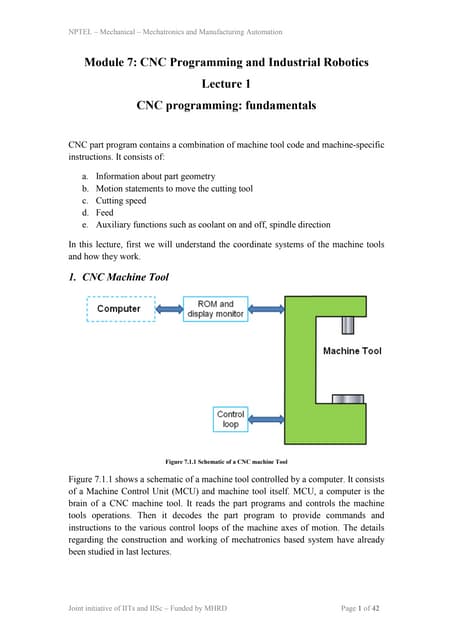
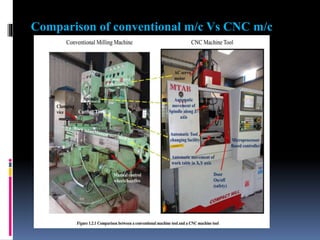
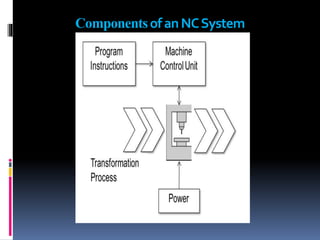
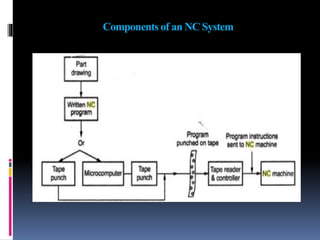
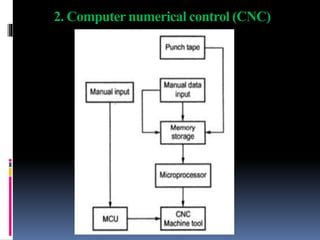
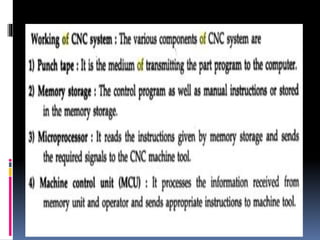
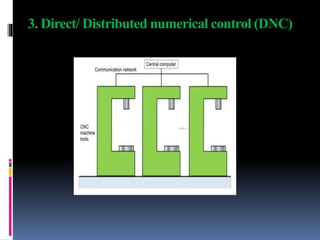
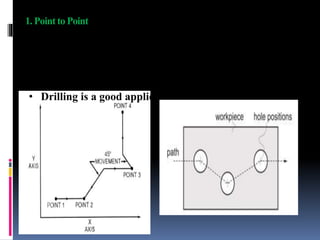
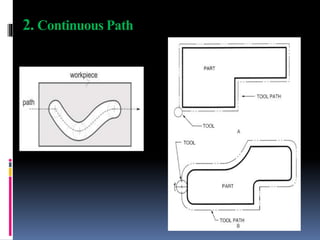

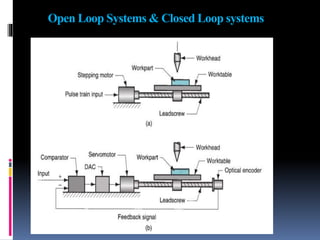


This document provides information about CNC (Computer Numerical Control) machines. It discusses: - The components of a numerical control (NC) system, including the part program, machine control unit, and processing equipment. - The differences between traditional NC, CNC, and DNC machines. CNC machines have their own onboard computers while DNC machines are networked. - Types of motion control systems like point-to-point positioning and continuous path/contouring. Interpolation methods including linear and circular are described. - Open loop and closed loop control systems. Closed loop provides feedback to check if commanded positions are achieved.