Downloaded 668 times

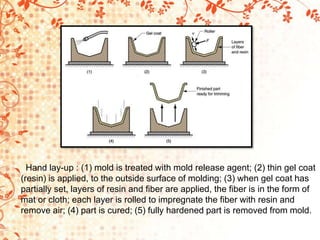






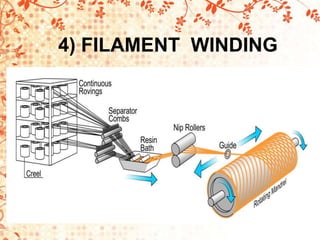


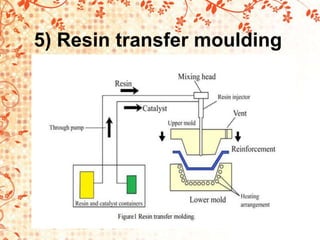







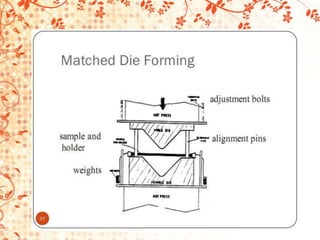





The document discusses various methods of fiberglass reinforced plastic (FRP) processing, including hand lay-up, spray up, pultrusion, filament winding, resin transfer molding, reaction injection molding, and matched die forming. Each method is examined in terms of materials used, advantages, disadvantages, and applications, highlighting differences in production techniques and efficiency. It provides insights into the characteristics of composite parts produced by these methods and their respective economic considerations.







![Prepreg technology[1]](https://cdn.slidesharecdn.com/ss_thumbnails/prepregtechnology1-130820062139-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)































![GFRP [Hand lay up]](https://cdn.slidesharecdn.com/ss_thumbnails/handlay-up-131120124559-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)


![AMIF2014 – [Nautica] Andreas Echtermeyer, Compositi in applicazioni navali e ...](https://cdn.slidesharecdn.com/ss_thumbnails/echtermeyerbari-ntnu-red-00-140924055515-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)











































