Downloaded 185 times
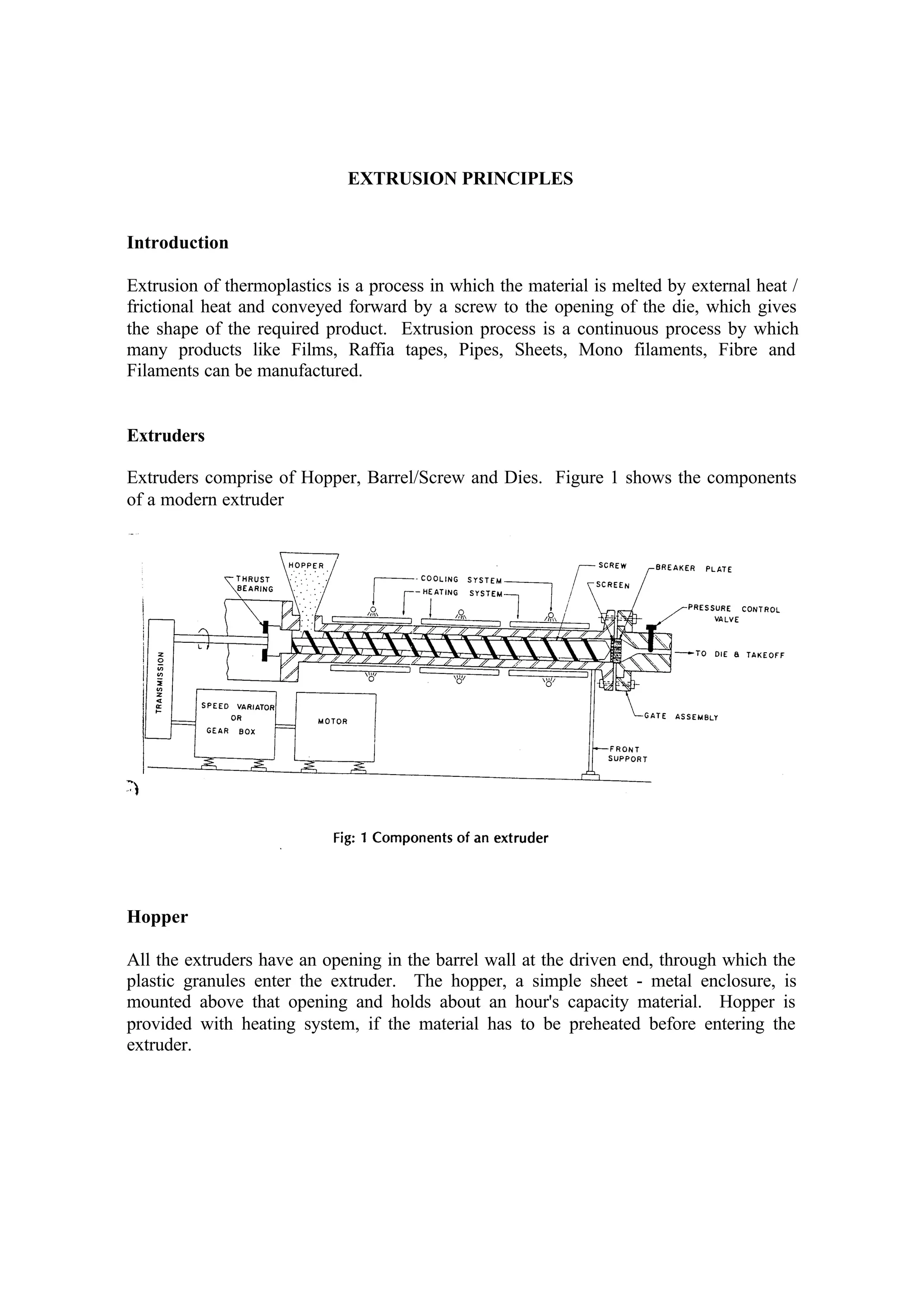
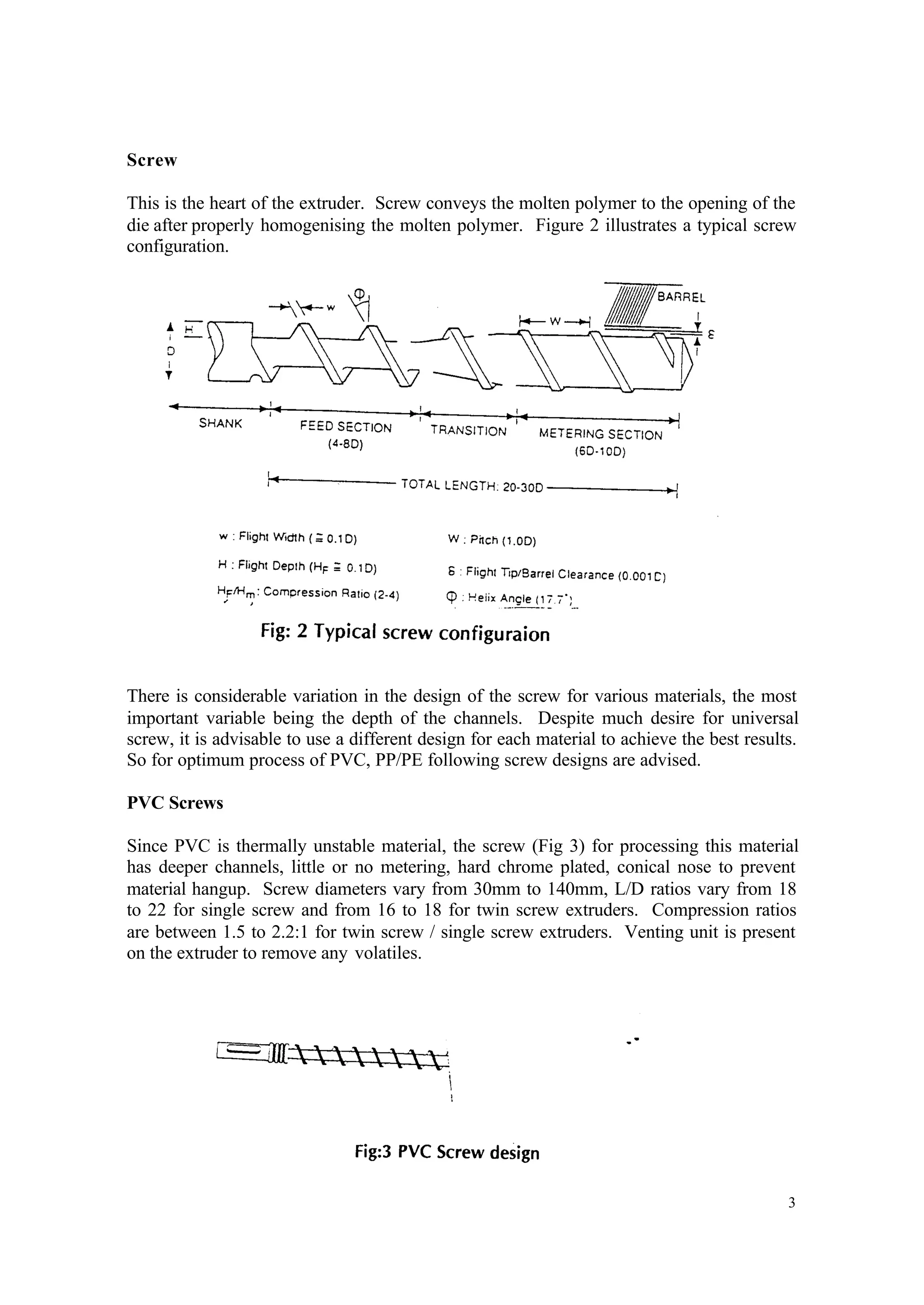
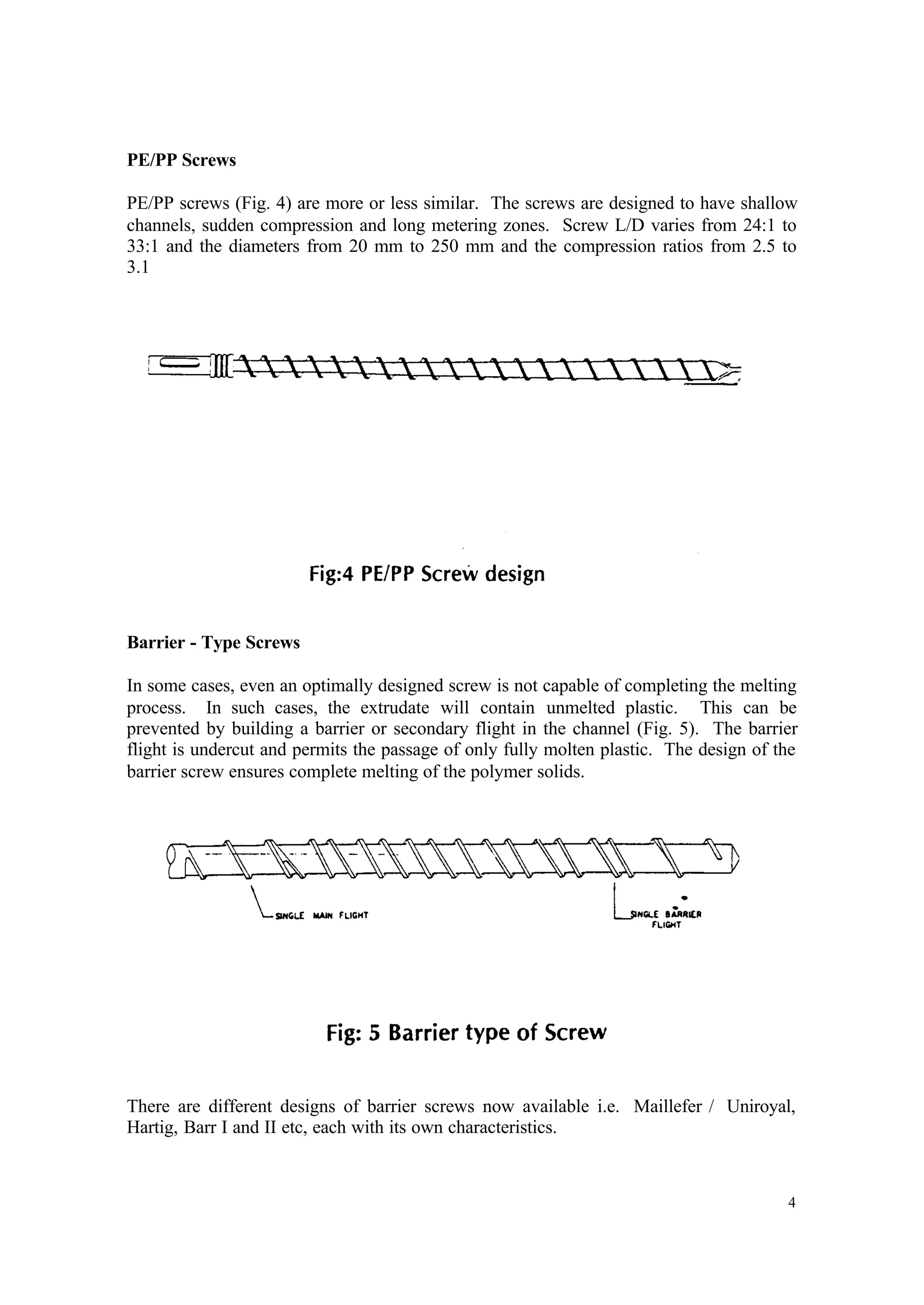
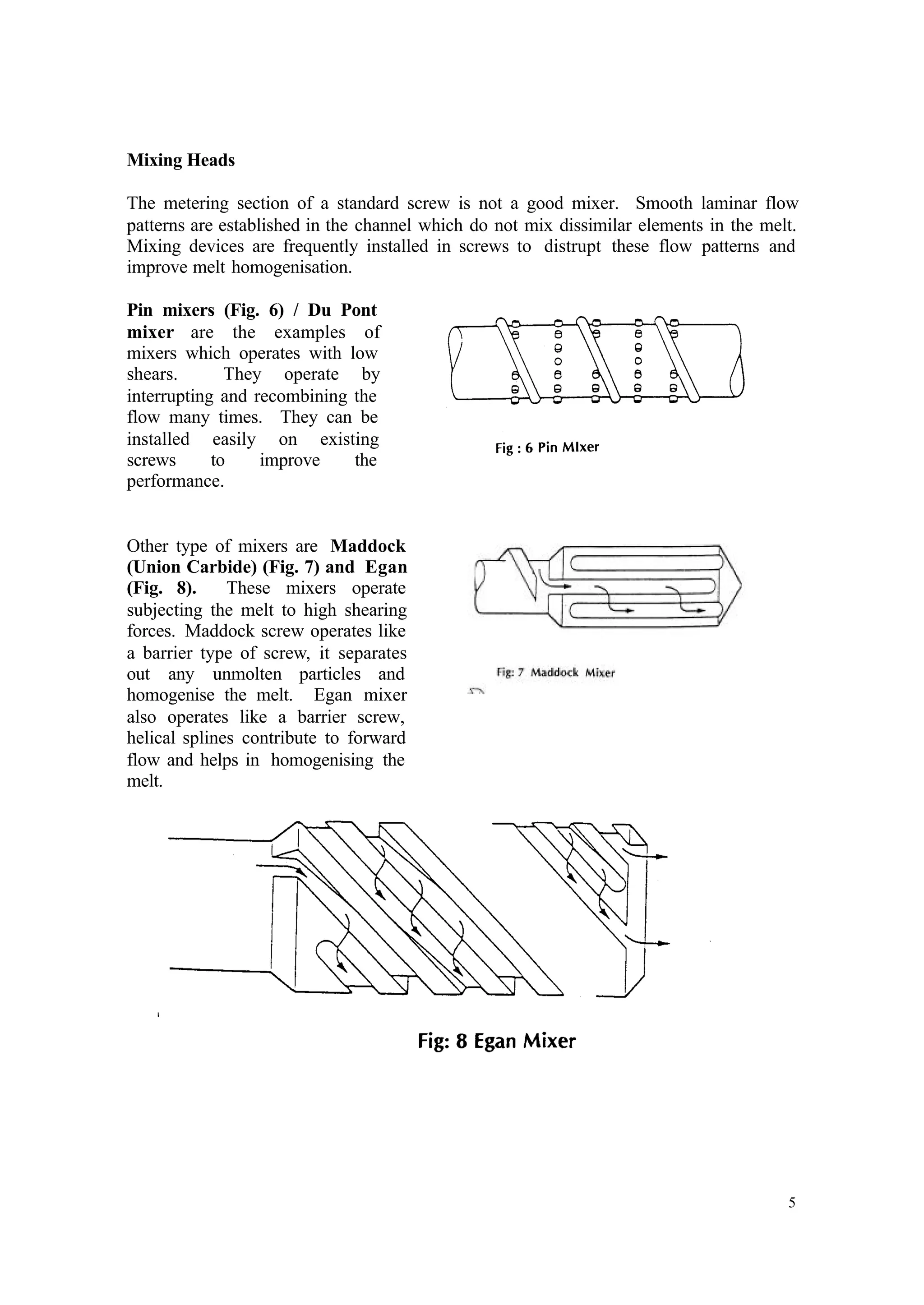
