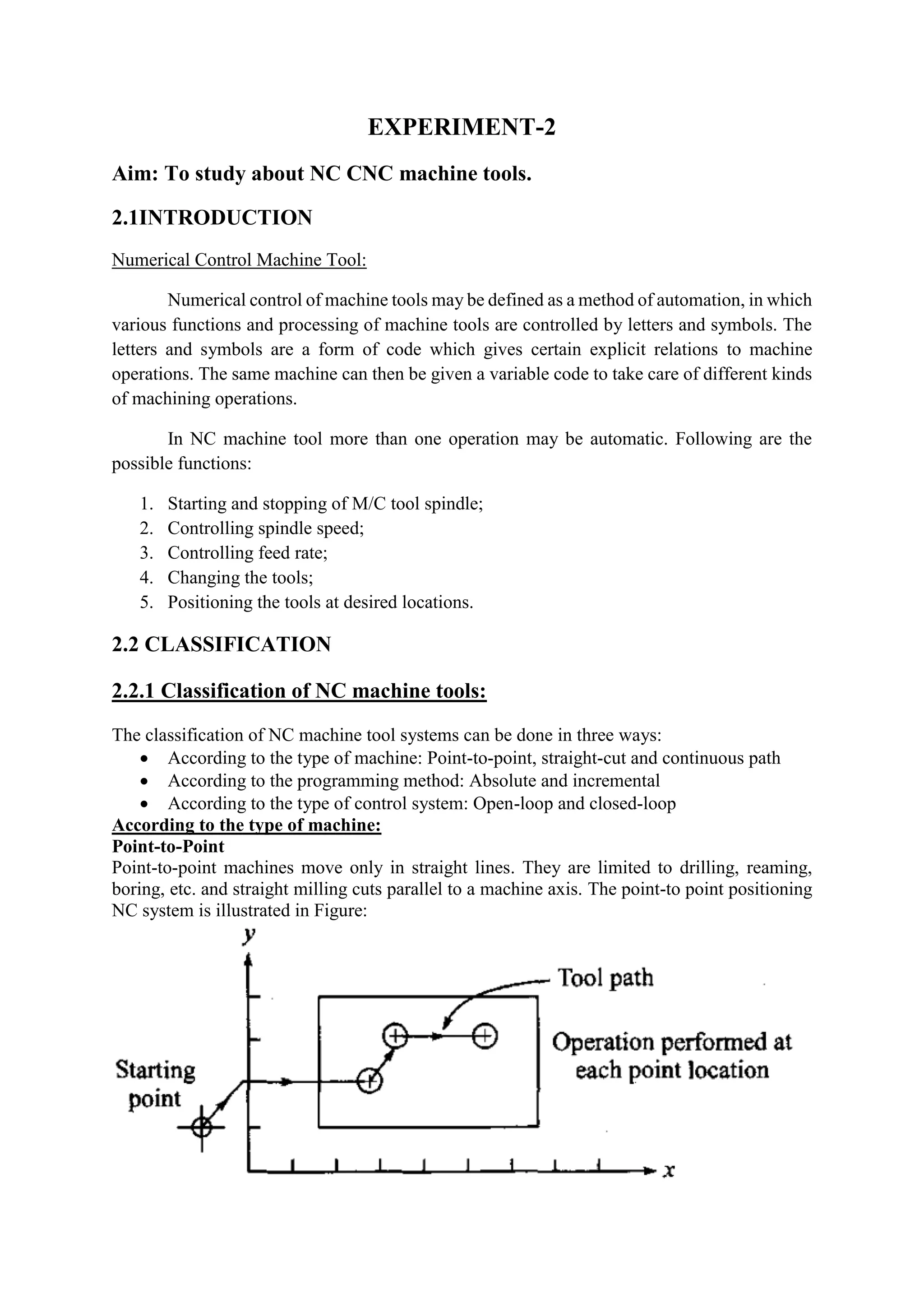
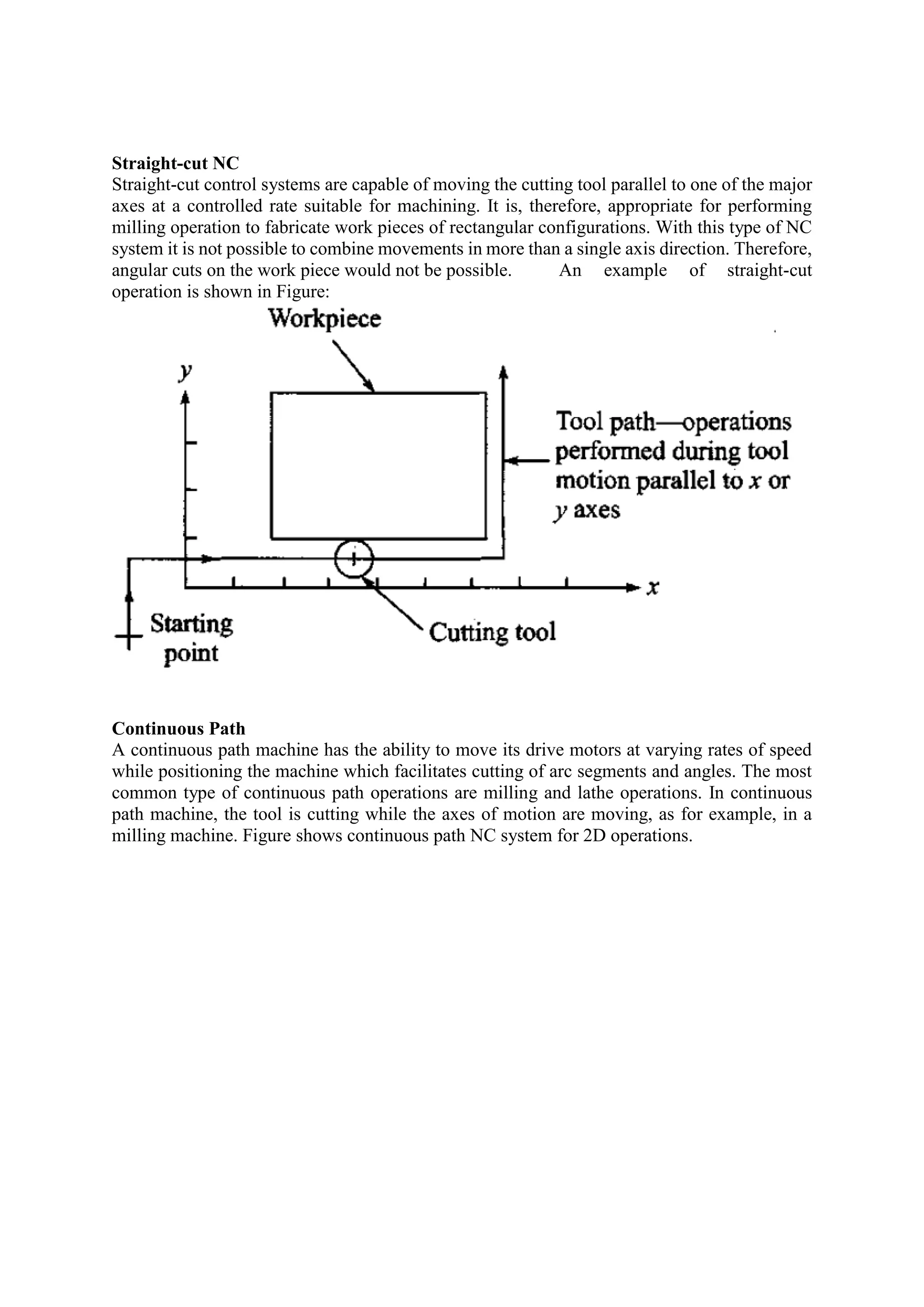
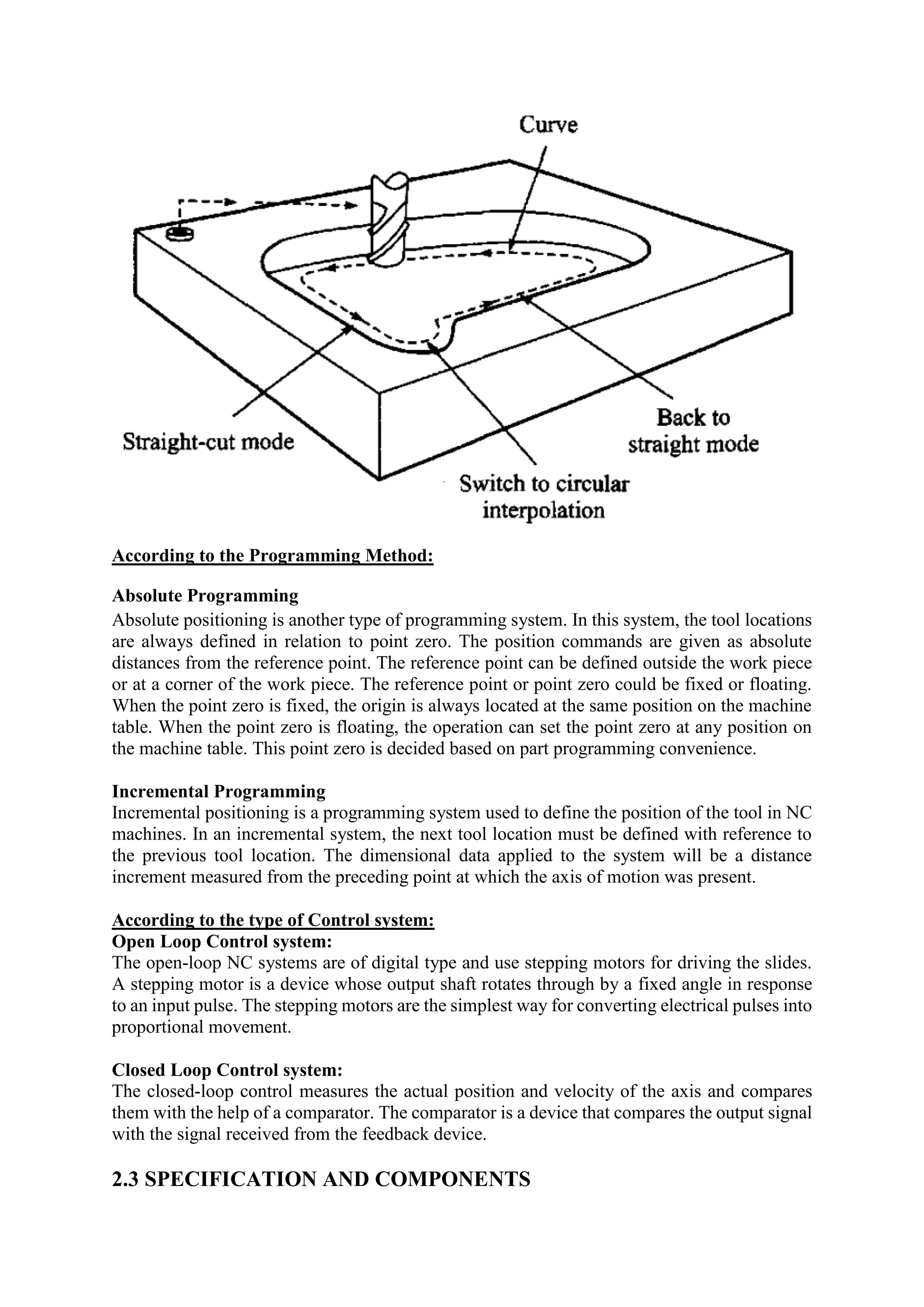
