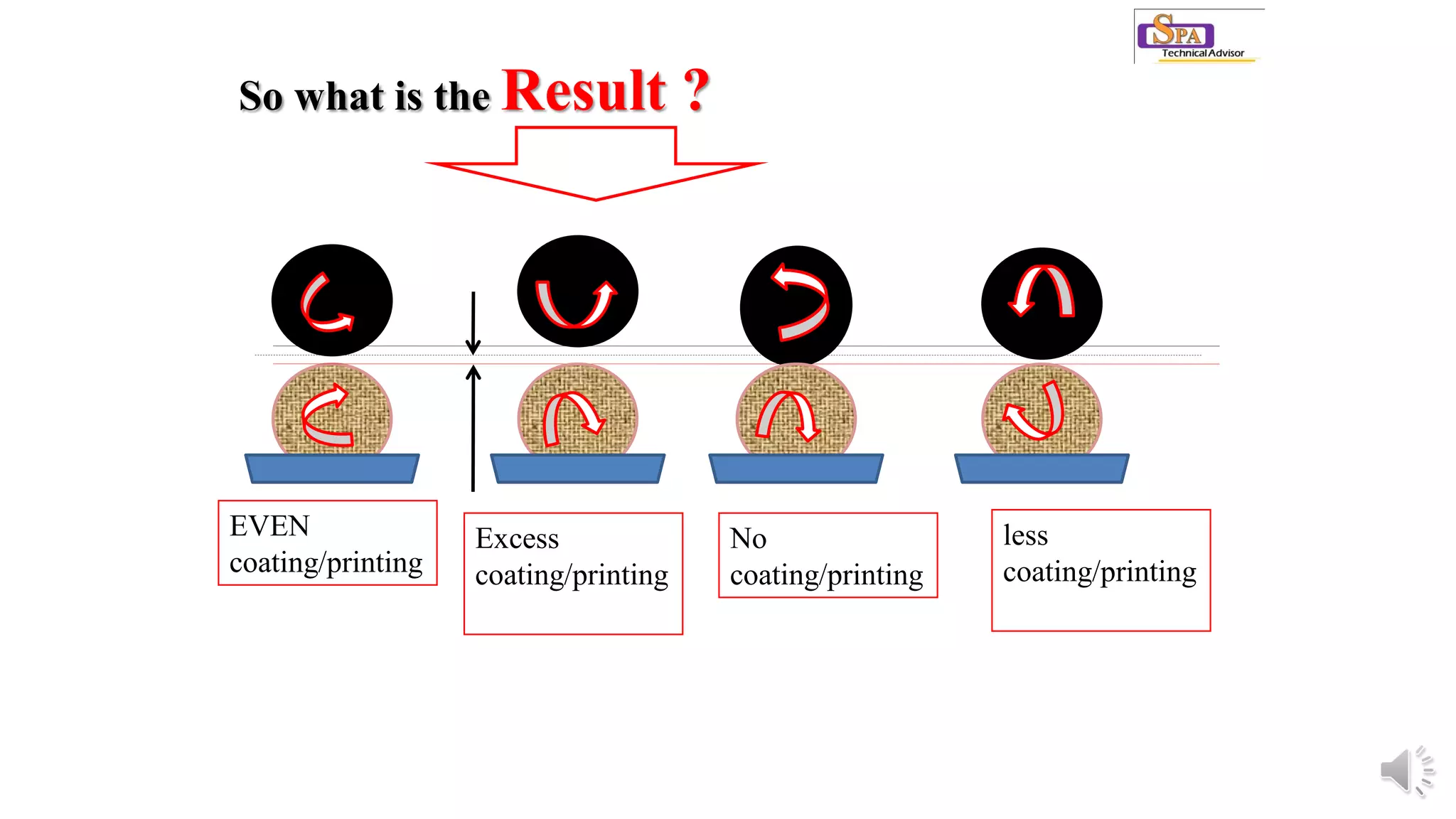
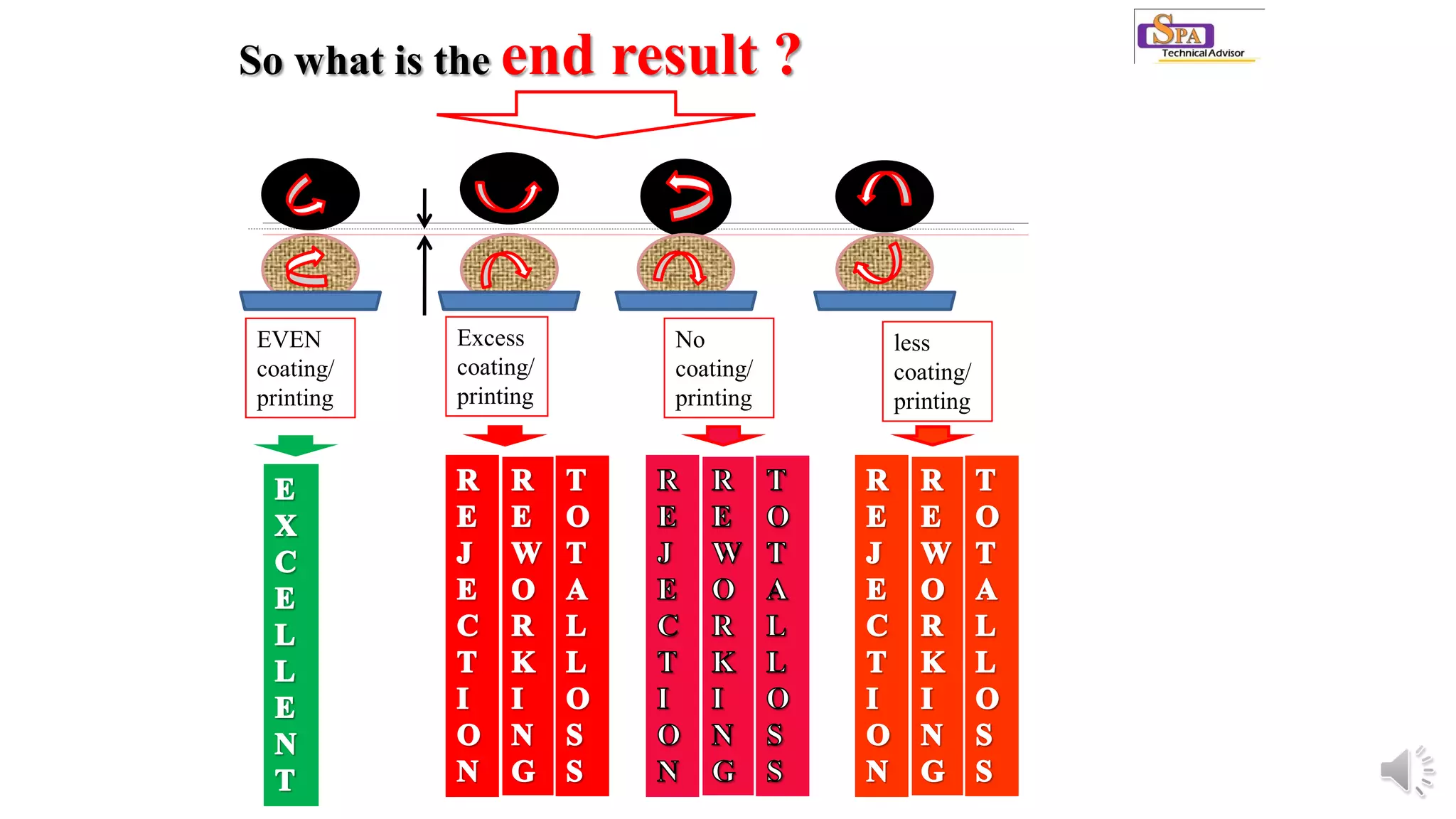
Illustrations of ideal and unacceptable gaps between rollers and the implications on coating quality.
Discussion on roller materials, design considerations, balancing requirements for effective coating.