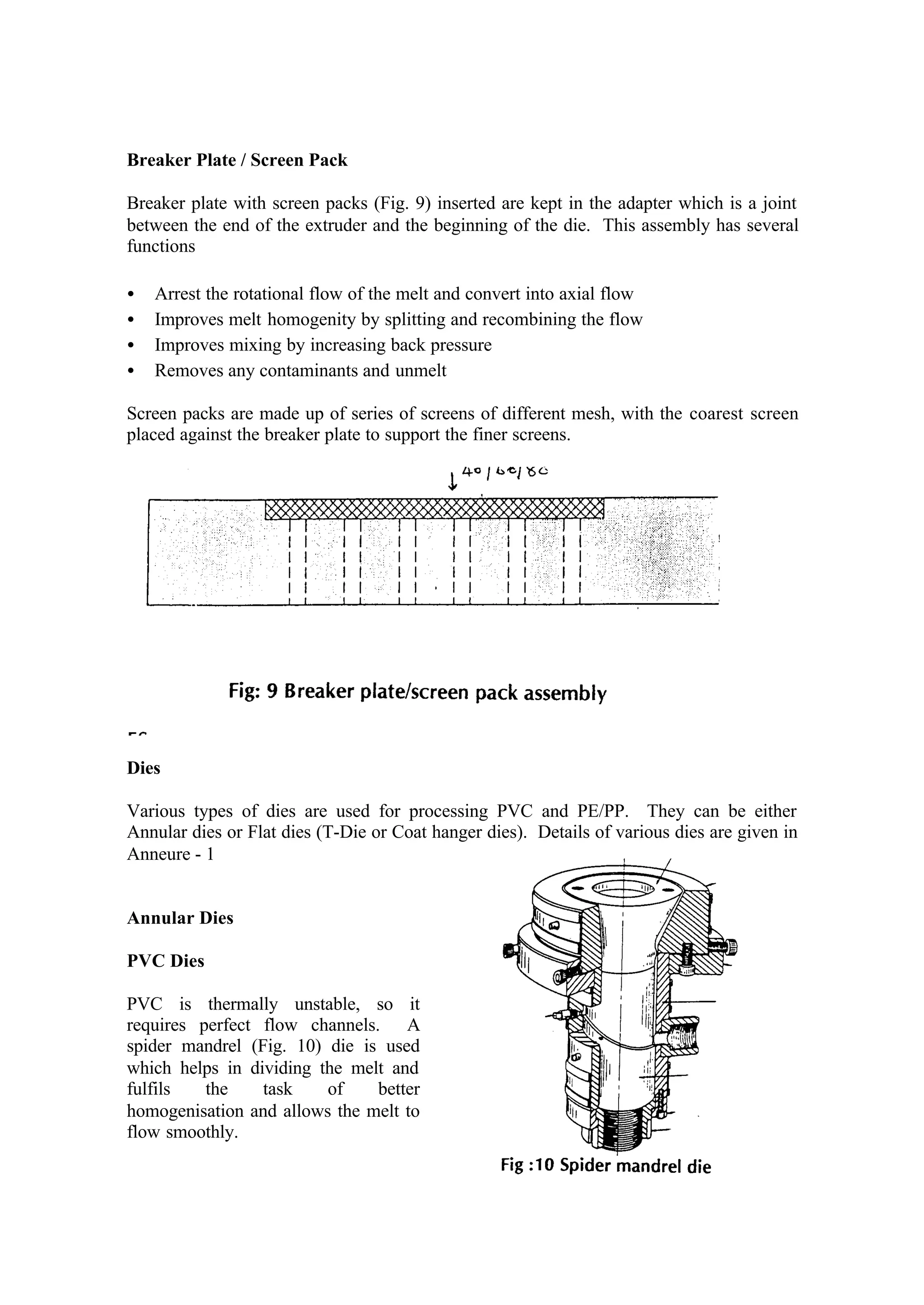
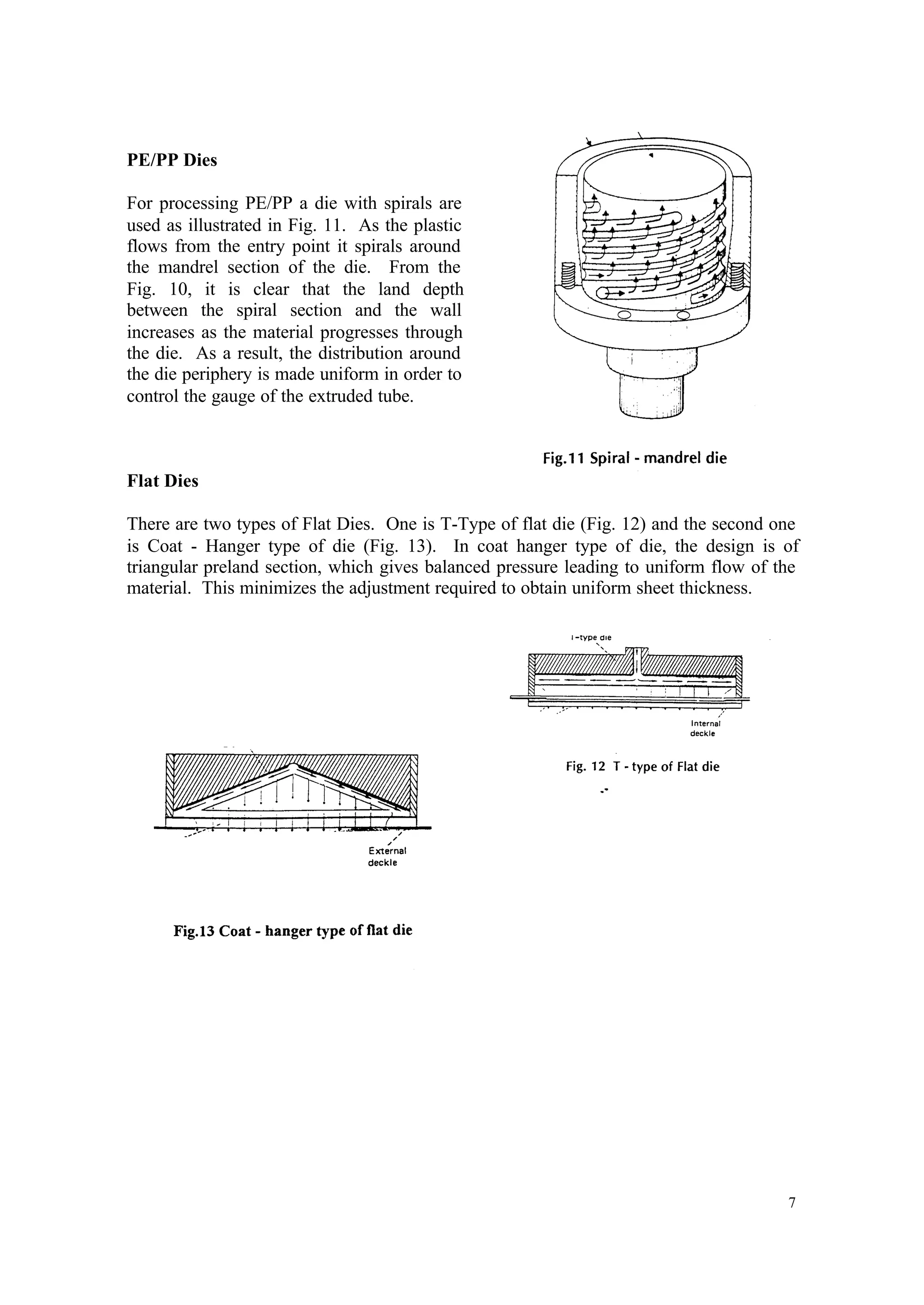
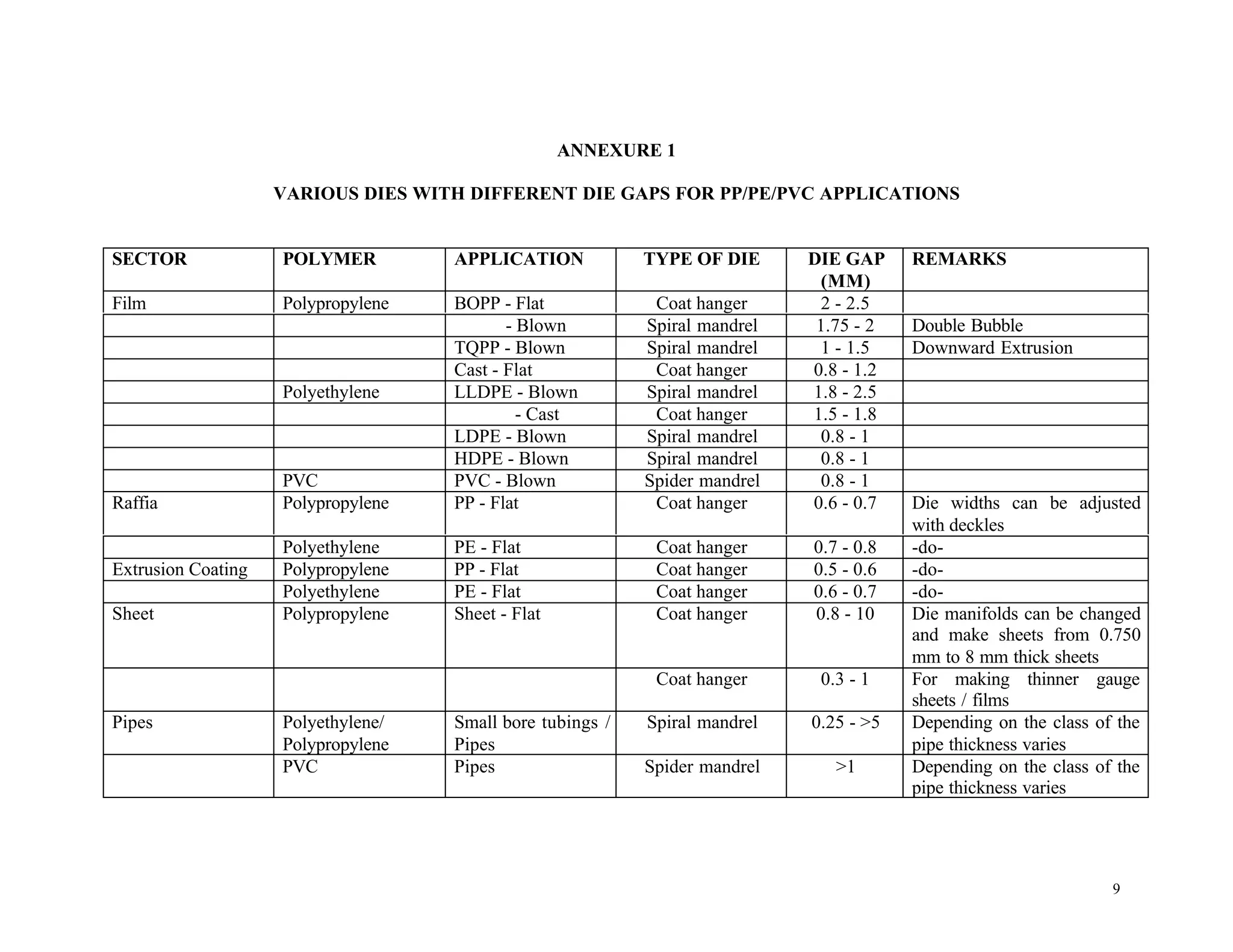


The document discusses extrusion principles and components used in extruding thermoplastics into various products. It contains the following key points: - Extrusion is a continuous process where thermoplastics are melted and shaped using a screw and die. Common products made via extrusion include films, pipes, sheets, fibers and filaments. - The main components of an extruder are the hopper, barrel/screw, and die. The hopper feeds plastic granules into the barrel. The screw conveys the melted plastic to the die, which shapes the final product. - Screw design depends on the material, with PVC screws having deeper channels to prevent thermal degradation, and PE/PP













![Extrusion[5101] (1)](https://cdn.slidesharecdn.com/ss_thumbnails/extrusion51011-181125050645-thumbnail.jpg?width=640&height=640&fit=bounds)





























































![Vibe Coding vs. Spec-Driven Development [Free Meetup]](https://cdn.slidesharecdn.com/ss_thumbnails/vibecodingvsspecdrivendevelopment-251209105622-43f455e7-thumbnail.jpg?width=640&height=640&fit=bounds)




