The document discusses extrusion, a food processing technique that pushes mixed ingredients through a die to form and shape materials. Key points:
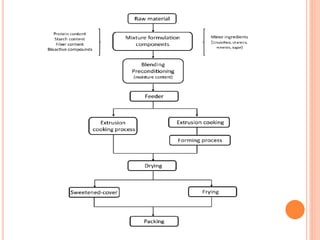
- Extrusion is used to process foods like snacks, cereals, pasta. It combines operations like mixing, cooking, and shaping.
- Advantages include versatility, lower costs, high throughput, and environmental friendliness. Disadvantages include potential vitamin/flavor losses and higher initial costs.
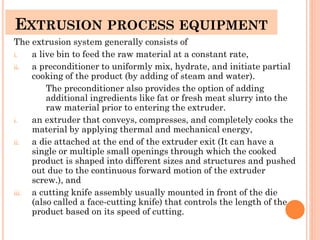
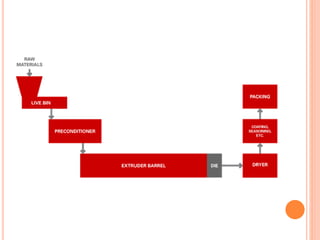
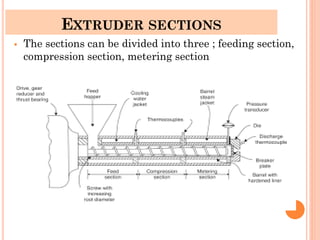
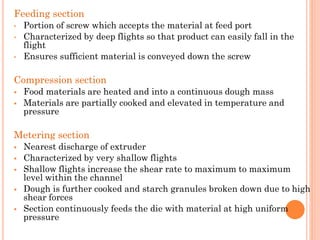
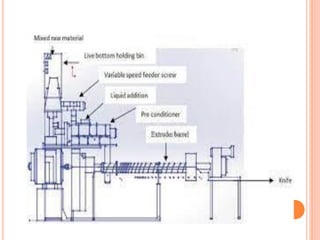
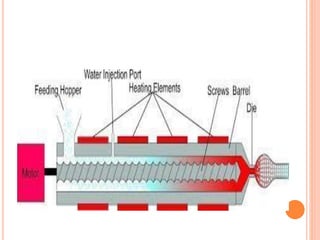
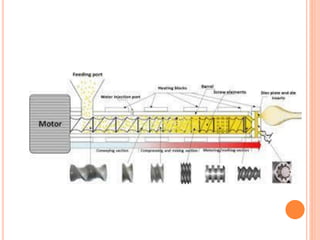
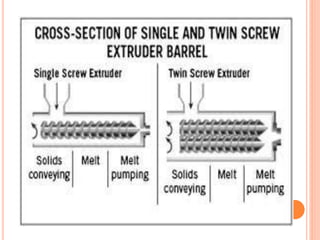
- The extrusion system includes a feed bin, preconditioner, extruder, die, and cutting knife. Extruders have feeding, compression, and metering sections. Parameters include high temperature, pressure, and shear forces over short residence times.








































![Extrusion[5101] (1)](https://cdn.slidesharecdn.com/ss_thumbnails/extrusion51011-181125050645-thumbnail.jpg?width=640&height=640&fit=bounds)