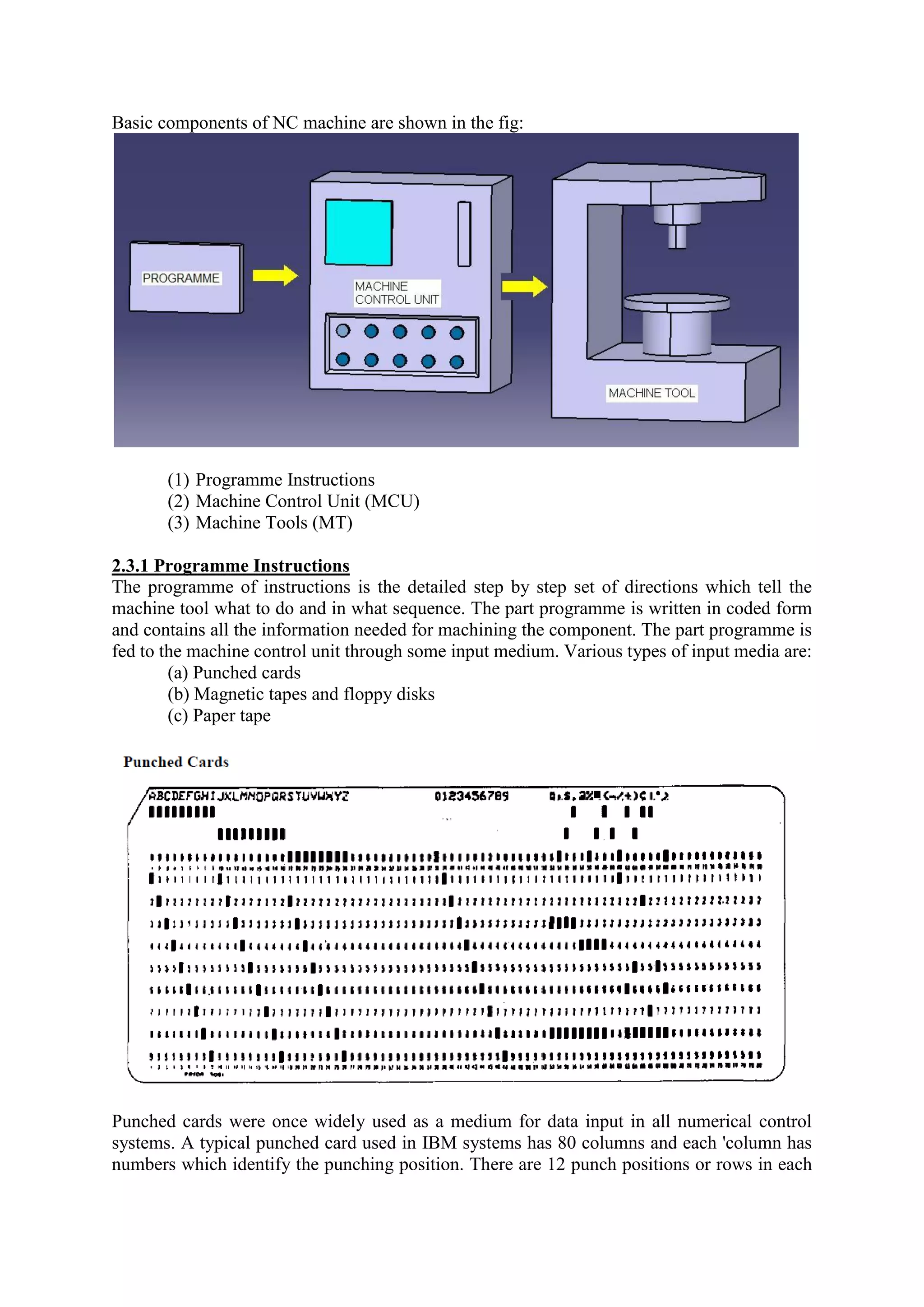
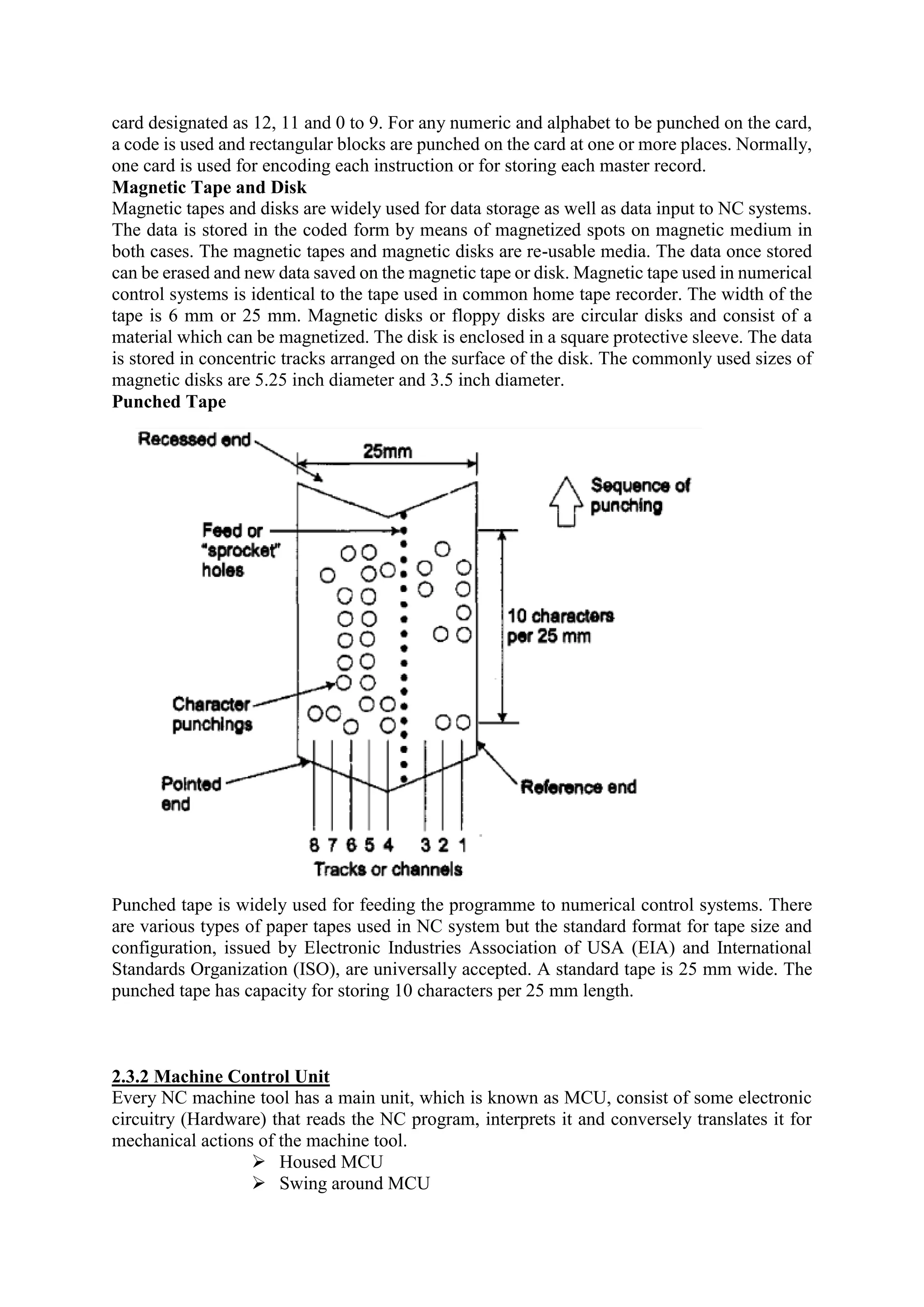
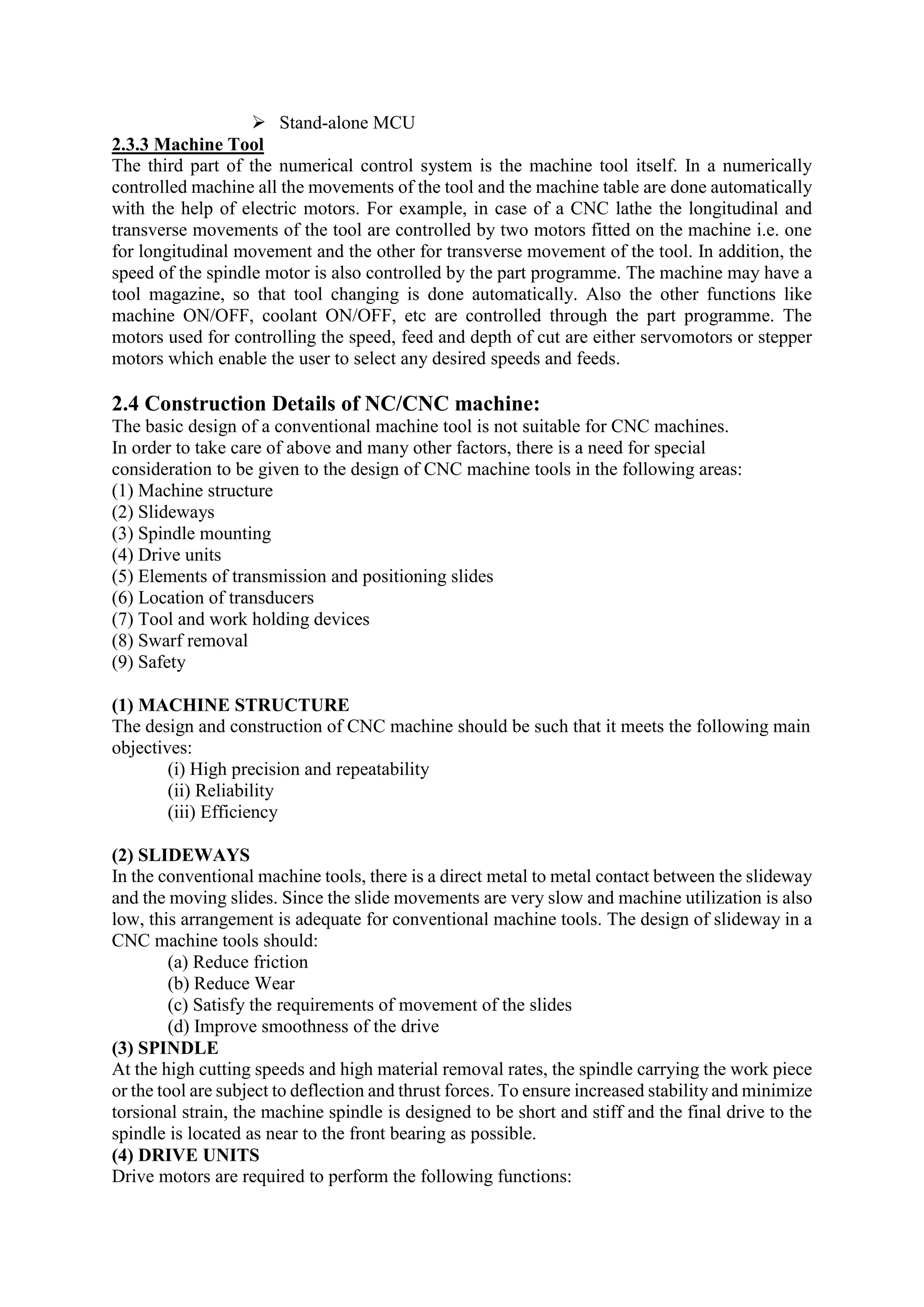
