Downloaded 521 times
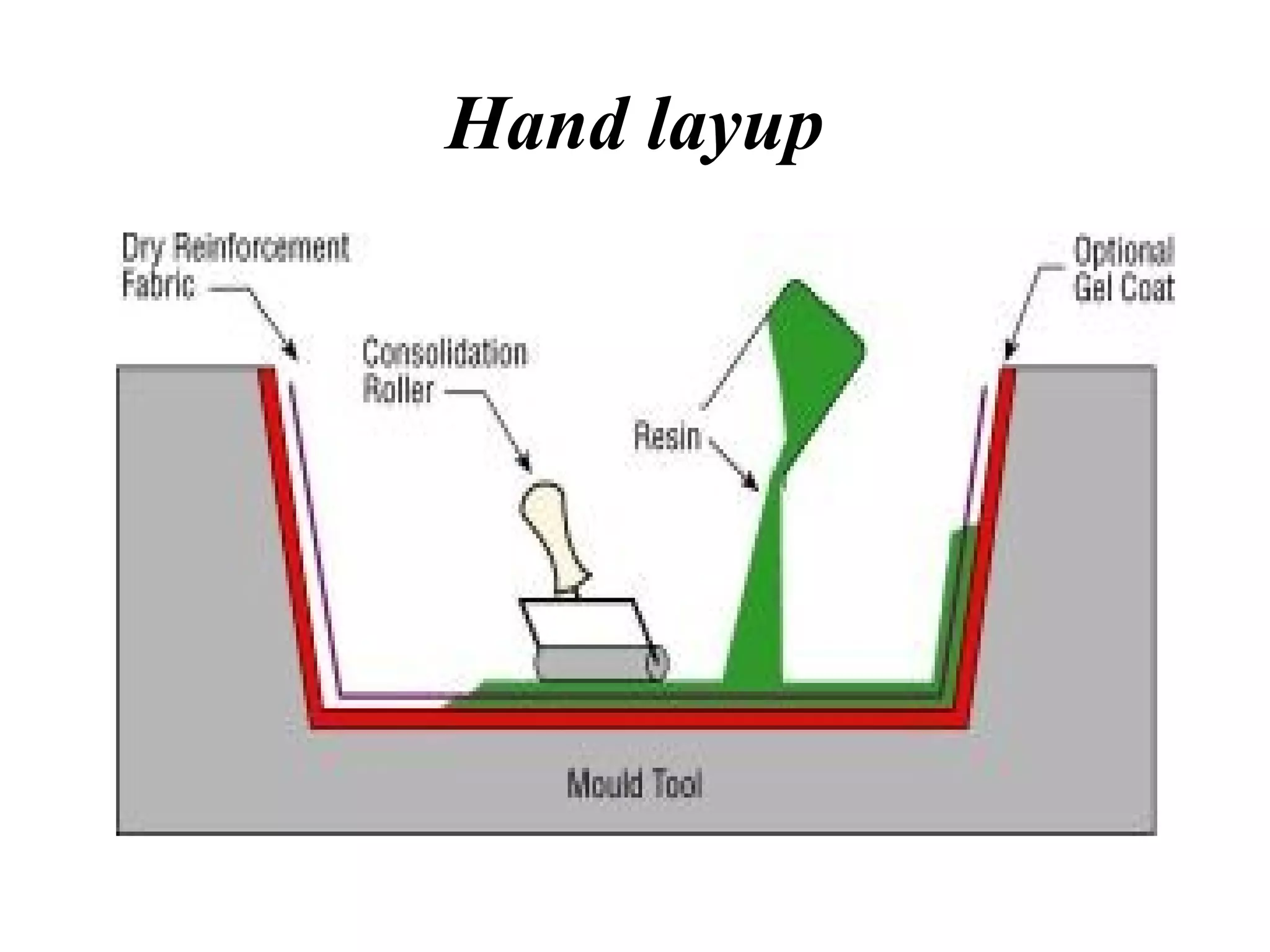





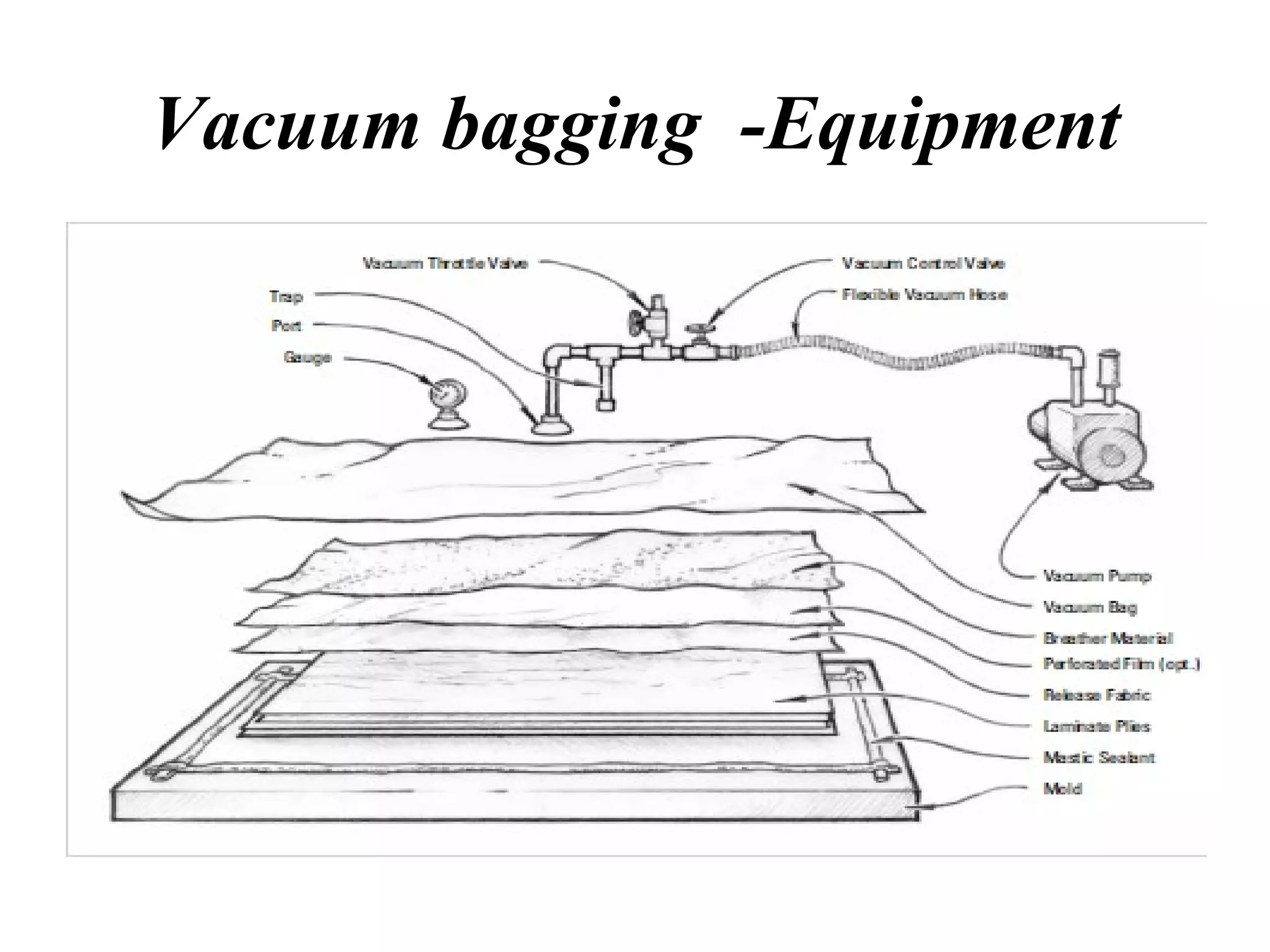



















Vacuum bag molding is an open mold technique used for thermoset composites involving hand layup and vacuum bagging. Vacuum bagging uses a vacuum bag to apply even pressure over composite materials to consolidate them. It involves placing release fabrics, breather materials, and vacuum bags over molds with resin-coated components. Applying vacuum pressure draws air out and uses atmospheric pressure to hold components in place until the resin cures.






![Prepreg technology[1]](https://cdn.slidesharecdn.com/ss_thumbnails/prepregtechnology1-130820062139-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)













![Polymer matrix composites [pmc]](https://cdn.slidesharecdn.com/ss_thumbnails/polymermatrixcomposites-110526080726-phpapp01-160103174810-thumbnail.jpg?width=640&height=640&fit=bounds)






















![GFRP [Hand lay up]](https://cdn.slidesharecdn.com/ss_thumbnails/handlay-up-131120124559-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)


















































