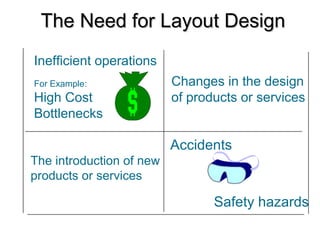
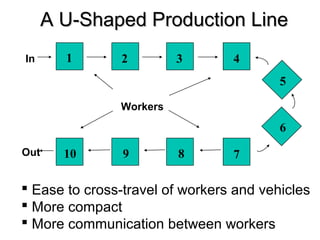
This document discusses process selection and facility layout. It begins by explaining the importance of process selection and its influence on organizations. The main types of processes are then described: job shop, batch, repetitive, and continuous. Factors like volume, flexibility, and costs are examined for each type. Automated approaches to processing like CAD/CAM are also covered. The document then addresses facility layout and the objectives of layout design. The basic layout types of product, process, and fixed-position are defined and their advantages and disadvantages discussed. Examples of line balancing problems are presented to demonstrate how to determine workstation requirements.