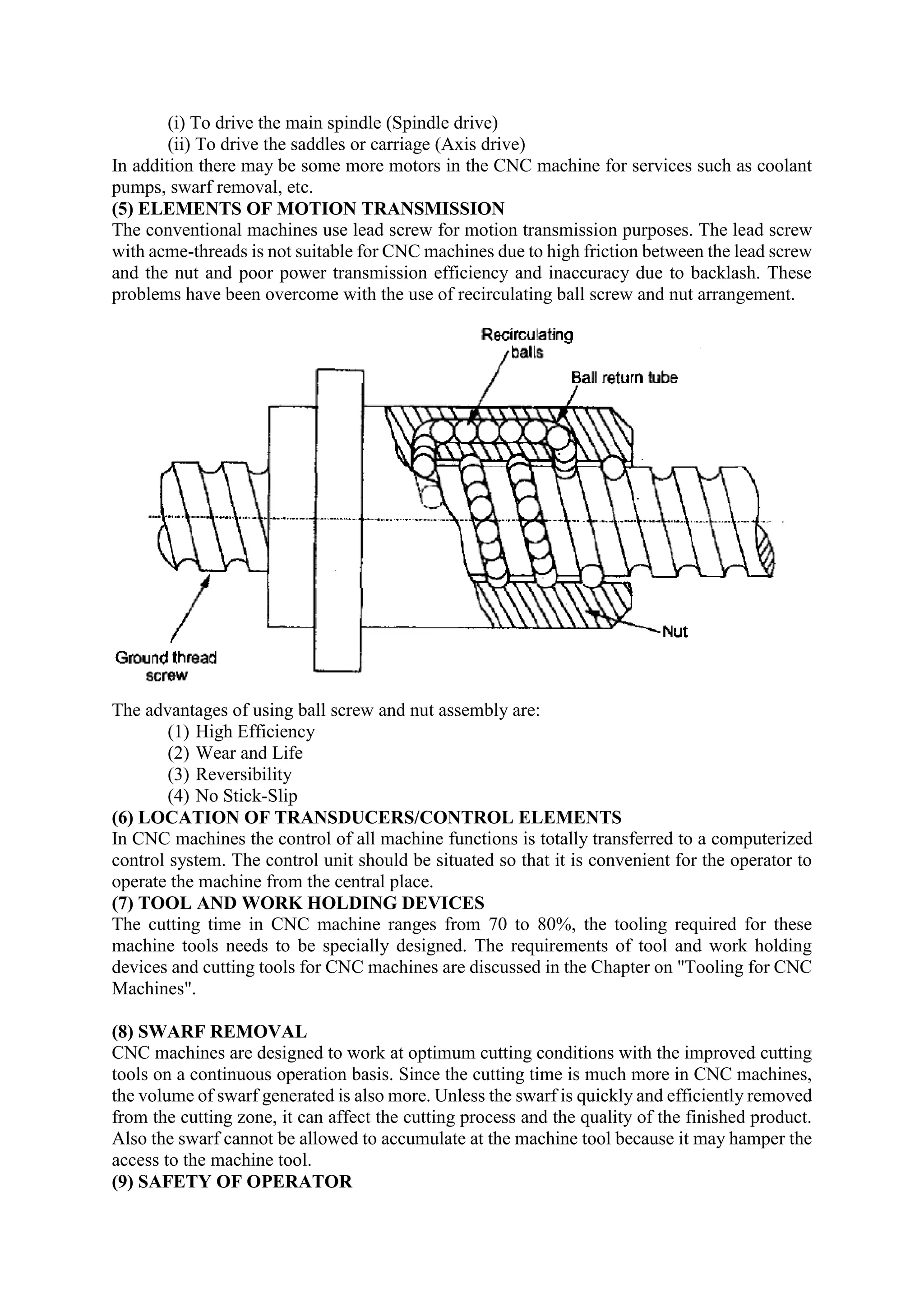
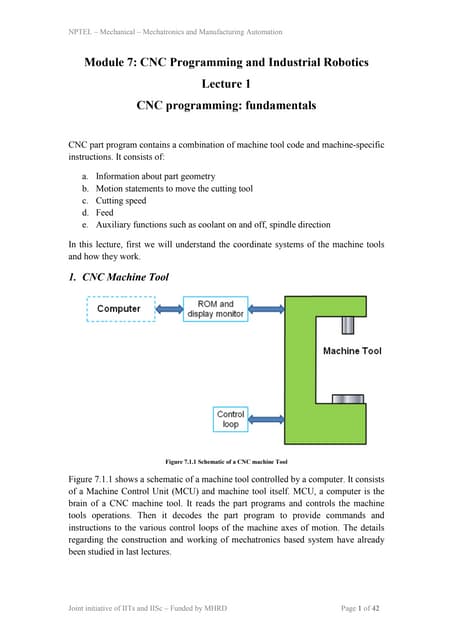
The document discusses numerical control (NC) and computer numerical control (CNC) machine tools. It describes the basic components and functions of NC machines, including different types of NC machines classified by the type of machine path (point-to-point, straight-cut, continuous path) and programming method (absolute, incremental). The document also covers the specification and components of NC machines, including programming instructions, the machine control unit, and the machine tool. It discusses the construction details and design considerations for CNC machine tools.