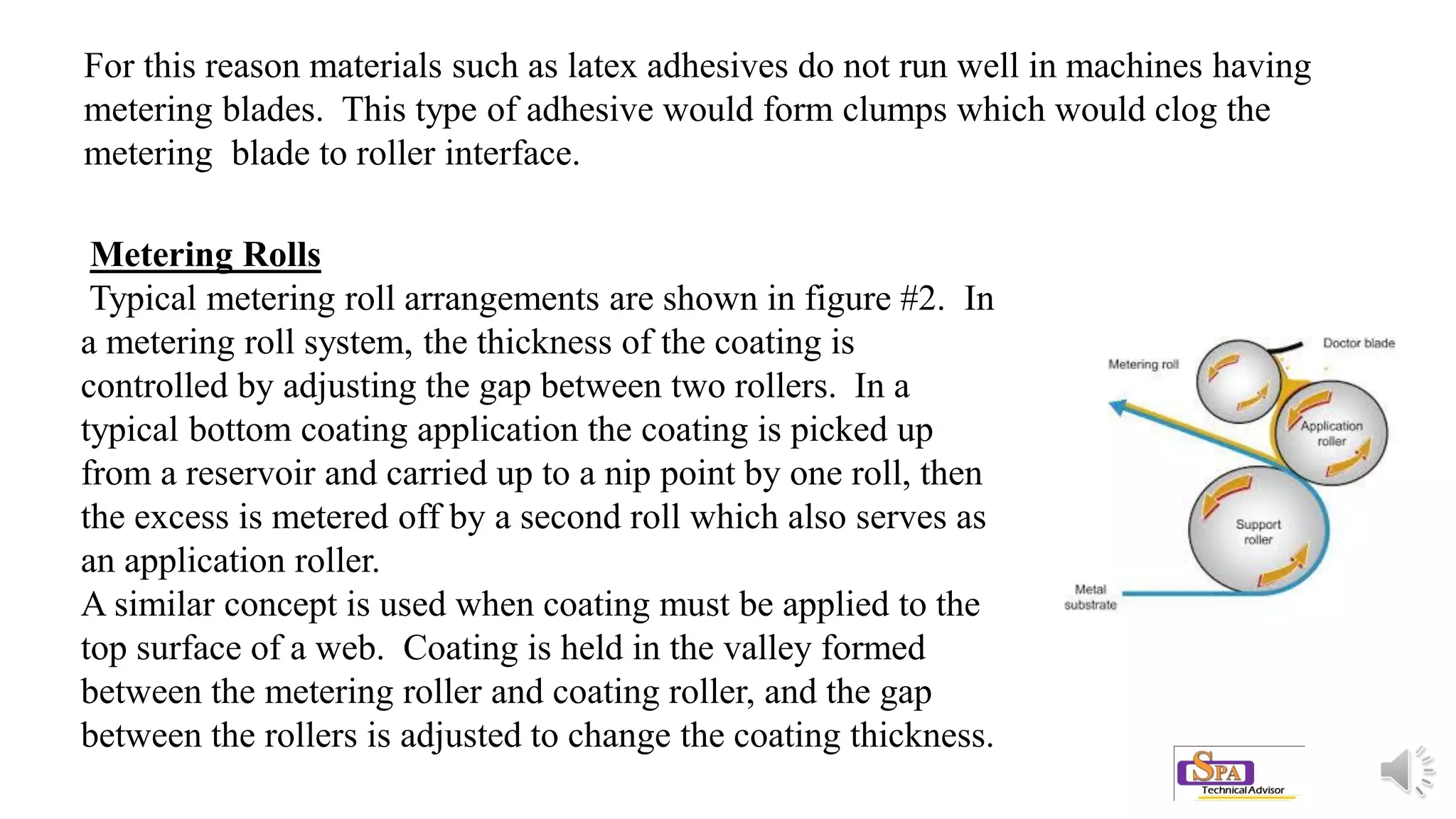
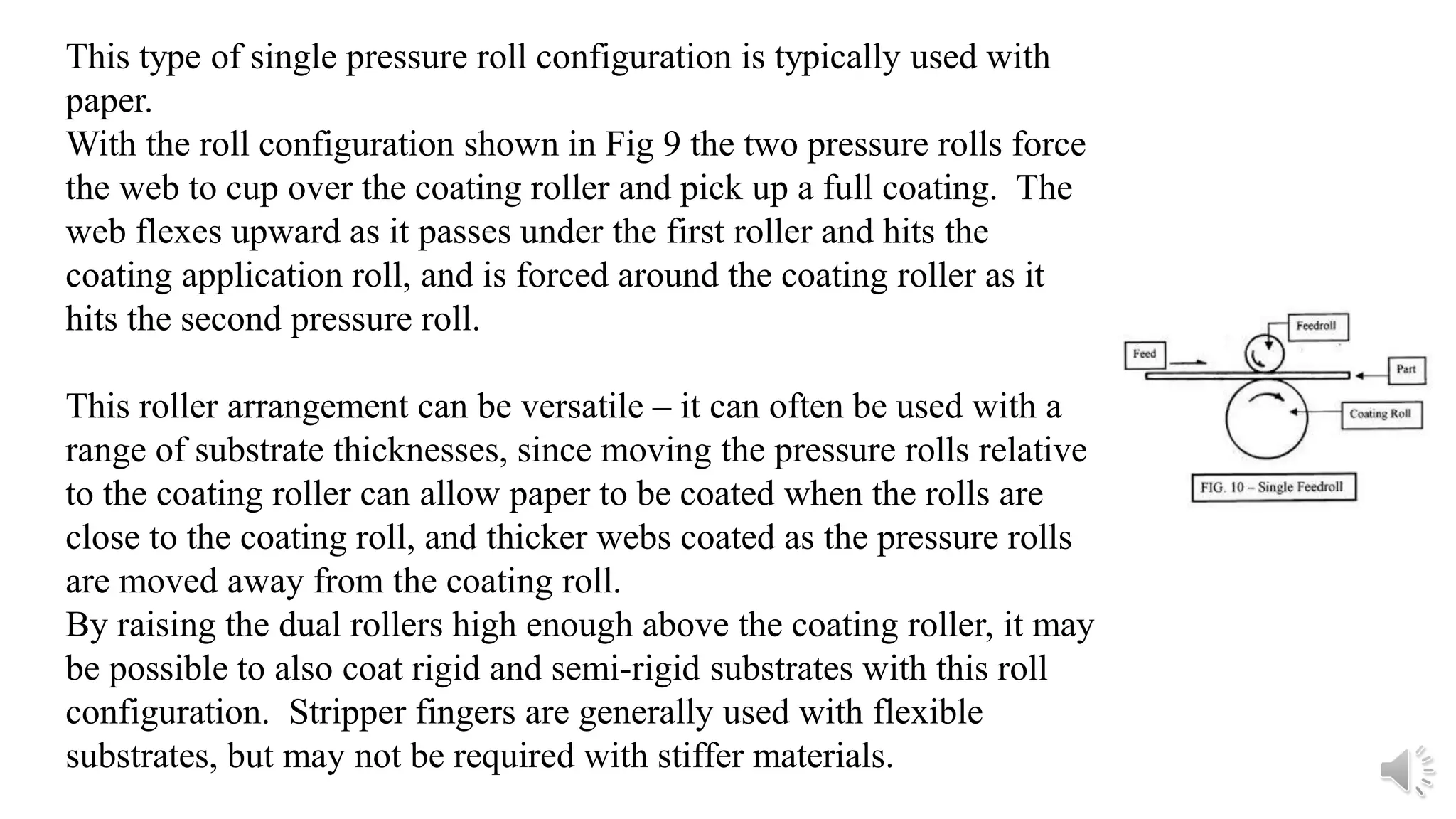
How roll coaters operate, including thickness control mechanisms like metering blades.
