Moulding techniques for polymers industrial process
1.
Moulding techniques for
polymers
•Injection moulding
• Extrusion moulding
• Compression moulding
• Blow moulding
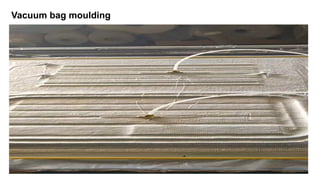
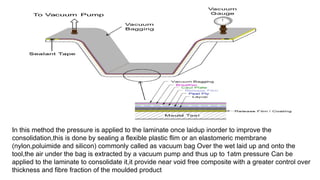
• Vacuum bag moulding
• Pressure bag moulding
• Auto clave moulding
2.
Injection moulding
procedure
• Granularplastic is fed into a heated barrel.
• A screw-type plunger pushes the plastic through the barrel, melting it.
• The molten plastic is injected into a closed mold cavity.
• The mold is held under pressure until the plastic cools and solidifies.
• The mold is opened, and the part is ejected
3.
Advantages of InjectionMolding
• High production volume: Injection molding is ideal for mass production due to its fast cycle times
and ability to produce multiple parts simultaneously.
• Complex shapes: It can produce parts with intricate designs and complex geometries.Consistent
quality: The process ensures consistent part quality and dimensional accuracy.
• Wide range of materials: A variety of thermoplastic polymers can be used in injection molding.
• Cost-effective: Although the initial tooling cost can be high, the cost per part is relatively low for
large production runs.
• Multi-shot molding: This technique allows for the production of parts with multiple colors or
materials.
• Gas-assisted injection molding: This process uses gas to create hollow or lightweight parts.
• Insert molding: This involves molding plastic around pre-inserted components, such as
metal inserts.
• Thermosetting plastics cannot be processed
• Article like sheets pipes of continuous length cannot be produced
limitations of Injection Molding
4.
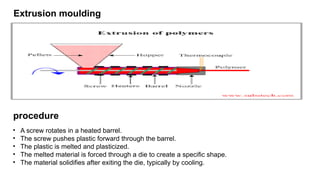
Extrusion moulding
• Ascrew rotates in a heated barrel.
• The screw pushes plastic forward through the barrel.
• The plastic is melted and plasticized.
• The melted material is forced through a die to create a specific shape.
• The material solidifies after exiting the die, typically by cooling.
procedure
5.
Advantages
• Wide rangeof materials: Extrusion can be used with a variety of thermoplastics, including PVC,
polyethylene, polypropylene, and ABS.
• Complex shapes: While the cross-section must be consistent, the profile can be complex, allowing
for the creation of intricate shapes.
• Continuous lengths: Extrusion produces continuous lengths of product, which can be cut to the
desired size, offering flexibility in product length.
• Ability to produce thin-walled profiles: Extrusion can be used to create
thin-walled products, which can save material and weight.
• Good surface finish: Extruded products typically have a smooth surface
finish.
• Easy to modify: In some cases, extruded profiles can be easily modified
after production, such as by cutting, drilling, or welding.
• High production speeds: The continuous nature of the process allows for fast
production speeds.
• Minimal waste: The process generates minimal scrap material, as any excess can often
be reground and reused
6.
limitations of extrusionmoulding
• Consistent cross-section: The primary limitation is that the extruded profile must have a
consistent cross-section along its length. This restricts the ability to create complex, three-
dimensional shapes with variations in thickness or form
• Primarily thermoplastics: While a wide range of thermoplastics can be used, extrusion is not
suitable for all materials. Some materials may be difficult to extrude or may not yield the desired
properties.
• Material properties: The properties of the extruded product can be influenced by the extrusion
process, and achieving specific material properties may require careful control of the process
parameters.
• Often required: Extruded parts often require secondary operations, such as cutting, drilling,
welding, or finishing, which can add to the overall cost and production time.
• Practical limitations: Although extrusion produces continuous lengths, there are practical
limitations to the length of extruded parts due to handling, storage, and transportation
considerations.
7.
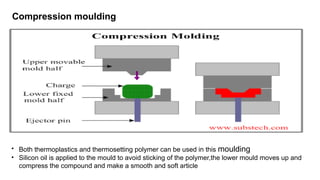
Compression moulding
• Boththermoplastics and thermosetting polymer can be used in this moulding
• Silicon oil is applied to the mould to avoid sticking of the polymer,the lower mould moves up and
compress the compound and make a smooth and soft article
8.
