



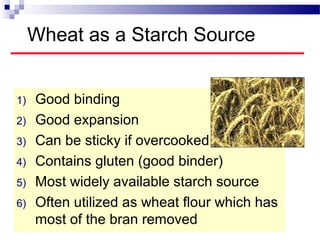
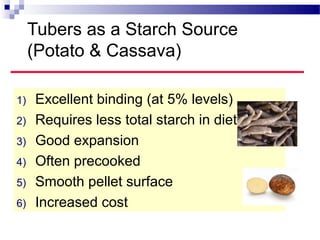

This document discusses extruded snack foods and the extrusion process. It covers the different types of snack foods produced via extrusion, including first, second, and third generation snacks. It describes the extrusion process and how varying factors like moisture, temperature, fiber and lipid content can impact expansion during extrusion. Specific raw materials used like cereals, tubers and their properties are outlined. The roles of ingredients like fats and seasonings in finishing extruded snacks are also summarized.













































































