![Composite Manufacturing Processes [cont.]
Open face molding
Hand Lay-Up
Oldest and most commonly used
manufacturing method
Usually used to produce polyester or
epoxy resin parts such as boat hulls, tanks
and vessels.
The method is quite simple, the resin
and reinforcement is placed against the
surface of an open (one sided) mold and
allowed to cure
A mold is coated by a release agent (wax)
after it was cleaned then dried thoroughly.](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recommended
Recommended
More Related Content
Similar to metalurgy
Similar to metalurgy (20)
More from hassanzain10
Recently uploaded
Recently uploaded (20)
metalurgy
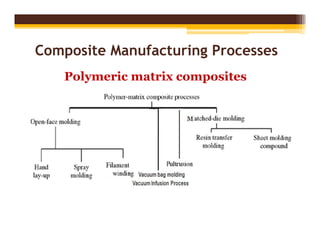
- 1. Composite Manufacturing Processes Polymeric matrix composites
- 2. Composite Manufacturing Processes [cont.] Open face molding Hand Lay-Up Oldest and most commonly used manufacturing method Usually used to produce polyester or epoxy resin parts such as boat hulls, tanks and vessels. The method is quite simple, the resin and reinforcement is placed against the surface of an open (one sided) mold and allowed to cure A mold is coated by a release agent (wax) after it was cleaned then dried thoroughly.
- 3. Sufficient resin is spread in the mold. A roller is used to press each lamina in polymer and to impregnate the fiber firmly with polymer and release voids. The laminate is leaved for 24 hour to dry The laminate is completely cured at room temperature after being removed from the mould Open face molding: hand Lay-Up (continued)
- 4. 2-Spray-Up In the case of spray-up the resin/reinforcement is sprayed onto the mold with a spray gun. A spray gun supplying resin in two converging streams into which roving is chopped Automation with robots results in highly increasing of production where Labor costs are lower Composite Manufacturing Processes [cont.] Open face molding
- 5. 3-Filament Winding The filament is either pre-coated with the polymer or is drawn through a polymer bath so that it picks up polymer on its way to the winder. Wound around a rotating mandrel. Once the resin has cured, the mandrel is removed, leaving the hollow final product. Composite Manufacturing Processes [cont.] Open face molding
- 6. Types of filament winding Polar winding Helical winding Circumferential winding Composite Manufacturing Processes [cont.] Open face molding
- 7. Advantages: High fiber volume fraction is obtained, about 60% to 80%. Long storage life Productivity is high (50 kg/h) Disadvantages: Expensive equipment, high cost for mandrel, poor surface finish. Applications: ▫ Pressure tanks ▫ Fishing Poles ▫ Tennis rackets ▫ Rocket motors ▫ Shafts ▫ Oxygen bottles for firemen. Advantages and disadvantages of filament winding manufacturing process
- 8. To vacuum pump To vacuum Gauge Breather/Absorption Fabric Peel ply Sealant tape Vacuum bagging film Laminate Release Film Release coated mold First, apply a release agent (wax) to the mold avoiding that the edges of the mold have no wax so the bag sealant tape (BST) will stick to the mold. The bag sealant tape is usually pressed on after the part is laid up, especially if it is a wet layup. Then insert a peel ply to the laminate. Peel plies are a tightly woven fabric, often nylon, and impregnated with some type of release agent. The peel ply will stick to the laminate, but it will pull away without too much difficulty giving smooth surface. After the peel ply comes a layer of release film. This is a thin plastic which has been treated so it won't bond to the laminate. It is used to control resin flow It is highly stretchable so it can conform to complex geometries. Composite Manufacturing Processes [cont.] Vacuum bag molding
- 9. At least one layer of breather (bleeder) cloth goes above the release film. Bleeder is a thick, felt-like cloth. Its purpose is to absorb excess resin and provide a continuous air path for pulling the vacuum. A thick breather is also desirable to keep resin from coming in contact with the bag. The bag is the last item to be placed. It's a relatively thick plastic layer. The bag is usually applied along one edge at a time. Start at one corner and press the bag into the BST. A vacuum pump is typically used to draw a vacuum. Vacuum bagging is widely used in the composites industry as well. Carbon and glass fiber, along with resins (epoxies) are common materials laminated together with a vacuum bag operation. Composite Manufacturing Processes [cont.] Vacuum bag molding
- 10. Vacuum Infusion (VIP) VIP is a technique that uses vacuum pressure to drive resin into a laminate. Once a complete vacuum is achieved, resin is sucked into the laminate via carefully placed tubing. Once all the air has been removed from the bag and the reinforcement has been fully compressed under this pressure, liquid epoxy resin (mixed with hardener) is introduced to the reinforcement through a pipe. Any excess resin that is introduced will eventually be sucked out into the vacuum line. As a result, only the minimum amount of resin is introduced. This lowers weight, increases strength, and maximizes the properties of fiber and resin.
- 11. Vacuum infusion provides a number of improvements over traditionally vacuum bagging process as: 1) Better fiber-to-resin ratio 2) Less wasted resin 3) Save money 4) Unlimited set-up time 5) Cleaner Composite Manufacturing Processes [cont.] Vacuum infusion
- 12. • The term pultrusion combines the words, "pull" and "extrusion". • Fibers are pulled through a resin bath (tank) where the fiber reinforcement becomes fully impregnated (wetted-out) with the resin. • The uncured composite material is guided to the performing die which helps to arrange and organize the fiber into the correct shape, while excess resin is squeezed out. • Heated in a die with of final shape where the resin cured. • Roll to finish and Cut to length • Used for continuous shape structures (rods, beams, pipes, I-beams) Composite Manufacturing Processes [cont.] Pultrusion
- 13. Structures are of high strength, corrosion resistant, non conductive, have better thermal expansion than steel and aluminum. Production rates around 1 m/min. Applications: sporting goods (golf club shafts), vehicle drive shafts (because of the high damping capacity), and structural members for vehicle and aerospace. Composite Manufacturing Processes Pultrusion
- 14. 1- Sheet molding compound (SMC) Paste reservoir distributes an amount of specified resin paste onto a plastic carrier film. This carrier film passes under a chopper which cuts the fiber rovings onto the surface. Composite Manufacturing Processes Matched die molding
- 15. Once these have drifted through to the resin paste, another sheet is added on top which sandwiches the fiber. The sheets are compacted as they enter onto rollers The product can be stored as it finishes. The carrier film is then later removed and the material is cut into charges. Heat and pressure act on the charge and once fully cured, this is then removed from the mould as the product finished. Composite Manufacturing Processes Matched die molding Application Electrical applications, automotive. Corrosion resistant needs.
- 16. Matched die molding 2-Resin Transfer Molding (RTM) In the RTM process, the mold is closed and the polymer matrix is injected into the mold displacing the air, once the matrix is cured the part is ejected. Resin content ~ (35-45) vol%. Both thermoplastic and thermosetting resins are utilized: carbon, glass, and aramid fibers are the common reinforcements.
- 17. Resin transfer molding is a low pressure closed molding process for moderate volume production quantities, and the faster compression molding process Multiple layers or plies complicate the resin distribution Matched die molding 2-Resin Transfer Molding (RTM)
- 18. Advantages: Complex components can be produced Components have two good surfaces Component can be created within a fairly tight tolerance Process can be automated and repeated Less material wastage Labor savings Disadvantages: Higher tool Cost Air voids are easily formed with poor process parameters Applications: Car body, Aerospace structures, Helmets and Wind mills. Matched die molding 2-Resin Transfer Molding (RTM)