Advantages of compressionmoulding
• Ideal for large parts: It excels at producing large, bulky items that are difficult or uneconomical
to make with other methods.
• Strong and durable parts: The process creates parts with excellent strength, durability, and
dimensional stability, particularly with thermoset materials.
• Lower residual stress: Results in parts with lower residual stresses, which can improve their
performance and lifespan.
Limitations of compression moulding
• Long Cycle Times:Compression molding generally has longer cycle times compared to
other processes like injection molding. This is because the material needs to be heated
and cured within the mold, which can take a significant amount of time. This makes it less
suitable for very high-volume production.
• Limited Part Complexity:While compression molding can produce a variety of shapes, it is
not ideal for parts with complex geometries, intricate details, or undercuts. The material
flow in compression molding is less controlled than in injection molding, making it difficult
to fill complex cavities completely and consistently.
• Difficulty with Thin-Walled Parts:Producing thin-walled parts with compression molding
can be challenging. The material may not flow evenly throughout the mold, resulting in
variations in thickness and potential defects.
Applications
• Bottles forbeverages, food
• household products
• Containers for personal care products, chemicals
• industrial goods
• Automotive parts, such as fuel tanks and air ducts
• Toys and sporting goods
• Medical devices
11.
advantages
• No weakpoints: Blow molding produces seamless parts, eliminating potential weak points that
can occur with other joining methods
• Diverse products: Blow molding is used to produce a vast array of products, from bottles and
containers to toys, automotive parts, and industrial components.
• Sustainability: Many thermoplastics used in blow molding are recyclable, which helps to reduce
environmental impact.
• impact resistance: While wall thickness can be a concern, blow molded parts can be designed to
be strong and durable, especially when using materials like high-density polyethylene (HDPE).
Limitations
• Limited to Hollow Shapes:This is the most fundamental limitation. Blow molding can only produce
hollow parts. You can't create solid objects with this process.
• Wall Thickness Variations:Achieving perfectly uniform wall thickness can be challenging,
especially with complex shapes. This can lead to weaker areas or inconsistencies in the final
product.
• Design Restrictions:While you can create a variety of hollow shapes, there are still design
limitations. Intricate details, sharp corners, and certain types of handles can be difficult to
produce.
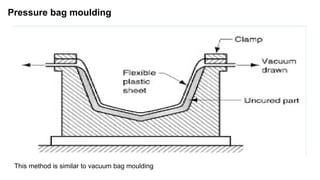
In this methodthe pressure is applied to the laminate once laidup inorder to improve the
consolidation,this is done by sealing a flexible plastic flim or an elastomeric membrane
(nylon,poluimide and silicon) commonly called as vacuum bag Over the wet laid up and onto the
tool,the air under the bag is extracted by a vacuum pump and thus up to 1atm pressure Can be
applied to the laminate to consolidate it,it provide near void free composite with a greater control over
thickness and fibre fraction of the moulded product
14.
Advantages
• Improved Consolidation:The vacuum pressure helps to compress the composite materials, reducing
voids and improving the overall strength and integrity of the part.
• Enhanced Quality and Surface Finish: By eliminating air bubbles and voids, vacuum bagging results
in a higher-quality finished product with improved strength, durability, and a smoother surface finish.
• Customizable and Versatile: This process can be used for a wide range of part sizes, shapes, and
complex geometries, allowing for the creation of intricate composite structures.
• Cost-Effective: Compared to more advanced techniques like autoclave curing, vacuum bagging is
generally more cost-effective, requiring relatively simple equipment.
• Wide Range of Material Compatibility: It can be used with various composite materials, such as
carbon fiber, fiberglass, and Kevlar, making it versatile for different applications
limitations
• Vacuum bags are typically single-use, generating waste.
• The lay-up, bagging, and curing stages can be time-consuming, especially for complex parts.
• For high-volume production, the cumulative cost of consumables can be significant.
• The design and fabrication of these tools can add to the overall project cost and lead time.
• Part size is often limited by the size of the available mold and vacuum bag.
• Achieving consistent results demands skilled operators with experience in lay-up, sealing, and
troubleshooting
15.
