Downloaded 48 times
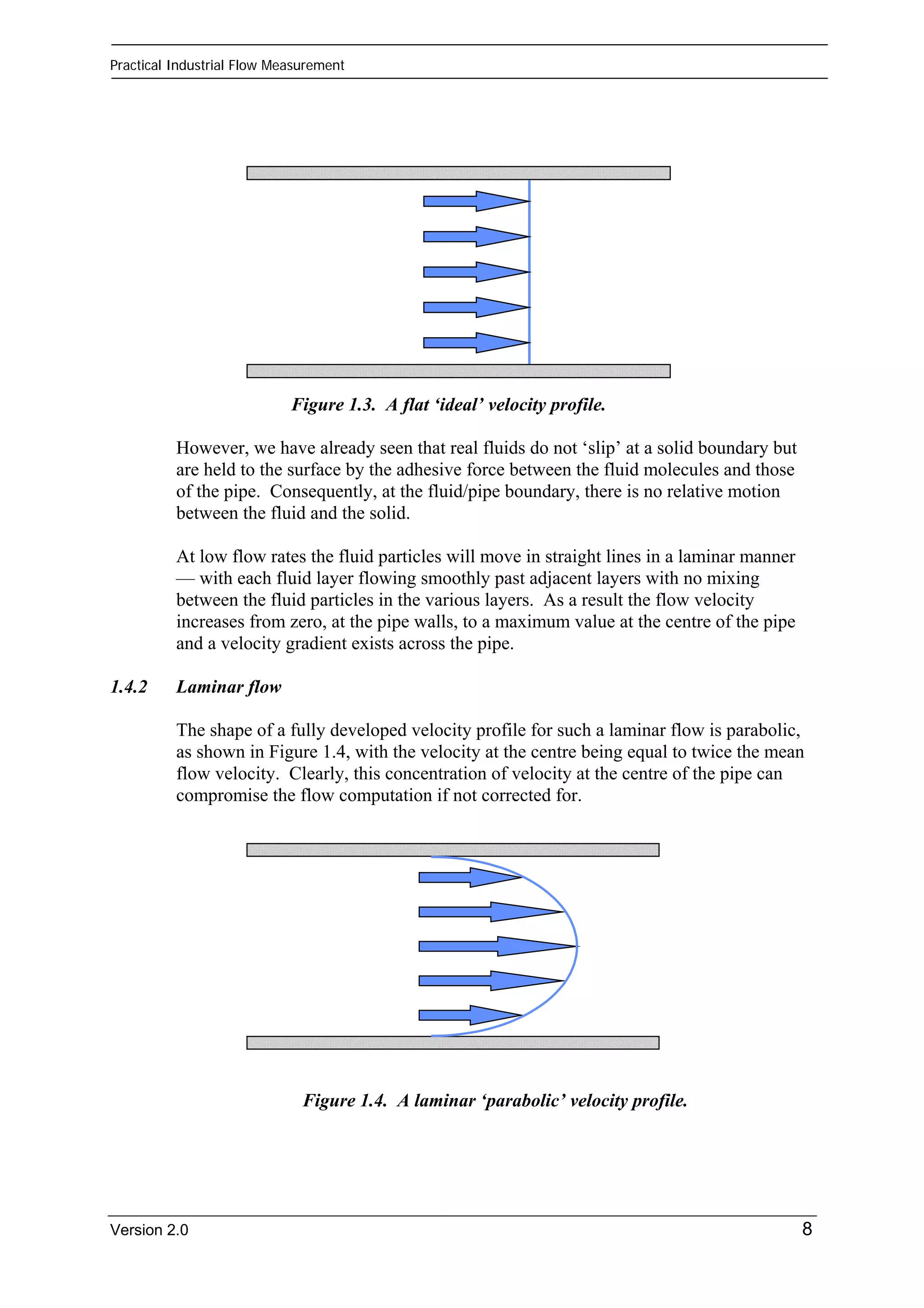
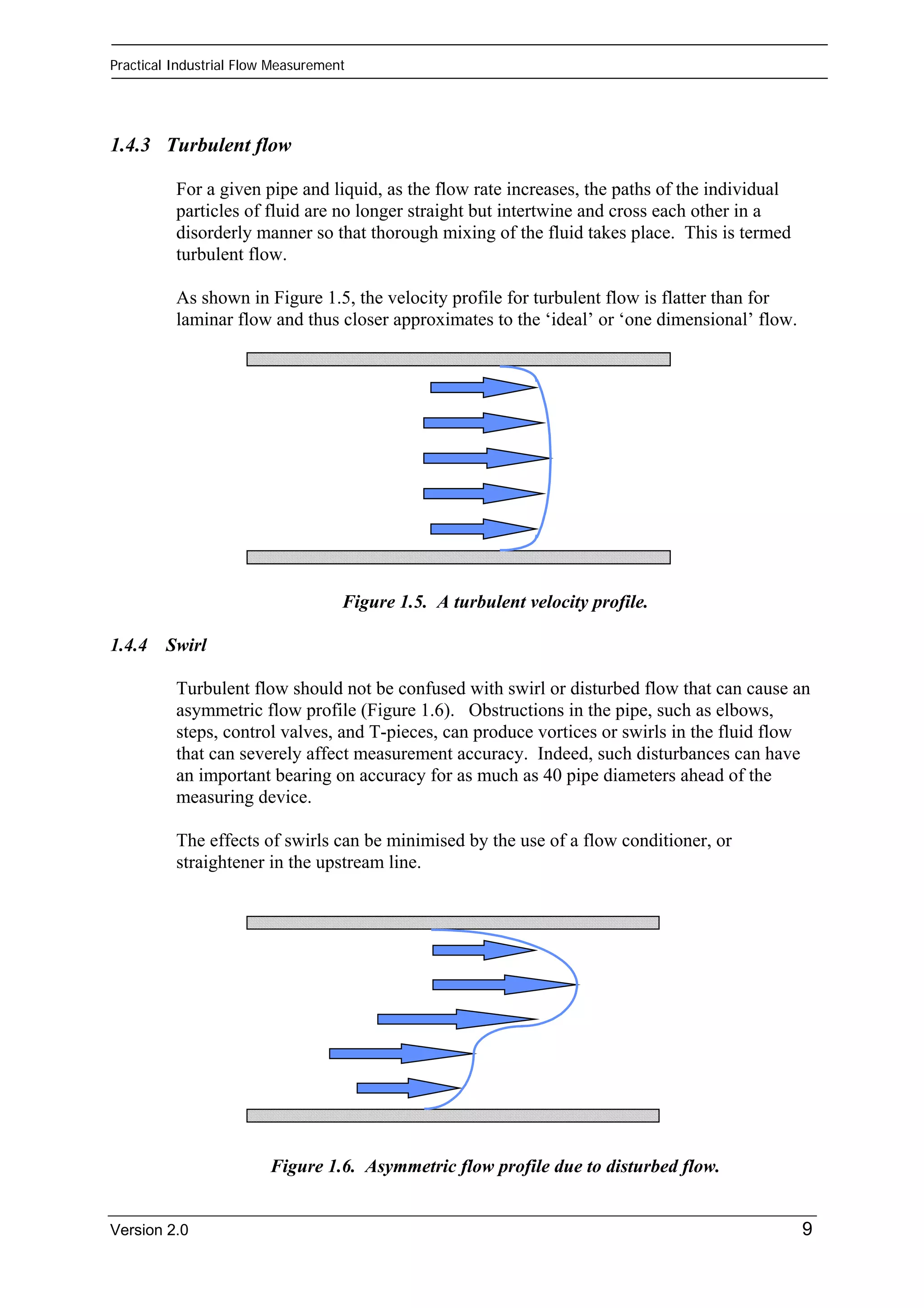

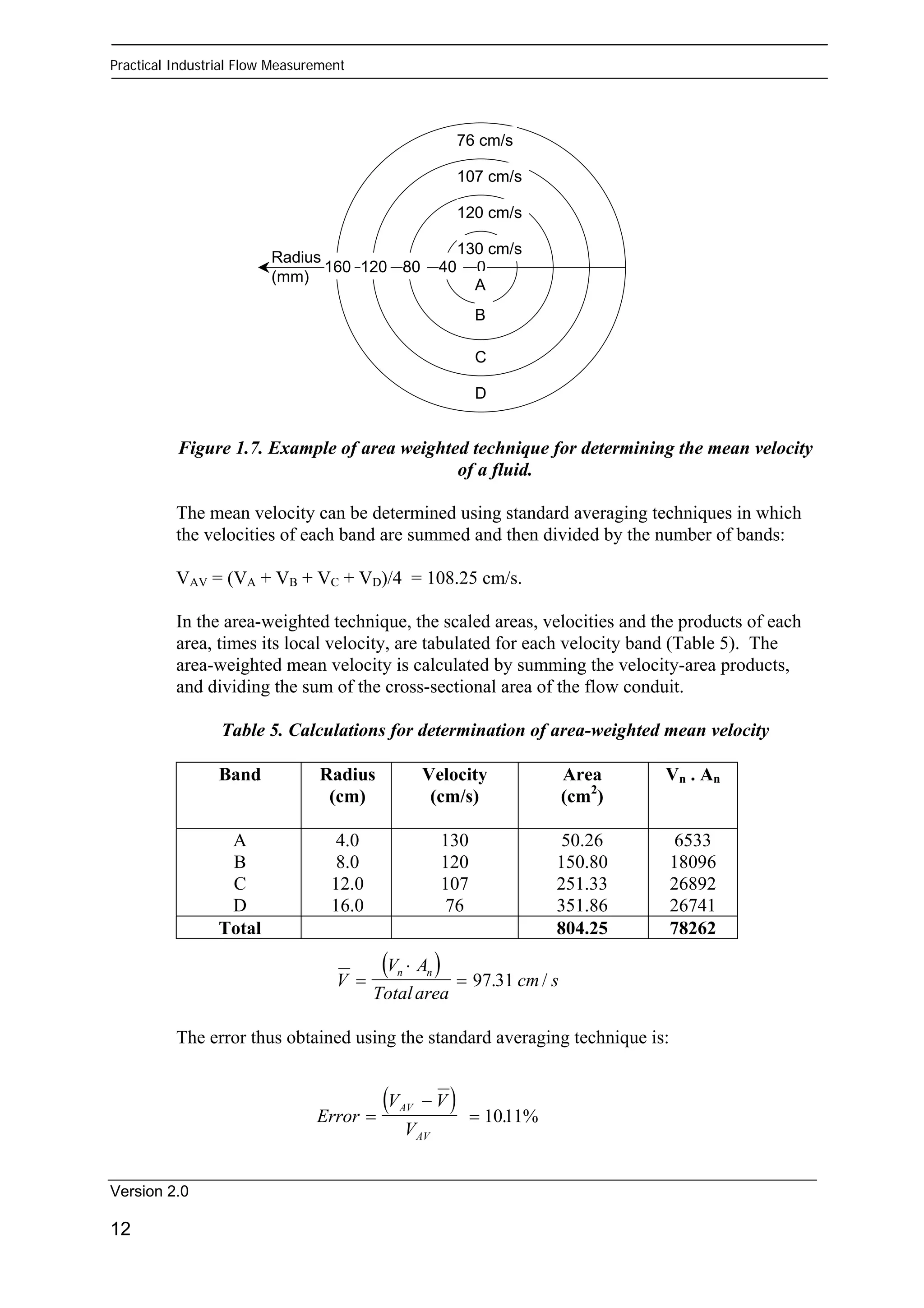

This document provides an overview of basic fluid properties important for flow measurement. It discusses viscosity and different fluid types, including Newtonian and non-Newtonian fluids. It also describes ideal, laminar and turbulent flow profiles, and how the Reynolds number characterizes these behaviors. Key flow measurement parameters are introduced, such as volumetric and mass flow rates for single and multi-phase flows. The objectives are to describe fluid properties, flow profiles, and flow measurement concepts.
































































































