Downloaded 140 times



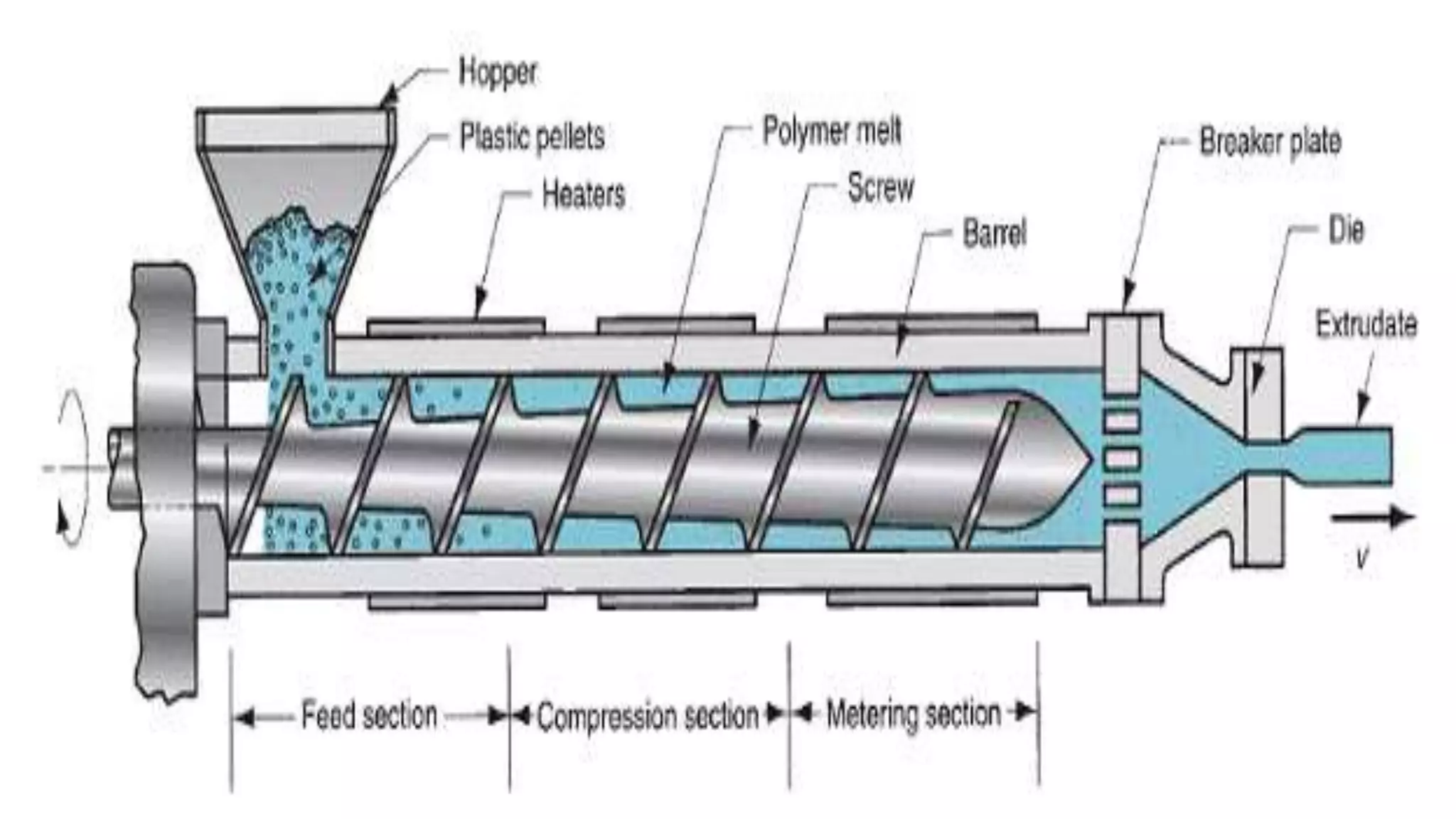









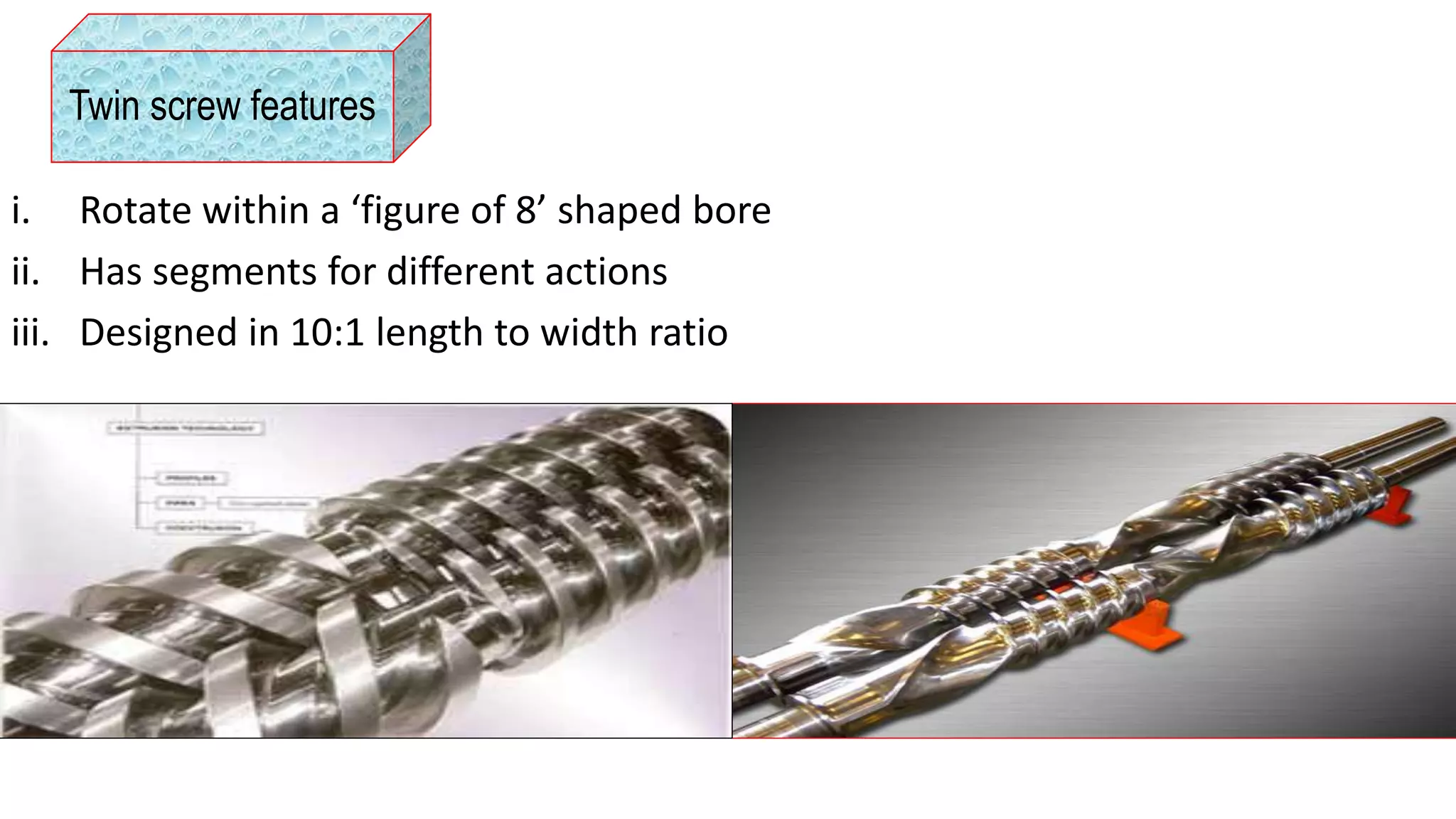





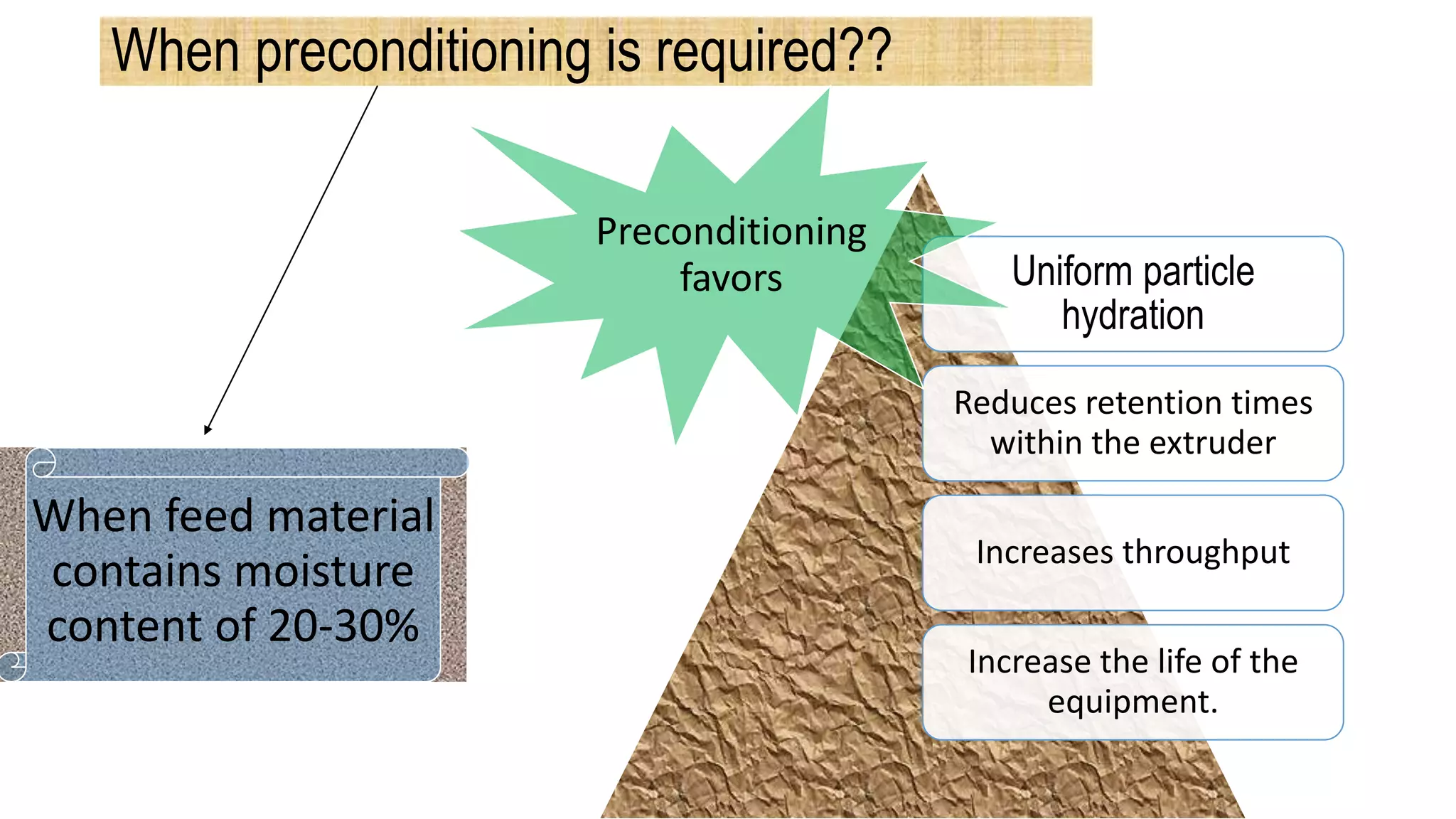




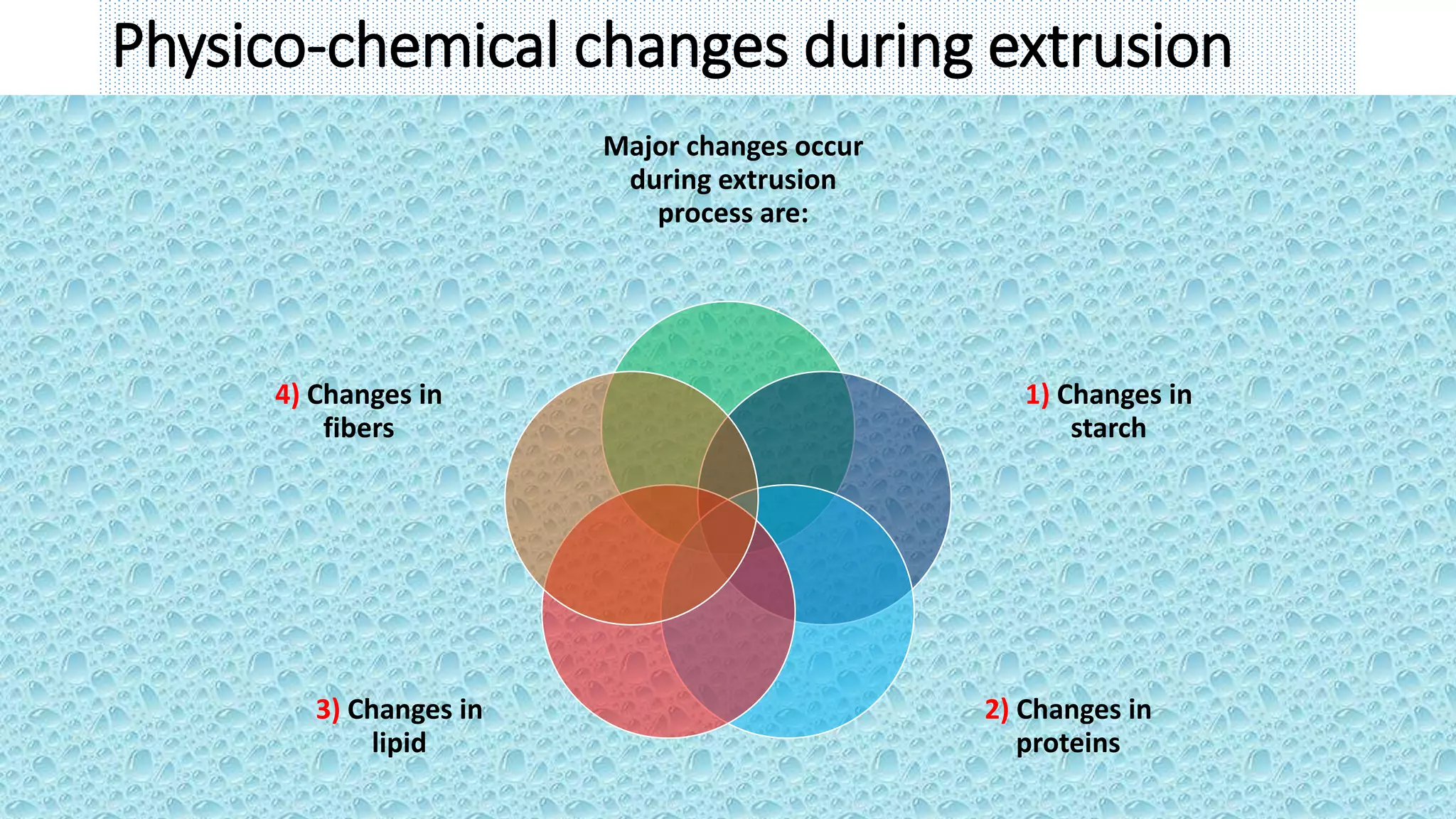




