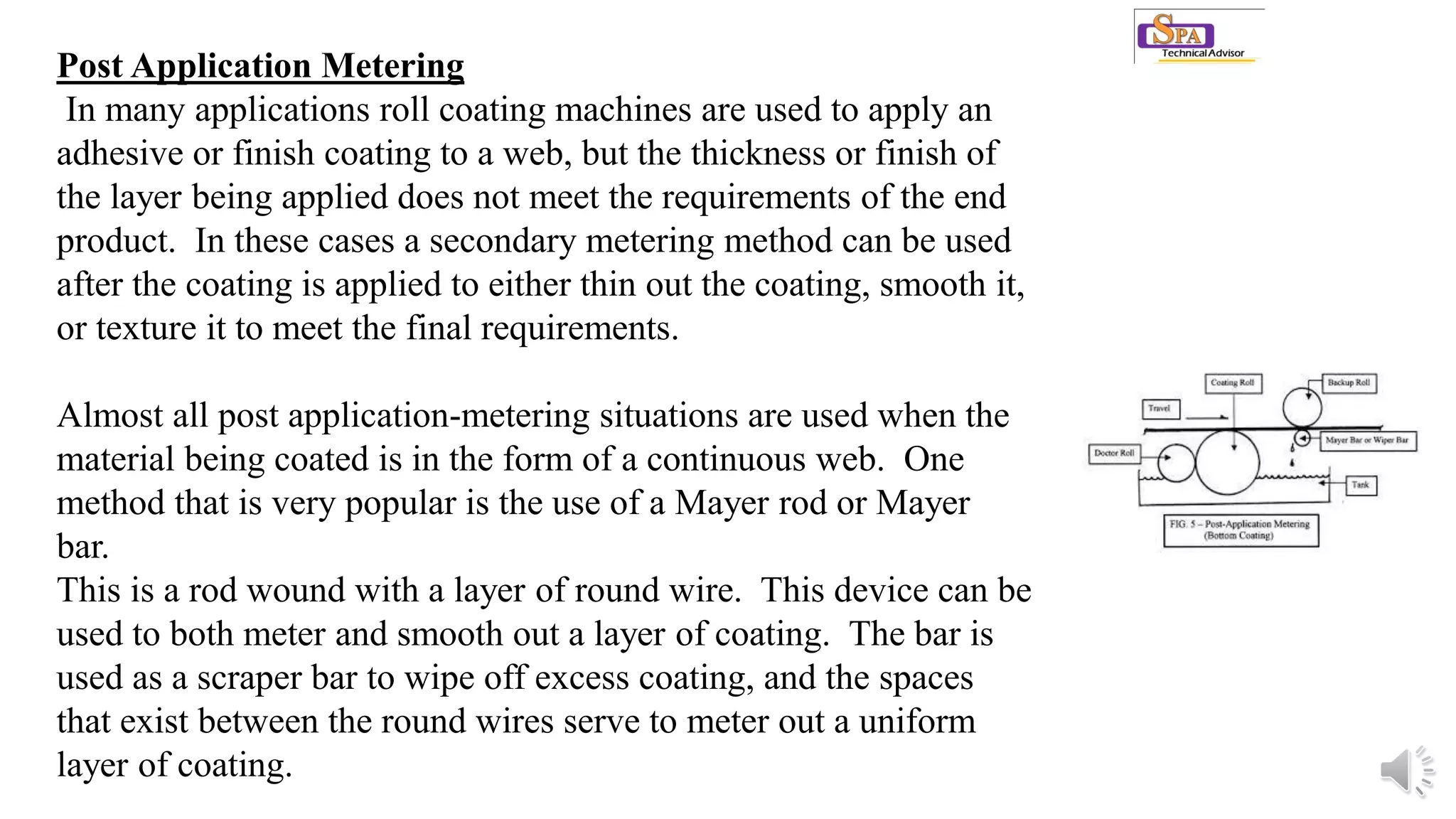
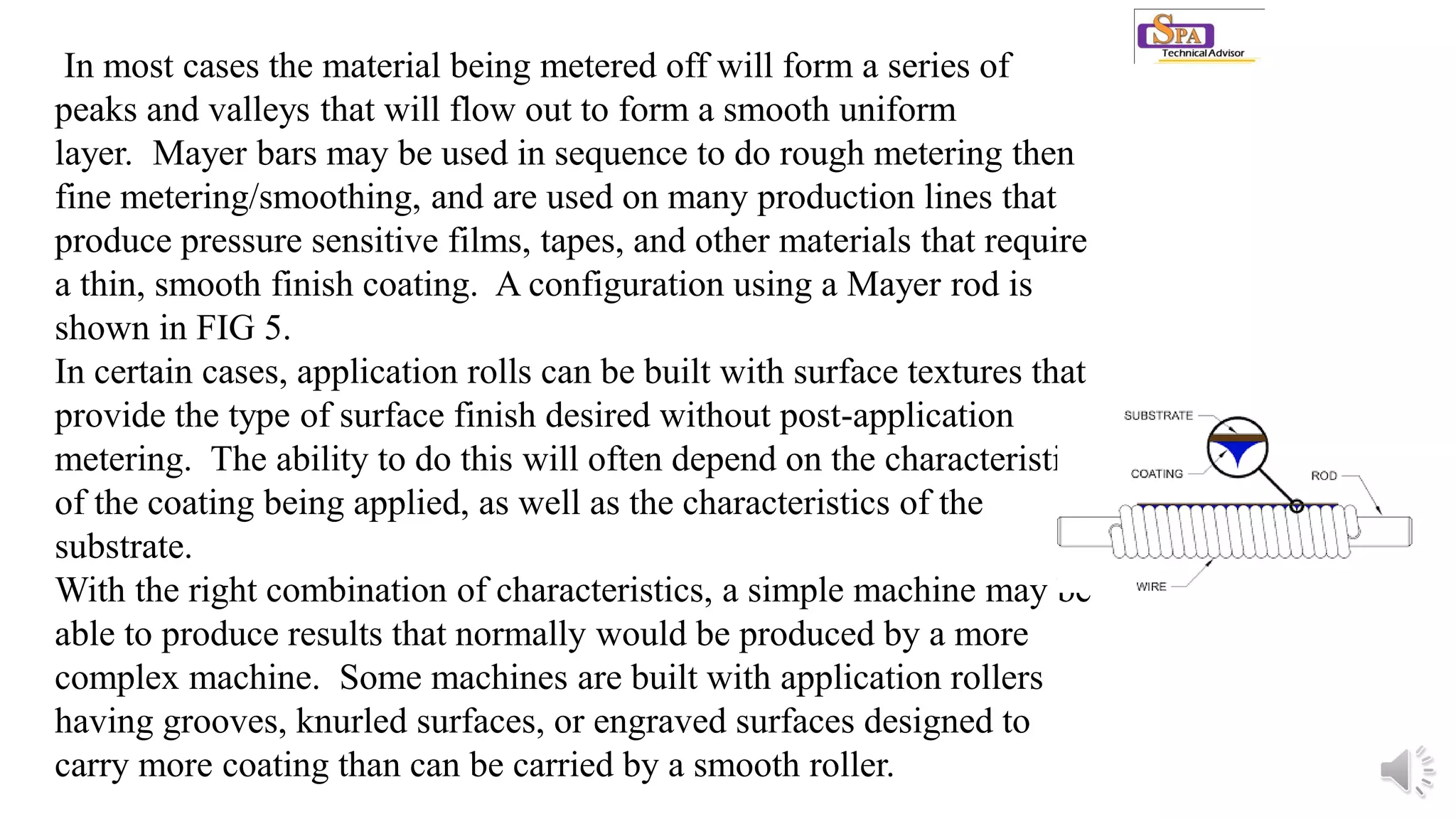
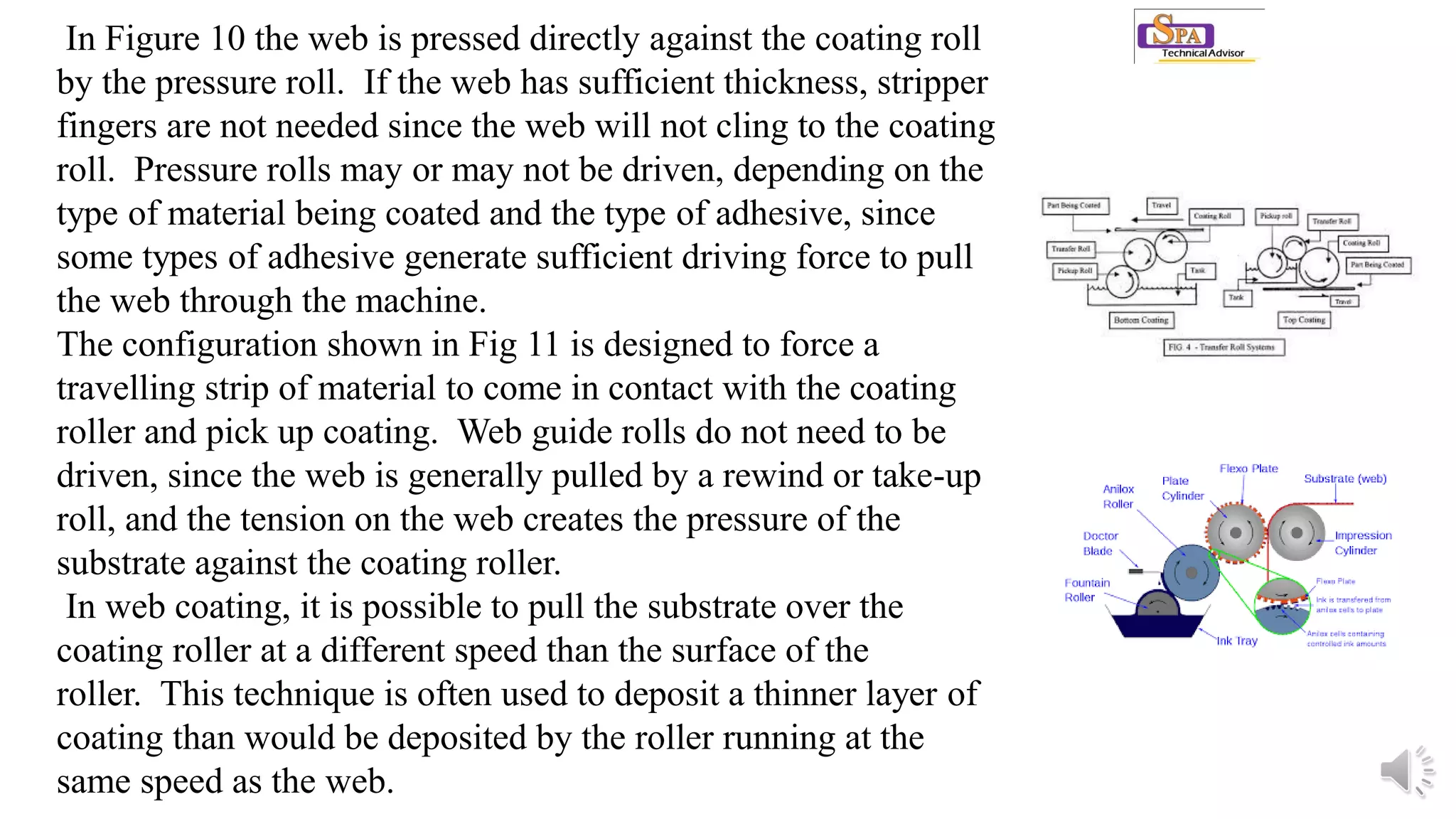
Post application techniques to adjust coating thickness and achieve desired finishes on the substrate.Techniques and configurations for web coating, focusing on production efficiency and application methods.
Factors influencing roll coater selection including adhesive type, substrate thickness, and operational considerations.
Challenges in handling and coating process post-application, emphasizing operator interaction with coated products.
















































