Applications
• The processis extensively used in helmet manufacturing due to its ability to produce strong and
lightweight shells.
• Larger blades can benefit from the improved consolidation and properties achieved with pressure
bag molding
• High-performance equipment like skis, snowboards, and bicycle frames can leverage the
advantages of this technique.
• Pressure bag molding can be a cost-effective option for medium-volume production runs where
the tooling and setup costs are lower than more automated methods like compression molding.
Polymers used in this method
• Epoxy Resins
• Polyester Resins
• Vinyl Ester Resins
• Phenolic Resins
• Polyurethane Resins
• Thermoplastic Resins
Difference between vaccumbag moulding and pressure bag
moulding
• In the pressure forming process positive pressure is used inorder to the vacuum to the sheet into
the shape
• More complex shapes can be done compared to vacuum bagging
• The surface finishing is good in this process
Advantages
• Adds external pressure on top of the vacuum, significantly increasing the compaction force. This
leads to denser laminates with less void content.
• The higher consolidation results in superior mechanical properties like strength, stiffness, and
fatigue resistance due to the reduced porosity and better fiber packing.
• The extra pressure further minimizes voids and porosity, resulting in a higher quality part with fewer
defects.
• The additional pressure can improve the surface finish, particularly on the bag side, leading to a
more consistent and refined appearance
• The added pressure makes it easier to consolidate complex shapes and thicker laminates, ensuring
better fiber packing and reduced risk of defects in these more demanding applications.
18.
Limitations
• More complexdue to added pressure system, higher equipment costs (compressor, regulators, specialized
bags).
• Tooling needs to be more robust to handle both vacuum and external pressure, potentially increasing
cost and complexity.
• Steeper learning curve, requires more precise control of pressure and timing, increasing
complexity for operators.
• Higher risk due to increased pressure, requiring careful material selection and handling to
prevent failures.
• More sensitive to pressure fluctuations, application rates, and cure cycles, demanding tighter
control for consistent results.
Applications
• Composite helmets: The process is extensively used in helmet manufacturing due to its ability to
produce strong and lightweight shells.
• The process is extensively used in helmet manufacturing due to its ability to produce strong and
lightweight shells.
19.
• Larger bladescan benefit from the improved consolidation and properties achieved with pressure
bag molding
• High-performance equipment like skis, snowboards, and bicycle frames can leverage the
advantages of this technique.
• High-performance equipment like skis, snowboards, and bicycle frames can leverage the
advantages of this technique.
Polymers used in pressure bag moulding
• thermoset
SMC
BMC
TMC
Epoxy
Phenolic
Melamine
Urea
• thermoplastic
polypropylene
Nylon
UHMWPE
HDPE
PEEK
PEKK
PAEK.
20.
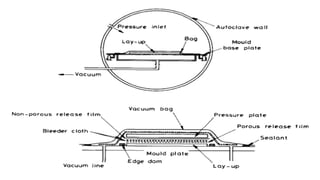
Auto clave moulding
•Auto clave moulding technique is similar to vacuum bag and pressure bag moulding method
with some modification
• This method employs autoclave to provide heat and pressure to the composite product during
curing
22.
Autoclave molding isone of the open molding processes where the molded part is cured by
application of the vacuum, heat, and pressure of the inert gases. The molded part (or piece) is placed
in a plastic bag, where the air is exhausted by a vacuum pump. This removes air inclusions and
volatile products from the molded part. Then, heat and inert gas pressure are applied in the autoclave
causing curing and densification of the material. Finally, autoclave curing enables fabrication of
consistent homogeneous materials. The method is relatively expensive and is used for manufacturing
high-quality aerospace products. This process has some advantages such as the pressure that helps
bond composite layers, the ability to manufacture pieces with high fiber loads, as well as high-quality
products
Application
• Autoclave-cured parts exhibit significantly improved mechanical properties, including higher
strength, stiffness, and fatigue resistance compared to parts made with less controlled methods.
• The combination of heat and high pressure within the autoclave leads to exceptional consolidation
of the composite laminate.
• The pressurized environment minimizes porosity by forcing out air and volatiles from the
laminate.
• Autoclave molding is often the preferred method for manufacturing critical components in
industries like aerospace, where high performance and reliability are essential