Downloaded 530 times






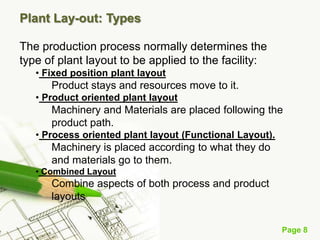
























This document provides an overview of plant layout methodology. It discusses the basic objectives of layout design, which are to facilitate smooth flow and minimize costs. The key types of layouts covered are product-oriented, process-oriented, and combinations of the two. Product layouts group machinery by the sequence of operations, while process layouts group by function. Fixed-position layouts keep the product stationary while moving workers. The document also outlines factors to consider in layout design and the benefits of an optimized layout such as improved efficiency and utilization of space.























































































