Downloaded 23 times






![Anticipated process
‘roughness’ and their
respective grades. [Source:
ISO 1302, 2001]](https://image.slidesharecdn.com/4surfacequalityandaccuracy-160720054306/85/surface-quality-and-accuracy-15-320.jpg)

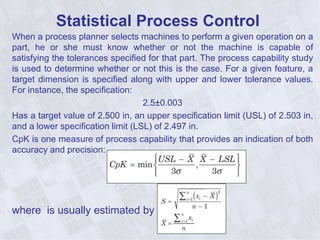
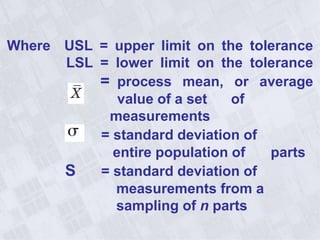



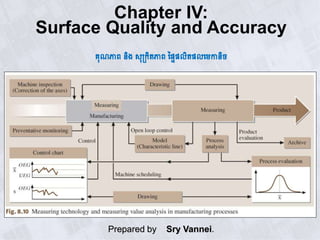
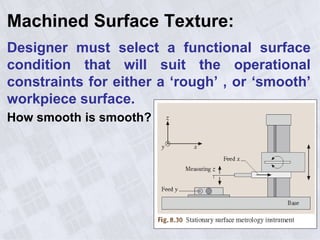
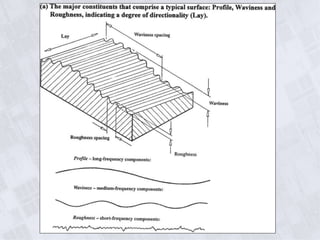
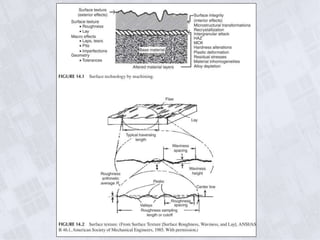
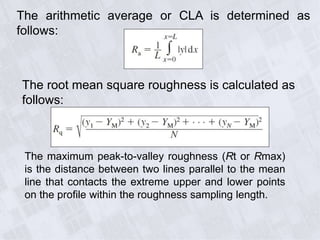
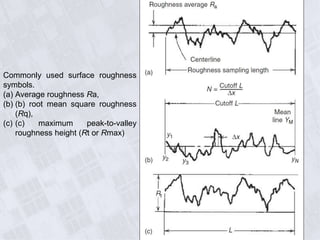
This document summarizes key concepts related to surface quality and accuracy in machining. It defines different aspects of surface texture including roughness, waviness, lay, and flaws. It describes common methods for measuring and characterizing surface roughness numerically and visually. Surface roughness values like arithmetic average, root mean square, and maximum peak-to-valley roughness are defined. The document also discusses how surface finish affects functional properties such as wear resistance, fatigue strength, and corrosion resistance. Finally, it introduces process capability and how the CpK value is used to determine if a process can reliably meet specified tolerances.











































































































