Downloaded 279 times














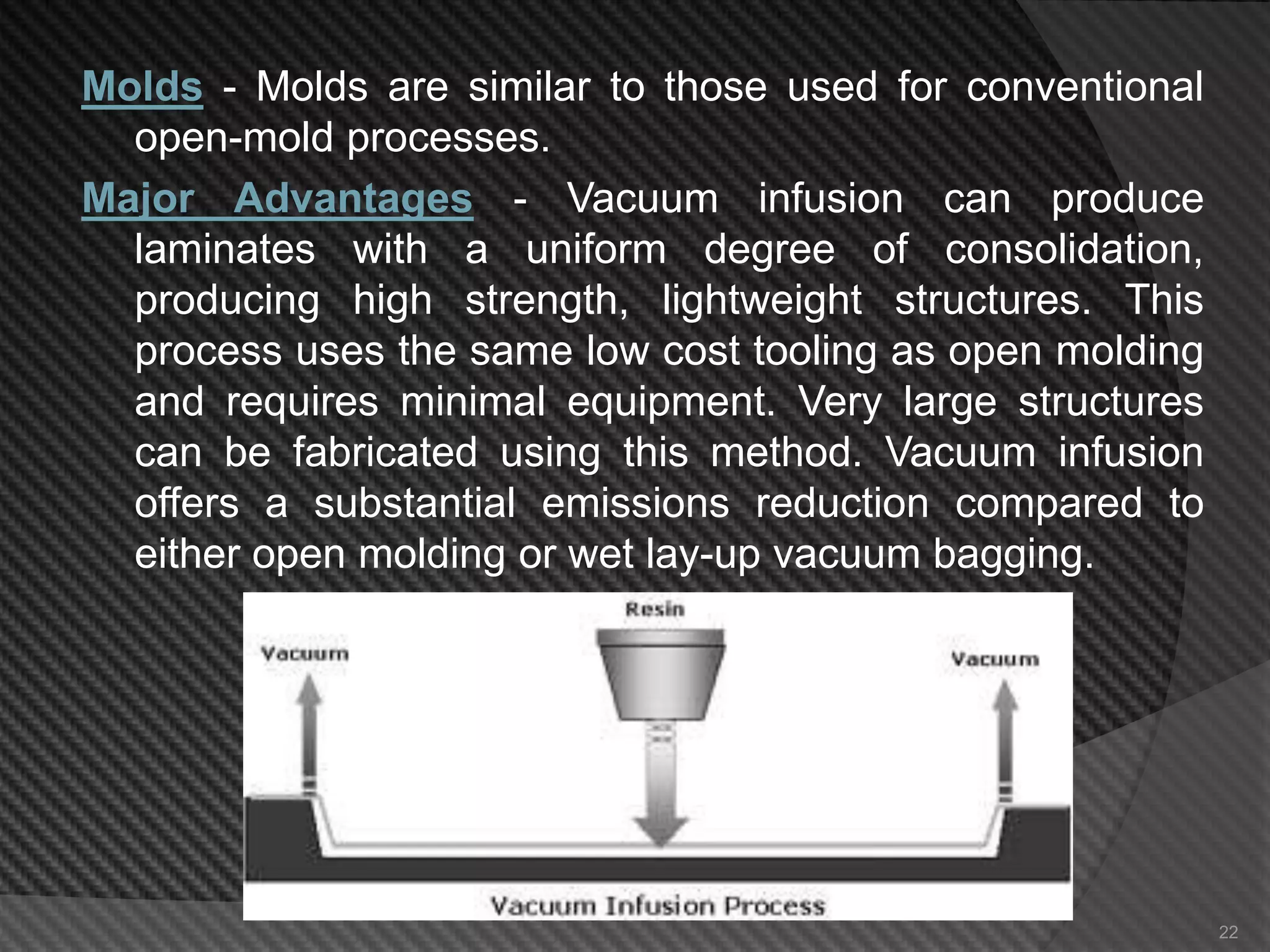





This document discusses various methods for producing composites, which are divided into open molding and closed molding. Open molding methods described include hand lay-up, spray-up, and filament winding. Closed molding methods include compression molding, pultrusion, vacuum bag molding, and vacuum infusion processing. Each method is briefly described in terms of its process, molds used, advantages, and typical products produced.










![Polymer matrix composites [pmc]](https://cdn.slidesharecdn.com/ss_thumbnails/polymermatrixcomposites-110526080726-phpapp01-160103174810-thumbnail.jpg?width=640&height=640&fit=bounds)











































