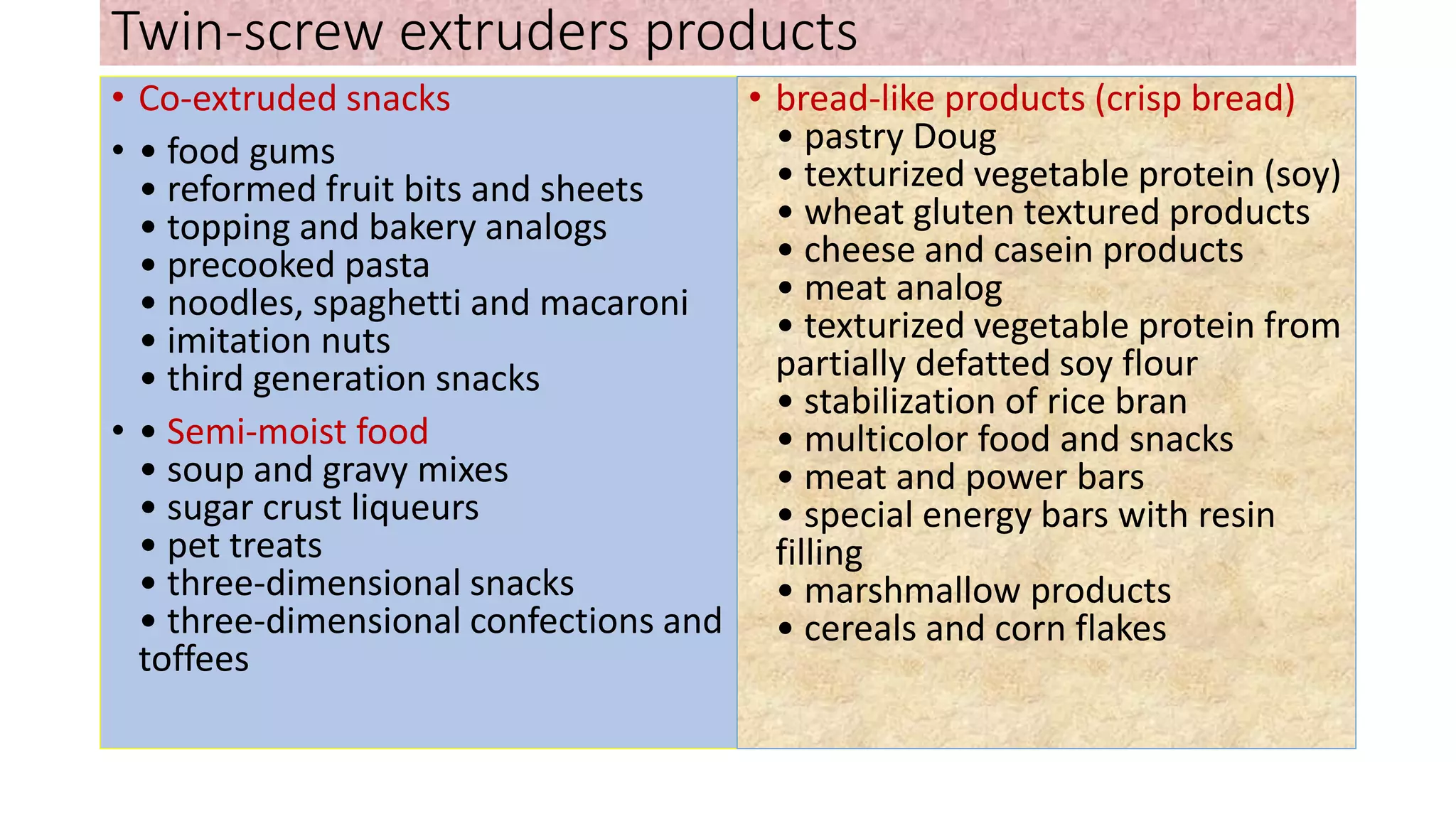


This document discusses extrusion, including its history, types of extruders, components of extruders, and applications. It covers key topics like: - Extrusion gained popularity due to its versatility, cost-effectiveness, and high productivity. - The main types of extruders are single-screw and twin-screw extruders. Twin-screw extruders can be co-rotating or counter-rotating. - Extruders consist of major components like the pre-conditioning system, feeding system, screw, barrel, and die. - During extrusion, physicochemical changes occur like starch gelatinization, protein denaturation, and
![Extrusion[5101] (1)](https://cdn.slidesharecdn.com/ss_thumbnails/extrusion51011-181125050645-thumbnail.jpg?width=640&height=640&fit=bounds)










































































