Downloaded 382 times










































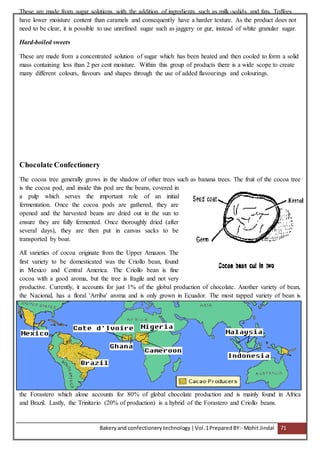
![Bakeryand confectionery technology |Vol.1PreparedBY:- Mohit Jindal 60
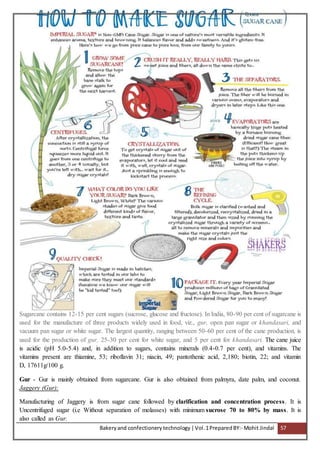
Raw Sugar- in India, sugar from sugarcane is
obtained in three forms. They are raw sugar,
refined sugar, and white sugar. Raw sugar is made
by crushing the sugarcane and extracting the juice
by pressure. The juice from the mills is dark green
in colour, turbid and acidic (pH 5.0-5.4). The
sucrose content varies from 10-18 per cent.
The raw sugar so obtained consists of brown
crystals with an adhering film of molasses. It
contains 96-97 per cent sucrose, 0.75 to 1.0 per
cent reducing sugar, and 0.5 to 0.75 per cent of
moisture, the remaining being organic non-sugars.
Raw Sugar is producing from sugar cane or
beet by ordinary process known as Defecation
process. According to Peter Rein raw sugar can
be defined as “Brown sugar produced in a raw
sugar mill generally destined for further
processing to refined sugar”.
It is Unwashed centrifugal sugar with
minimum polarization 96.5o .
Raw sugar surrounded by the original film
of molasses, to be further refined or reprocessed
for making it direct consumption sugar.
The main steps in raw sugar making process:
1. Mill sanitation:
The first important operation in the raw sugar manufacture is the “sanitation”. Every unit from mills to
conveyors is kept clean to prevent the bacterial infection. To control the growth of dextran the good quality
mill sanitation chemicals should be used in optimum dose. The growth of dextran should be controlled
through proper sanitation.
2. Defecation Process:
This is the oldest & cheapest method of juice clarification
In this process lime & heat are two basic agents.
The lime and heat treatment forms a heavy precipitate of complex composition.
Contains in soluble lime salts, coagulated albumin, and varying proportion of the fats, waxes and
gums.
Phosphoric acid is added to increase P2O5 content of juice to 300 ppm.
Then lime added to neutralize organic acids,
Besides insoluble tricalcium phosphate [Ca3 (PO4) 2] is also formed which occludes colloids &
suspended impurities.](https://image.slidesharecdn.com/bctcompiled19042018-190609081819/85/BAKERY-AND-CONFECTIONERY-TECHNOLOGY-notes-60-320.jpg)

















This document provides an overview of the contents and topics covered in a course on Bakery and Confectionery Technology. The key topics discussed include: - Raw materials used in bakery products like flour, sugar, shortening, yeast, and leavening agents. The roles and specifications of these raw materials are outlined. - Manufacturing processes for various bakery products like bread, biscuits, cakes, and other products. Methods for preparation, quality evaluation, and causes of staling are addressed. - Introduction to confectionery products, ingredients, and industry. Classification of confectionery and details about common sweeteners are provided. - Layout, hygienic conditions,







































![baking ingredients and its functions [Autosaved].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/bakingingredientsanditsfunctionsautosaved-240731053745-1a791d6a-thumbnail.jpg?width=640&height=640&fit=bounds)
![baking ingredients and its functions [Autosaved].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/bakingingredientsanditsfunctionsautosaved-230920210354-aa55c159-thumbnail.jpg?width=640&height=640&fit=bounds)



































