Downloaded 135 times




































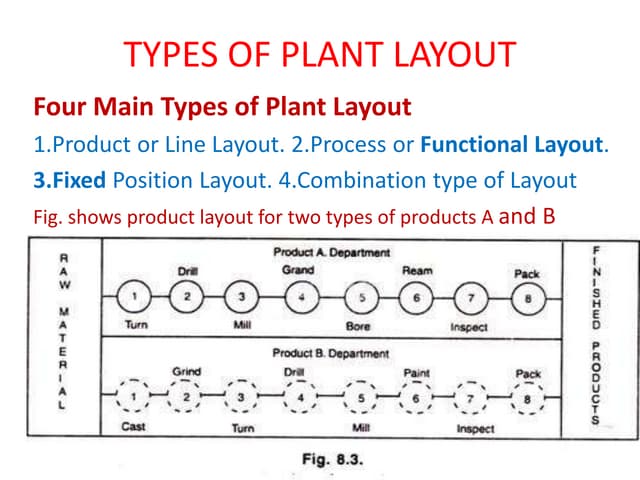
The document discusses plant layout, which refers to the arrangement of machinery, equipment, and facilities within a factory to optimize material flow and minimize costs. There are different types of layouts - product layout arranges machines in sequence of operations for a product. Process layout groups similar machines together. The objectives of plant layout include minimizing costs and movement of materials while allowing flexibility. Factors like the factory building, production processes, and employee needs must be considered when designing an effective plant layout.